Самостоятельно научится варить электросваркой с нуля — как пользоваться и работать со сварочным аппаратом самому в домашних условиях
12НояСварочный аппарат может использоваться для работы, строительства или просто для домашнего использования в подходящих моментах. Сейчас можно учиться на профессионального сварщика в колледже, но для пользования дома достаточно знать правила и тренировать руку. Актуальность этого навыка обусловлена тем, что металлические элементы не могут быть прикреплены другим способом так, чтобы не было заметно стыков. В статье мы расскажем о том, как самостоятельно научится варить сваркой в домашних условиях.
Азы электросварки
Скрепление металлических конструкций происходит за счет того, что материал нагревается до высоких температур плавления. Делается это с помощью электрических дуг – они могут плавить изделие только на маленькой площади (сварочная ванна), образуя шов. Расплавленный металл при правильном воздействии входит в диффузионный процесс, то есть молекулы начинают переходить из одного участка в другой, образуя прочные связи. Для разных химических элементов, пород и сплавов требуются различные электродуги и подходящий температурный режим, мощность оборудования и подаваемый ток.
Для разных химических элементов, пород и сплавов требуются различные электродуги и подходящий температурный режим, мощность оборудования и подаваемый ток.
Какие виды электросварки существуют
- ММА. Простой и удобный в использовании ручной аппарат, для которого нужны электроды с обмазкой. Подходит для домашнего применения, недорого стоит, но его применение невозможно для ряда металлических конструкций, только для нержавеющей стали и черного металла.
- TIG – технология, которая открывает возможность работать с большим количеством веществ.Особенность в электроде, который используется для создания дуги, а также в специальной атмосфере из инертного защитного газа, чтобы получить ровный шов. Преимущество – это чистота действия, мощность оборудования. Минус – необходимо специальное обучение, так как научится самому правильно варить электросваркой такого типа сложно.
- MIG-MAG. Это приспособление полуавтоматического плана. Вместо электрода автоматически подается сварочная проволока.
 Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места. - SPOT, она же – точечная сварка, применяется в случаях, когда требуется аккуратная припайка, важен внешний вид, например, при кузовном ремонте машин в автосервисе.
 Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.
Ее использование подходит для атмосферы с инертными и активными газами, с различными металлами. Современное оборудование, которое используется и в домашних условиях. Сварной стык получается гладким, аккуратным, производительность и скорость труда увеличивается. Но в гараже или мастерской сама установка вместе с баллоном будет занимать много места.Чем обоснована надёжность сварки: основы сварочных работ
Прочность обусловлена пластичной деформацией, которая происходит на молекулярном уровне, потому что молекулы взаимно проникают в свариваемые тела. Это достигается путем нагревания металлов с помощью сварочной дуги. Классический производственный способ до настоящего времени электродуговой, когда используется электрон и сила тока. Но сейчас все более актуальными становятся технологии, использующие лазер, ультразвуковые излучения. Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Они фактически не оставляют шва после себя. Аппараты в основном работают на основе инвертора, то есть устройства, которое создает переменное напряжение.
Способы сварки: как самостоятельно научиться варить электросваркой
Новичку нужно начинать с основ, а именно с освоения двух техник. Их применяют в соответствии с задачами. Различают:
- Газопрессовую. С помощью ацетилкислорода получается пламя высокой продуктивности, оно позволяет скреплять даже самые мощные конструкции, например, тяжелые трубы с широкой толщиной стенок.
- Контактную. Результат получается за счет напряжения, которое дает электрический ток. При этом можно варить встык, внахлест, а также точечно.
- Роликовую. Автоматический крутящийся аппарат вращает электроды, шов образуется за счет силы сжатия.
- Электрошлаковую, или ЭШС. Расходники выходят очень дорого, поэтому применяется редко, когда важно получить изделие высокой прочности и качества. Сварочная ванна образуется в среде шлака.
- Термитную. Применяется термит – это порошкообразная смесь их алюминия, магния и железной окалины.

Технология работы
При соприкосновении двух противоположно заряженных элементов (металла и электрода) под напряжением появляется сварочная дуга. Сварщик направляет ее в выделенную область, под ее действием происходит значительный нагрев. Плавится не только исходный, свариваемый материал, но и сердцевина электродуги, которая стекает в сварную ванну – на этом месте образуется шов. Защитное покрытие образует газовое облако, которое оберегает процесс от влияния кислорода. Чтобы получилось ровное соединение, нужно передвигать аппарат под определенным углом с определенной скоростью – эти показатели зависят от типа металлических деталей. На стыке останется шлак, его можно сбить молотком, а затем зачистить.
Как самостоятельно научиться ручной дуговой электросварке ММА – что потребуется для работы
Наш совет новичкам: начинайте обучение с этой технологии. Она менее затратна, не требует особенного обращения, а инструкция по безопасности проста. Для процесса нужны:
Она менее затратна, не требует особенного обращения, а инструкция по безопасности проста. Для процесса нужны:
- Сварочный аппарат. Можно использовать распространенные, простые и недорогие трансформаторы, выпрямители для постоянного тока или современные инверторы, которые не дают скачков напряжения, а поэтому предлагают ровный шов.
- Провода. При выборе обращайте внимание на качественную изоляцию из резины, на вилки, которые предназначены для вашей модели прибора, и на сечения проводов – от 16 до 35 квадратных миллиметров.
- Держатели для электродов. Их можно сделать и своими руками, но это не рекомендуется из-за малой надежности. Оптимальными считаются «прищепки», которые крепко захватывают инструмент. Материал изготовления – латунь или медь. Электрододержатель будет постоянно находиться в руках у сварщика, поэтому требуется его примерить по размеру ладони и по тяжести.
- Зажим для массы. Также должен быть крепким и надежным.
Видео: как выбрать сварочный инвертор
Как научится работать сваркой в домашних условиях безопасно – экипировка
От оснащения зависит техника безопасности, а также удобство. Обязательно понадобятся:
- Маска или щиток. Первый более полноценный вариант, потому что не приходится держать изделие свободной рукой. Второй может применяться только для недлительной работы, когда нужно быстро приварить элементы. Защитное стекло защищает от искр и дыма. А светофильтр – от ожога роговицы и слезоточивости. При этом он должен хорошо отражать цвет, чтобы сварщик мог различать мельчайшие детали. Основа приспособления из качественного пластика, который не плавится от металлических брызг. Можно брать щиток с металлической ручкой, но они тяжелые.
- Одежда также должна быть специальной, очень прочной, без лишних карманов и накладок, чтобы ни на чем не могли задержаться стружки.
- Обувь лучше брать из твердой кожи с высокими голенищами.
- Рукавицы, или краги, шьются с наполнителем из брезента.

При выборе этих элементов спецодежды следует руководствоваться правилом – все части тела, особенно запястья и щиколотки, шея, должны быть прикрыты.
Какие электроды использовать
Чтобы научиться сваривать электросваркой, нужно подобрать правильные расходные материалы. Обратим внимание на электрический проводник. Он может быть в виде проволоки для полуавтоматов и выполнен как палочки с металлической сердцевиной и обмоткой. Новичкам мы рекомендуем брать вторые, ими легче управлять. Оптимальный диаметр сечения – 3 мм. Меньше понадобятся для сваривания тонколистовых изделий, больше – для промышленных целей и мощного оборудования.
Пошаговая инструкция для начинающих
Начните с подготовки рабочего места. Рядом не должно находиться легковоспламеняющихся и горючих веществ. Пол в помещении может быть бетонный или земляной.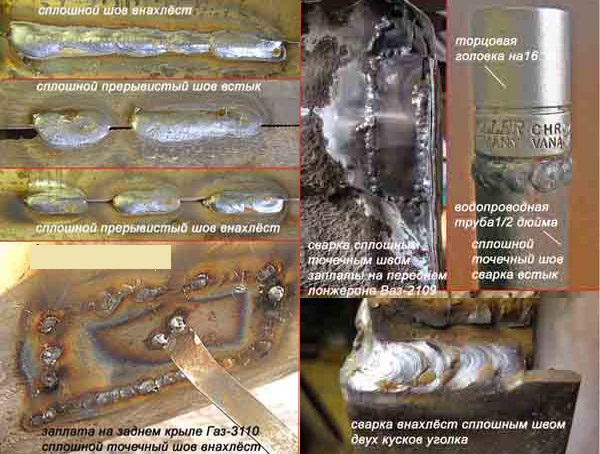 Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Лучше всего сваривать конструкции на открытом воздухе или в хорошо проветриваемом обширном пространстве. Рядом должны быть средства для тушения пожара и аптечка. Теперь перейдем к этапам обучения о том, как научиться самому варить сварочным аппаратом.
Как подключать электрод
Вставьте его в держатель, он не должен шататься. Затем подсоедините два сварочных кабеля. Они имеют различную маркировку (плюс и минус). Положительный заряд подают к детали (с помощью зажима), а отрицательный к электрическому проводнику. Такая полярность увеличивает нагрев металла.
В статье мы рассказали, как правильно научиться варить сваркой с нуля самому. В качестве завершения предлагаем вам посмотрет
Начало сварки: зажигаем дугу
Электродуга создается самостоятельно при соприкосновении полярно заряженных элементов двумя способами:
- чирканьем – проведите полоску вдоль стыка;
- постукиванием – стукните 2-3 раза по месту, где не важен след.
Если искра сразу не образовалась, нужно отбить лишнюю обмотку. Можно работать дальше.
Можно работать дальше.
Наклон
Наклоняйте электрод в свою сторону на угол в диапазоне 30-60 градусов. Это обеспечивает хорошее прогревание шлаковой ванны. Но в ряде случаев это не нужно, тогда применяют способ «углом назад», то есть от себя, тогда шов тянется за кончиком защитного покрытия.
Как научиться пользоваться сваркой и определять скорость движения
Нельзя плотно прикладывать электрический проводник к металлической конструкции, между ними должно быть 2-3 мм, это расстояние нужно для образования шлаковой ванны. Как быстро совершать манипуляции зависит от напряжения и степени прогрева, обычно это индивидуальный показатель, его можно определить по степени нагрева и раскаливания при соприкостыка.
Как правильно сваривать детали
Перед началом процесса нужно создать временные крепления – стяжки, заклепки. Они позволят не стягивать на одну сторону конструкцию, чтобы она не деформировалась. Тогда шов получится ровный, а форма такой, которой она была задумана. Только после этого можно приступать к активным действиям.
Только после этого можно приступать к активным действиям.
Выбор тока
Он всегда зависит от типа металлических соединений и от электрода. Если напряжения в домашней сети не хватает для нужной силы, можно пройтись в два слоя или проводить работу медленнее, чтобы достигнуть оптимальной температуры. Таблица соответствия:
| Диаметр электрода, мм | Толщина металла, мм | Сварочный ток, А |
| 1,6 | 1-2 | 25-50 |
| 2 | 2-3 | 40-80 |
| 2,5 | 2-3 | 60-100 |
| 3 | 3-4 | 80-160 |
| 4 | 4-6 | 120-200 |
| 5 | 6-8 | 180-250 |
| 5-6 | 10-24 | 220-320 |
| 6-8 | 30-60 | 300-400 |
Заключение
ь видео:
инструкция для начинающих и видео работ
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.

И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
 Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
 Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна.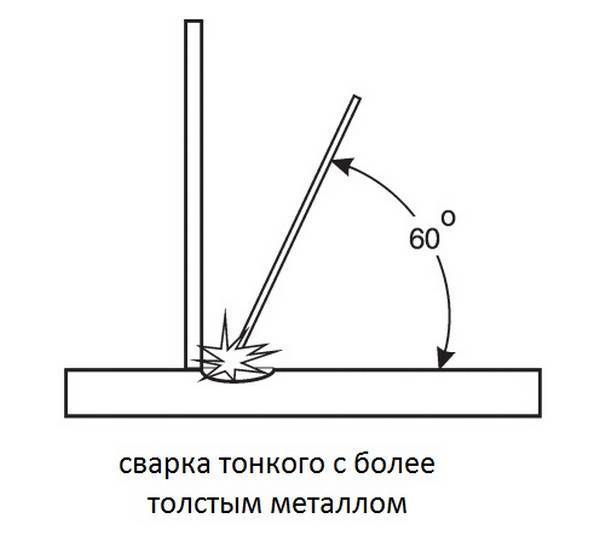 После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном. Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
 youtube.com/embed/iIFsWWGCmJo»/> Оцените статью: Поделитесь с друзьями!
youtube.com/embed/iIFsWWGCmJo»/> Оцените статью: Поделитесь с друзьями!Как правильно варить дуговой сваркой
Несколько десятков лет назад не было такого, чтобы люди сами могли выбирать, каким способом варить металл. Было один-два способа. Нынче же, в эпоху технологического прогресса и требований к качеству материалов существует множество способов сваривания металла. Самым оптимальным и эффективным из них является сварка дуговым аппаратом. Им пользуются наибольшее количество людей, поэтому это способ наиболее популярен.
Содержание:
- Принцип работы аппарата дуговой сварки
- Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
- Какие бывают электроды, и как не ошибиться в их выборе?
- Технология выполнения ручной дуговой сварки своими руками
- Техника безопасности или как защитить себя сварщику?
Принцип работы аппарата дуговой сварки
Преимущество дуговой сварки – температура дуги, которая достигает более 5 тыс. градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
градусов. Она гарантирует сваривание абсолютно любых материалов, так как может расплавить даже самый крепкий материал. Зона максимально высокой температуры сосредотачивается в дуговом разряде. Направление дуги можно менять на прямую дугу, и косвенно действующую.
Рассмотрим разницу между дугой прямого действия и косвенного. Огонь между сварочными металлами и электродом характеризует сварку с дугой прямого действия. Косвенная дуга начинает гореть между самими электродами. В этом случае, металлы для сплавки не обрабатываются сварочным током.
Зажечь дугу можно только тогда, когда сквозь основу электрода протекает ток, а конец электрода соприкасается с металлом. После, дуга начинает гореть между металлом, который расплавляется в процессе и, основанием электрода. Впоследствии этой дуги, температура мгновенно повышается, и металл начинает плавиться. Одновременно с расплавкой металла, плавиться и электрод.
Расплавленный металл имеет небольшую впадину и образует сварочную ванну.
Там он продолжает плавиться вместе с покрытием выбранного электрода. Когда расплавляется электрод, вокруг ванны образуется некий газовый слой, который защищает, шлаковую ванну. Если бы на электроды не наносили специально предназначенную обмазку, расплавленный металл не защищался бы шлаком. Когда, по каким-то причинам, в процессе проварки не нужен шлаковый защитный газ, можно это предусмотреть и выбрать электроды, которые не обработаны минеральными частицами и разными ферросплавами. Именно эти покрытия электрода, при плавлении, дадут нужную газовую защиту от внешней среды.
Сварочная дуга не стоит на месте, а продвигается по мере провара. Смещение дуги вызывает охлаждение проваренного места и отвердевание его. После того, как он охладится, станет видно сварочный шов, имеющий маленький налет шлака, который напоминает корку.
Разновидности аппаратов позволяющих варить металл: сварочный трансформатор, выпрямитель, сварочный инвертор
На сегодняшний день существует огромное количество разных материалов, требований к их проварке в труднодоступных местах, поэтому требования к сварочному аппарату очень серьезные. Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Это отразилось на количестве разных аппаратов для сварки, которые уже можно поделить по типу источника переменного или постоянного тока на три основных вида.
Сварочные трансформаторы
Это наиболее простое решение, для получения нужного тока. Принцип его работы – понизить сетевое напряжение, до оптимального, для работы сварочного аппарата, с чем и должна справляться его главная деталь – трансформатор. Получить на выходе постоянный ток невозможно с использованием трансформатора, так как он может позволить выдать только переменный. В работе довольно часто нужно регулировать силу выделяемого тока, про что не забыли изготовители, оснастив аппарат так, что передвигая первичную и вторичную обмотку, меняется сила тока. Хотя, кроме этого способа, существуют и несколько других. Но, поскольку они используются крайне редко, нет нужды говорить о них подробно.
Сварочный трансформатор имеет все необходимые возможности, чтобы варить качественно и точно, при условии, что к нему будут подобраны специальные электроды для переменного тока.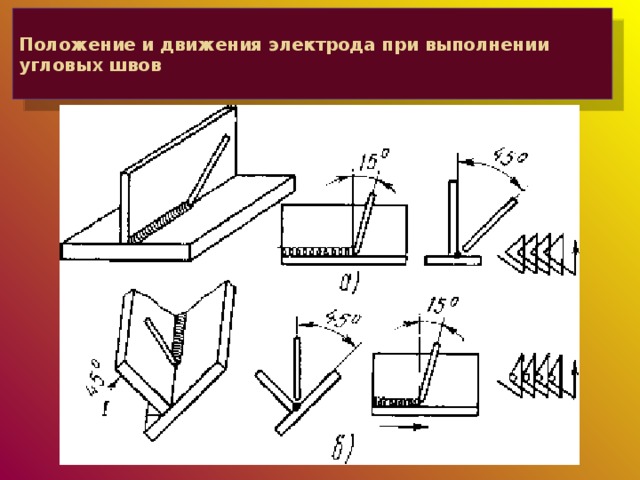
Что может быть главнее эффективности трансформаторной сварки? Конечно, ее стоимость и долговечность. Удивительно, но цена – невысокая и полностью себя оправдывает, а срок работы аппаратуры – главный плюс и козырь трансформаторного сварочного аппарата.
Сварочный выпрямитель
Их основная цель – выпрямлять напряжение, преобразовывать и делать постоянный ток, используя непостоянный. Структура этих аппаратов очень простая: один трансформатор понижения тока, диодный блок (выпрямитель) и системы для регулировки защиты, а также пуска.
Если качество работы выпрямителей намного выше предыдущих, то существенно лучше и качество получаемого шва.
Нельзя сказать о плохом качестве швов в трансформаторах, однако выпрямители делают его еще лучше и надежнее. Небольшие минусы здесь все-таки присутствуют: большой вес выпрямительного аппарата и работает он под очень большим напряжением, что сказывается на ухудшении напряжения в сети, во время его работы.
Современные сварочные аппараты — инверторы
Бывает и так, что для нормальной работы 50 Гц напряжения недостаточно, и использование трансформаторов, как и выпрямителей в некоторых ситуациях невозможно. Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Из-за этого, благодаря нынешним технологиям, широко производятся новые, намного более мощные сварочные аппараты. Они называются инверторными, и работают под частотой более 500 Гц.
Для передачи энергии, не нужен трансформатор внушительных размеров, а достаточно маленького, который обеспечит протекание постоянного тока все время. Чтобы сравнить, в сколько раз меньше весит силовой трансформатор от обычного, нужно отталкиваться от их одинаковых параметров силы тока. Силовому трансформатору для выработки тока в 160А не надо весить 20 кг и более. А это уменьшает вес полной сборки инвертора в 5-7 раз. В то время как обычному трансформатору никак не удастся избежать несколько десятков килограммов массы.
Вес полностью укомплектованного инвертора не превышает 8 кг (бывает меньше, но не больше). Это очень удобно и компактно, так как, транспортируя аппарат, тратится намного меньше усилий.
Комплектующие инвертора немного похожи на выпрямительный аппарат.
В состав инвертора входит сетевой фильтр, два выпрямителя, преобразователь переменного напряжение, работающего на очень высоких частотах и последнее – схемы управления. Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
Им можно работать намного дольше, без перерыва, так как его работа максимально стабильная. Кроме этого, инвертор позволяет сварщику расширено выбирать сварочный ток. Переключатель находится на самом инверторе и может очень точно переходить к разным значениям силы тока. Это просто необходимо, если варить потребуется тоненькими электродами.
При выборе любого типа сварочного аппарата, нужно сосредотачивать внимание на диапазоне допустимого изменения сварочного тока. Именно этот показатель, указывает на его активную мощность. От широкого диапазона зависит много: выбор электродов (большой диапазон позволяет использовать электроды большого размера, но и малые тоже). Важно и то, как быстро аппарат сможет зажечь дугу, от этого, в некоторой мере, зависит продуктивность работы. Как понять, будет ли данный аппарат быстро зажигать дугу или медлить? Очень просто, эти параметры специально указываются в технических характеристиках любых сварочных аппаратов в колонке – ток холостого хода.
Достаточно редко встречаются сварочные аппараты, использующие углекислый газ, которые называются полуавтоматами.
Они имеют профессиональное качество проварки металла, работают с достаточно тонкими металлическими листами. Стоимость полуавтоматов весьма внушительная, поэтому они не распространены в домашнем процессе сварки, а широко используются на более ответственном и масштабном уровне.
Каким бы аппаратом не пользовался сварщик, трансформаторным или инверторной сваркой, все равно не сможет начать процесс без неотъемлемой части сварочного аппарата – электрода. А значит следующий этап для успешного протекания процесса — подбор электродов по определенным требованиям и в зависимости от материалов металла.
Какие бывают электроды, и как не ошибиться в их выборе?
Электрод похож на тонкую металлическую палочку с защитным покрытием. Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Так и есть на самом деле, электрод – это самый натуральный металлический стержень, а образованное покрытие – ферросплавы и минералы. В процессе расплава металла и образования сварочной ванны они будут защищать ее, создавая слой защитного газа, сквозь который воздух не сможет попасть и окислить сварочную ванну.
Электрод должен в сварочном процессе расплавиться и расплавить также необходимое место металлического листа. Осуществляется это за счет прохождения тока значительной величины по самому электроду. Электрический ток, который попадает на электрод, начинает проходить и попадает к месту, где вскоре образуется шов, из-за того, что электрод будет соприкасаться с листом металла.
Электроды различаются по типажу:
- Чугунные, стальные и стальные с добавлением минералов.
- Плавящиеся с получаемым сечением.
- Неплавящиеся для работы при контактной сварке..
Электроды нестандартные, и бывают всевозможного диаметра и длины. В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
В зависимости от задач и сложности сварки, выбираются или маленькой длины, которые уменьшают напряжение, или длинные – основная их задача – повысить сопротивление.
Не всем известно, что сварщики различают электроды: профессиональные и обычные. В полуавтоматической сварке используются только первые. Это – вольфрамовые электроды, плазменные. Принцип действия одинаковый – плавясь, они выделяют защитный газ.
Покрытие электрода, как уже известно, защищает сварочную ванну от агрессивного воздействия воздуха, но еще и помогает гореть дуге более устойчиво. На электродах можно увидеть разное покрытие: кислое, основное, целлюлозное и другие, малоиспользуемые.
Самое главное, выбирая электроды – покупать только те, которые будут соответствовать целям сварки. Выбор сварочных аппаратов напрямую меняет тип электродов. Чаще всего используют электроды марки УОНИ-13/НЖ/12х13. Их применяют при работе с низколегированной сталью и углеродистыми листами. Р-3С используют для сварки переменным и постоянным током. Используются для таких же материалов.
Используются для таких же материалов.
Технология выполнения ручной дуговой сварки своими руками
Все домашние работы, которые нуждаются в сварочной работе, не могут обойтись без ручного аппарата дуговой сварки. Даже спустя многие годы, этот аппарат не потерял своей актуальности, а стал еще более популярным и используемым.
Одним из существующих способов является вариант сварки электродом, вместе с защитными газами (аргон с добавлением небольшого количества кислорода). Электроды в этом случае используют неплавкие и, часто вольфрамовые.
Важным моментом следует отметить качество шва. Чтобы место сварки было качественным, а не ослабленным швом, нужно правильно подбирать электроды под материал(они должны быть того же качества, что и металл). Только тогда, расплавка и смешивание химического состава электрода и металла не будет различаться, и ухудшать его. Сваривание ручной дуговой сваркой требуется проводить постоянным током. Исключение составляет сварка алюминия, которую лучше производить переменным и током с обратной полярностью. Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Объясняется это тем, что алюминий имеет некий слой оксидной пленки, а она, в свою очередь, имеет очень высокую температуру плавления (больше 1000 градусов), и переменный ток лучше ее плавит.
Сварка с аргоном более дорогая, в сравнении с обычной, и скоростью похвастаться не может, зато можно уверенно сказать о преимуществе данного типа для работы производственном масштабе. Для начинающих же сварщиков не рекомендуется использовать этот способ дуговой сварки, так как освоить и хорошо управлять им немного сложнее. Электроды для обычной ручной сварки подходят простые, но покрытые химическими элементами. Один конец у них оставляют непокрытым, так как он будет крепиться в держателе.
Итак, первое, на что надо обратить внимание, начиная работу с дуговой ручной сваркой – подбор силы тока. Оптимальный выбор силы сварочного тока гарантирует шов хорошего качества. Тем, кто не знает, как в домашних условиях выбрать силу тока, расстраиваться не нужно, а всего-навсего заглянуть в документацию к сварочному аппарату, где должно быть указано, как выбирать.
Следующим этапом рассмотрим быстроту сварки. Скорость перемещения электрода зависит от толщины материала. Чем толще металл, тем дольше будет его плавка, а значит, скорость немного упадет. Главным показателем выбора скорости является наполнение сварочной ванны расплавленным металлом. Держать электрод нужно на одном место столько, чтобы эта ванна наполнилась и немного возвышалась над остальным слоем металла на несколько миллиметров. Перемещать электрод слишком медленно тоже недопустимо, так как сварочный шов, точнее расплавленный металл начнет растекаться, и препятствовать дальнейшему процессу.
Очень важный момент в работе — это зажигание сварочной дуги. Именно с ее появления начинается процесс сварки металла. Зажечь ее можно не одним способом, однако, самым активно используемым методом является соприкосновение электрода и поверхности выбранного листа металла. Касаться или чиркать нет разницы, в любом случае дуга должна появиться. Эти действия проводят только с новым электродом. Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Любой новичок или опытный сварщик сделают это легко, и бояться этого не стоит. Другой метод вызывания сварочной дуги предназначен для всех труднодоступных и мало контролируемых мест. Для того чтобы вызвать дугу, надо коснуться электродом поверхности металла, после чего отвести на несколько миллиметров. Подводить электрод нужно обязательно под прямым (вертикально) углом.
Как осуществить наплавку швов поверхностей которые размещены под углом и внахлест?
При условии, что электрод находится под углом 45 градусов, относительно поверхностей, можно уверено твердить, что шов получится очень высокого качества и результат будет положительный. При этом поверхности лучше всего сложить «Г-образно». Только в таком положении двух поверхностей получится наплавить швы, имеющие большое сечение.
Два элемента, которые находятся внахлест, наплавляют короткой дугой, при этом двигая электродом вперед-назад, для разогрева всей поверхности. Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Разогрев всей поверхности важен, так как это будет влиять на равномерное заполнение жидким металлом ванны.
Техника безопасности или как защитить себя сварщику?
Самым важным элементом защиты и безопасного проведения работ на сварочном аппарате является защитный щиток и перчатки. Эти элементы просто неотъемлемы при сварке, и должны быть одеты еще перед включением дугового аппарата. Если нет защитной маски, которая одевается на голову, сварщик может использовать щиток подобного типа, но его надо держать другой рукой. Сквозь защитное стекло будет видно расплавленный металл и место сварки. Стоит отметить, что держать щиток не нужно все время, от включения сварочного аппарата и до самого окончания. Защитное стекло, которое включает в себя подложку из оргстекла, должно защищать глаза только в период возгорания дуги.
Кроме перчаток, сварщику в обязательном порядке нужно быть одетым в специальный защитный костюм, который плохо горит, а значит и возможности тлеть у материалов не будет. Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Хорошо подходят ткани из брезента и кожи. При работе нельзя гарантировать, что ни капли расплавленного металла, не попадет на одежду или обувь, поэтому все части тела должны быть защищены.
Чтобы не нарушить правила техники безопасности, приниматься за работу надо только на том оборудовании, которое изначально было проверено.
Последнее, важное замечание к безопасности относят плохое закрепление сварных деталей. Именно этим правилом пренебрегают многие любители домашней сварки. Это в некоторых случаях очень опасно, так как в противоположном случае, горячая или расплавленная часть материала может упасть на пол или на ногу.
Как правильно варить сваркой: советы экспертов, правила
С помощью сварки металла можно решить множество задач по дому. Особенно актуально это в частных домах, на даче, в процессе ремонта и оформления участка. Стройка без привлечения специалистов требует умений и определенных навыков. Именно поэтому, нужно учиться правильно пользоваться сварочным аппаратом. В обзоре мы разберем, как правильно варить сваркой самостоятельно, и что для этого нужно.
В обзоре мы разберем, как правильно варить сваркой самостоятельно, и что для этого нужно.
Сварочный аппарат и его возможности
Соединения металлических деталей считаются наиболее крепким и надежным. С помощью сварки сложно сделать швы незамеченными, поэтому требуется либо дополнительная отделка, либо швы делаются в местах, где эстетичность непринципиальна. Соединяются металлические изделия под воздействием высоких температур. Электрическая дуга, которую используют в современных аппаратах, плавится. Этот электрический метод сварки наиболее популярен в строительной индустрии.
Оптимальная температура нагрева – 7 тысяч градусов. Электрическая дуга работает за счет тока, образуемого от сварочного к самому электроду. При термическом воздействии расплав образует сварочную ванну. В итоге, электрод соединяется с металлом. За счет шлака формируется защитная пленка. По мере остывания образовывается шов.
Электрод для сварочного аппарата: как выбрать
Электрод — это металлическая проволока со специальным покрытием. Он изготовлен из материалов, аналогичных свариваемому металлу. Разделяют расходные и не расходуемые электроды.
Он изготовлен из материалов, аналогичных свариваемому металлу. Разделяют расходные и не расходуемые электроды.
Дуговая сварка подразумевает применение электродов, которые расходуются. Простыми словами, в процессе нагрева электрод плавится вместе со швом. Вольфрамовые электроды для сварки инертным газом – это альтернативный вариант, который не плавится и не становится частью сварочного шва. При дуговой сварке металлическим газом сварка электродов осуществляется непрерывно. Если вы выбираете метод сварки порошковой проволокой, нужно регулярно дополнять электроды.
При выборе электрода важно оценить специфику сварочных работ. Между собой изделия отличаются:
- уровнем прочности;
- степенью тягучести;
- антикоррозийной устойчивостью;
- качеством металла;
- полярностью;
- сварочным положением.
Электрод бывает легкого и тяжелого покрытия. Они отличаются тем, что для обработки легких электродов используют кисти или распыление. Для тяжелых покрытий применяют минералы, целлюлозу или комбинированные составы. Тяжелые электроды актуальны для сварки твердых поверхностей. Например, чугунных деталей или стальных.
Они отличаются тем, что для обработки легких электродов используют кисти или распыление. Для тяжелых покрытий применяют минералы, целлюлозу или комбинированные составы. Тяжелые электроды актуальны для сварки твердых поверхностей. Например, чугунных деталей или стальных.
Варить сваркой самостоятельно: что для этого нужно?
Без сварочного аппарата даже не стоит начинать сварочные работы. Альтернативных инструментов, с помощью которых можно было бы соединить металлические конструкции, не существует.
Существует несколько видов сварочных, которые вы можете приобрести для домашнего использования:
- Генератор. Он самостоятельно вырабатывает электрическую энергию, которая приходится на поддержания работы дуги. Его не всегда удобно использовать из-за массивных габаритов. То есть, если нужно использовать сварочное в ограниченном пространстве, выполнить работу будет сложно или даже невозможно. Плюс генератора – возможность работы без источника тока.
- Трансформатор. Для сварки нужен источник тока. Оборудование перерабатывает его под нужные частоты. Управление трансформатором достаточно простое и не требует определенных навыков. Проблемы могут возникнуть только при изменении напряжения в сети. При возможности установите стабилизатор напряжения.
- Выпрямитель. Сварочный аппарат работает от сети. Это компактные небольшие аппараты, которые отличаются эффективностью. Электрическая дуга работает от постоянного тока, который образовывает выпрямитель.

В домашних условиях рациональнее всего использовать выпрямители. Они удобные по размерам и отлично зарекомендовали себя в работе. Инверторные сварочные аппараты фиксируются через плечо. Их легко транспортировать, а для хранения не понадобится много места.
Работа инвертора – преобразование переменного тока в постоянный. За счет этого удается создавать качественный шов. Сварочный инструмент работает от бытового источника сети. Также это отличное решение для новичка, который раньше не сталкивался со сваркой. Если выбирать инструмент для сварки металла электродами, инверторы стоят на порядок дороже аналогов. Нужно обязательно следить, чтобы в инструмент не попадала пыль, и он не поддавался воздействию влаги. При скачках направления могут случаться сбои в работе, поэтому этот вопрос важно предусмотреть.
Также это отличное решение для новичка, который раньше не сталкивался со сваркой. Если выбирать инструмент для сварки металла электродами, инверторы стоят на порядок дороже аналогов. Нужно обязательно следить, чтобы в инструмент не попадала пыль, и он не поддавался воздействию влаги. При скачках направления могут случаться сбои в работе, поэтому этот вопрос важно предусмотреть.
Если вы ищите оптимальный вариант для домашнего использования, важно учитывать показатели сварочного тока. Также существует ряд функций в определенных моделях сварочного, которые помогут новичку освоить сварку металла специальным электродом:
- моментальное повышение тока при включении аппарата. Эта функция обеспечивает максимально быструю подачу тока к дуге. Вам не придется ждать, пока сварочный аппарат начнет выполнять свою функцию;
- автоматический регулятор тока;
- контроль подачи тока, который срабатывает сразу, если электрод подносят к прибору быстро. Функция позволяет избежать залипания.
 Функция позволяет избежать залипания.
Функция позволяет избежать залипания.При выборе электрода можно воспользоваться специальной таблицей. В ней указаны марки и типы электрода, соответствующие типу материала, который вы намерены варить. Для сварочных работ обязательно использовать защитную маску. Лучше выбирать модели с фиксаторами на голове. Съемные модели неудобно держать в руке при варке металла.
Эффективность сварочной маски объясняется наличием затемненного стекла. Также встречаются маски с меняющимся уровнем затемнения. При нагревании дуги оно автоматически затемняется. Перед началом сварочных работ с электродами стоит продумать и одежду. Это должны быть спецовка из плотного текстиля, перчатки, высокие ботинки.
Сварка электродами: пошаговая инструкция
Если вы не знаете, как правильно варить конструкции, лучше свой первый опыт проводить под присмотром профессионалов. Если же такой возможности нет, придерживайтесь базовых правил при работе со сварочным аппаратом и не забывайте о технике безопасности. На подготовительном этапе организуйте свое рабочее место, подготовьте все необходимое. Варка металла – это технически опасный процесс, поэтому важно действовать аккуратно, чтобы не допустить возгорания или пожара. В рабочей зоне исключите все воспламеняющие предметы.
На подготовительном этапе организуйте свое рабочее место, подготовьте все необходимое. Варка металла – это технически опасный процесс, поэтому важно действовать аккуратно, чтобы не допустить возгорания или пожара. В рабочей зоне исключите все воспламеняющие предметы.
Также не забывайте, что остатки электродов нужно будет куда-то выбрасывать. Помните, что даже небольшой электрод может стать причиной возгорания. Если вы решили учиться работать с электродами, рационально выбирать 3 – 4 мм стержни. С меньшим диаметром учиться неудобно, а для большего понадобится мощный сварочный аппарат.
Пошаговая инструкция применения сварочного аппарата:
- для начала нужно максимально зачистить расходный металл на месте шва. Чтобы он получился не очень выпуклым и выглядел эстетично, очистите поверхность от загрязнения;
- теперь берем заранее подготовленный электрод и размещаем его в сварочном аппарате. Фиксируем зажим для заземления;
- убедитесь, что шнур аппарата расправлен и не имеет неизолированных участков;
- в зависимости от выбранного электрода определяет мощность оборудования. В большинстве моделях сварочного аппарата информация о выбранном токе отображается на панели;
- переходим к ответственному этапу – поджигу дуги. Соблюдайте угол 60 градусов между деталью и электродом. Когда вы варите, электрод проходит по основанию сварочного без резких движений. Это должен быть медленный процесс, требующий сосредоточения;
- когда в результате взаимодействия аппарата и электрода появляется искра, нужно приподнять сам электрод где-то до 5 мм на высоту;
- в этот момент важно отследить состояние дуги, чтобы обязательно она находилась в рабочем положении;
- электрод в процессе сжигания становится заметно короче. Если электрод слишком близко соприкасается с заготовкой, есть риск залипания. Предотвратить это можно путем изменения вектора направления электрода. Сместите его немного в сторону;
- при сварочных работах бывают случаи, когда дуга не зажигается. Для решения этой проблемы попробуйте увеличить силу тока;
- если вам удалось удачно зажечь дугу, трудности позади. Следующий этап – наплавление калика. Электрод двигается по расположению шва, которое вы обозначили заранее;
- когда вы варите, старайтесь, чтобы шов получился схожим на валик. Небольшие «волны» на швах могут присутствовать. Они отображают места наплыва металла.
 В большинстве моделях сварочного аппарата информация о выбранном токе отображается на панели;
В большинстве моделях сварочного аппарата информация о выбранном токе отображается на панели;Обзор популярных методов сварки
Поскольку в процессе сварочных работ новички часто сталкиваются с трудностями, важно определить наиболее простой и доступный способ. Всего выделяют 4 типа:
- газовая сварка или оксиацетиленовая;
- дуговая;
- полуавтоматическая MIG/MAG;
- аргонодуговая или TIG.
Способ 1. Кислородно-ацетиленовая сварка подразумевает использование двух баллонов газа. Чаще всего это ацетилен, смешанный с кислородом. Вместо ацетилена иногда используют пропан. Особенность этого способа заключается в том, что в любом случае вы должны топливный газ смешать с кислородом. Это важно для плавления металла.
Пламя используется для нагрева металла до образования расплавленной сварочной ванны. В этот момент вы перемещаете ванну, управляя горелкой, одновременно погружая присадочный стержень. При погружении металлического стержня в сварочную ванну образовывается шов.
Использование кислородного топлива – эффективный и универсальный метод в производстве, поскольку он подходит для работы с алюминием, сталью, нержавеющими материалами.
При использовании установки с кислородным топливом важно носить защитные очки. Если вы режете или свариваете металл, будут образовываться искры, а части металла могут отлетать. Меры безопасности важны во избежание попадания в глаза металлических частиц.
Из недостатков метода можно выделить медленный процесс. Его эффективность оправдывает усилия, но в некоторых случаях это неуместно или невозможно. Если у вас есть свободное время для обучения, стоит попробовать.
Способ 2. Дуговая сварка с использованием электродов.
Суть способа заключается в креплении электрода, который пропускает электрический ток и приводит к замыканию на основании. Методом дуговой сварки можно порезать и сварить любой металл. Для сварки понадобятся электроды. Их подбирают по типу материала, с которым предстоит работать. Воспользуйтесь специальными таблицами с обозначением соответствия электродов и материалов.
Дуговая сварка известна своей способностью глубоко проникать в металл. Таким образом, метод часто используется при сварке на котлах и других поверхностях, где необходимо максимально глубокое проникновение сварочного шва. Стержневые электроды, используемые в дуговой сварке, фактически сгорают по длине при сварке. В этом случае они считаются расходными, поскольку становятся частью образовавшегося шва.
Если вы видите, что электрод практически сгорел, заменить его на новый рискованно. Иногда приходится начинать работу заново именно по этой причине. Электроды обрабатывают флюсовым покрытием. Это нужно для увеличения эксплуатационного срока стержня. Правильный сварной шов, который не поддается внешним факторам воздействия, обязательно должен быть флюсовым. В противном случае азот и кислород могут стать причиной загрязнения или образования лазеек.
Способ 3. MIG-сварка — это полуавтоматический метод варки металла. В отличие от предшествующих, он считается упрощенным. Его особенность в том, что электрод подается на проволоку. В этой технологии предусмотрена автоматическая выдача проволоки. Поскольку запасы ее большие, не придется беспокоиться за расход материала. Также удается избежать его замены, если речь идет о домашнем использовании, а не производственных процессах.
MIG-сварка бывает двух типов – с помощью проволоки с флюсовой сердцевиной или сплошной проволокой. Если речь идет о флюсовом сердечнике, он располагается внутри проволоки и выполняет защитную функцию. При использовании сплошной проволоки нужно обеспечить защитный газ. Чаще всего это комбинация углекислого газа и аргона. Защитный газ, как и флюс, предотвращает окисление.
Даже новичку удастся сварить практически любой металл с помощью аппарата MIG. Алюминиевая сварка требует использования алюминиевого золотника. Эта технология подходит для создания гладких швов. Главное требование – правильно настроить сварочный аппарат. После этого запускаете оборудование и начинаете варить детали.
Если вы хотите изучить технологию сварки MIG, обязательно освойте типы сварочных соединений, разные положения сварки. Перед началом работы вам важно знать специфику разных вариаций соединений. По мнению экспертов, это самый простой способ научиться варить металл.
Способ 3. Аргонодуговая или TIG сварка. Это достаточно сложный метод, и не самый лучший вариант для обучения в домашних условиях. Однако он остается популярным, поэтому мы остановимся более детально на нем.
Аргонодуговой метод преимущественно используется в промышленных целях, где особое внимание уделяют точности и качеству сварочных швов. Если вы встречаете идеальный шов, без «волн» и дефектов, вероятнее всего, он выполнен по этой технологии.
Профессиональные сварщики часто TIG сравнивают со сваркой оксиацетиленом из-за того, что в обоих случаях есть нагревательная горелка и погружной стержень. Главное отличие в том, что с TIG вы нагреваете металл с помощью электрической дуги, одновременно погружая стержень. Аргонодуговая сварка не предусматривает короткого замыкания, поскольку из-за этого не получалось бы создавать столь точные швы. Простыми словами, в процессе электросварки не образовываются искры. При TIG-сварке обязательно используют защитный газ. Расплавленная сварочная ванна всегда должна быть защищена.
Сварка металла электродами: какие дефекты встречаются на швах
Несмотря на то, что мы разобрали «подводные камни» методов сварочных работ, не всегда удается избежать ошибок. Особенно, если раньше вы не сталкивались со сваркой, впервые узнали о существующих технологиях, электродах. Из-за сложности технологического процесса могут быть дефекты при создании соединяющих швов. Выделяют несколько разновидностей:
- кратеры. На швах видны волновые переходы, углубления. Они появляются чаще всего из-за обрыва дуги, но могут быть и другие причины деформации;
- поры. Металл на месте сварочного шва становится пористым по разным причинам. Это происходит в том случае, если вы не придерживаетесь медленного соприкосновения электрода или нетщательно зачистили поверхность на месте будущего шва;
- подрезы. Визуально они просматриваются с обеих сторон шва. Это происходит из-за смещения электродов в процессе варки металла. Также дефект прослеживается из-за высокого тока.
- шлаковые образования. Причина – слабый сварочный ток. Также вкрапления могут появиться из-за загрязнения.
Это наиболее частые проблемы, с которыми сталкиваются новички. Существуют и другие деформации.
Обзор ошибок при работе со сварочным аппаратом
Чтобы не разочароваться в результате работы, давайте ознакомимся с наиболее частыми ошибками, которые допускают сварщики:
- неправильный размер дуги. Если вы выбрали слишком короткую дугу, это обернется неровностями валика. В швах будет присутствовать большое количество шлака. Если же вы переборщили с длиной дуги, в процессе сварки ожидайте сильное разбрызгивание металла;
- неправильно подобрана скорость оборотов. Большое количество оборотов сулит наличие большого количества шлаков. Если же скорость маленькая, шов будет некрасивым из-за увеличенной толщины;
- сбои в настройках сварочного аппарата. Ориентируются на тип материала и используемый электрод;
- плохая зачистка поверхности. Если на месте сварки остались частицы краски, масла или жира, шов будет с «пробелами»;
- неправильно выбран уровень наклона электрода.
Также этот перечень можно дополнить неисправностью сварочного аппарата. Бывают проблемы и из-за плохо подготовленной рабочей поверхности.
Положение и движение электрода: ключевые правила
При работе с электродами важно соблюдать угол наклона. Он может быть 30 и 60 градусов. Этот показатель может меняться из-за особенностей создания сварного шва. Учитывается и сила тока. Когда речь идет о наклоне на 30 градусов, это положение называют «углом назад». Сварная ванна движется прямо за электродом. Этот способ применяют для серьезных углублений. Не стоит забывать, что в методе «угол назад» важно правильно рассчитать скорость движения электрода. Основное условие – шлак накрывает раскаленный металл.
«Углом вперед» — это изменение положения электрода. Поставьте держатель и дугу на 60 градусов, когда нужен минимальный прогрев.
Чтобы понять, как правильно варить изделие электродом, нужно все время контролировать сварную ванну. Зафиксируйте расположение электрода на расстоянии 3-4 мм над уровнем основания. При его движении соблюдайте эту дистанцию. Это самая трудная задача, которая стоит перед сварщиком. В реальности это приходит с опытом, и в дальнейшем не придется слишком зацикливаться на этом.
Вам придется контролировать сразу несколько важных моментов:
- соблюдать угол наклона электрода по одной их вышеописанных технологий;
- когда электрод сгорает, опускайте его ниже без нарушения границы 2 мм от металла;
- скорость движения электрода для поддержания нужного состояния сварной ванны;
- направление сварного шва.
Если вы намерены освоить сварочный процесс, экспериментируйте на металлических пластинах. Лучше выберите толстый кусок металла. Тогда у вас будут получаться валики, на которых намного проще отследить сопутствующие дефекты, и не допускать их в дальнейшем. Азы сварочного дела вы сможете освоить с их помощью. На начальном этапе важно научиться придерживаться указанного расстояния от электрода до металла. При этом важно контролировать базовые моменты, которые мы с вами обсудили.
Лайфхак для новичков: берем металлическую деталь и обозначаем на ней полосу, по которой будет проходить шов. Затем нужно успешно разжечь дугу и плавными движениями попробовать начать варить. Не упускайте с вида ванну. Запаситесь не только терпением, но и электродами. После нескольких неудачных попыток у вас обязательно получиться сделать ровный шов. Как только вам удастся на практике отработать технологию дуговой сварки, можно будет переходить к соединению деталей.
Любой желающий при наличии сварочного аппарата может научиться с ним работать. Если придерживаться простых правил, не бояться практиковать с электродами, подойти к вопросу серьезно и с максимальной аккуратностью, результат превзойдет ваши ожидания.
Как правильно варить сварочным аппаратом?
Вопрос новичков в сварочном деле: «Как правильно варить электросваркой?», является одним из самых популярных. В ответ на него можно посоветовать – сначала научиться, как нужно держать электрод и грамотно продвигать сварочную ванну. Но опытные сварщики скажут, что этого недостаточно.
Нужно ещё знать, как поведёт себя свариваемый металл. Особенностью сварного шва является то, что он «стягивает» соединяемые детали и это может перекосить заготовки. Незнание подобной тонкости приводит в итоге к получению сильно искажённого изделия.
Что касается электрода, то его при сварочных работах наклоняют к себе под углом 30-60 градусов. Точный угол зависит от нужного шва и сварного тока. Глубокий прогрев металла получается при положении «углом назад». При таком варианте ванна и расплавленный шлак продвигаются за кончиком электрода. Важно применить его наклон и скорость так, чтобы шлак поспевал прикрывать расплав.
Если металлу не требуется сильный разогрев, то, для получения небольшой глубины прогрева выполняют изменение угла наклона на противоположный, и «тянут» шов и ванну.
Профессионализм сварщика проявляется в умении удерживать равномерно электрод – в двух-трёх миллиметрах от обрабатываемой поверхности, опуская ниже по мере расплавления. Одновременно необходим контроль размера и состояния ванны, замедляя или ускоряя движение электродом.
Технику данных движений лучше отработать на толстом металле. В самом начале будут получаться не швы, а валики. Но такие упражнения помогут освоить простые навыки, как контроль расстояния от конца электрода до поверхности детали, движение по прочерченной линии и т.д.
Когда сварной валик станет получаться равномерным, с одинаковой шириной и высотой по всей длине, можно переходить на соединение двух деталей.
Здесь первым шагом по технологии сварки является предварительное соединение деталей прихватками – это короткие швы, прокладываемые поперёк в 8-25 см друг от друга. Они не только скрепляют заготовки, но и показывают форму будущего изделия.
Чтобы понять, как варить сварочным аппаратом, необходимо чётко представить алгоритм сварного процесса:
- сначала на свариваемую деталь устанавливается зажим заземления;
- потом с учётом типа и диаметра электрода подбирается соответствующий сварной ток;
- и только после указанных подготовительных операций приступают непосредственно к сварке.
Кратковременное касание к металлической детали – и возникает дуга, которую сложно удержать: при слишком большом или маленьком зазоре между электродом и поверхности свариваемой заготовки она вмиг гаснет. Нужно также попрактиковаться.
Для сварки на инверторе необходимо правильно подобрать электрод по марке, установить силу тока. Данные параметры непостоянные, для каждого металла разной толщины они подбираются отдельно.
Далее электрод нужно поставить в спецдержак, клемму массы накинуть на поверхность свариваемой детали и разжечь дугу известным «чирканьем» или прикасанием. На стыке деталей начинается движение электрода, который расплавляет металл.
Вести электрод быстро нельзя. Потому что наплавление получится неравномерным, и это отрицательно скажется на качестве шва или погаснет дуга. Новый розжиг приводит к избыточному наплавлению или сквозному прожигу детали.
Окалину и излишки наплавленного металла необходимо сразу удалять с поверхности деталей с помощью молотка или иного инструмента.
Если шов необязательно делать сплошным, следует поднять электрод выше – и произойдёт разрыв дуги. Её разжигают по-новому на месте продолжения сварки.
Начальный страх и незнание как пользоваться сварочным аппаратом — обычное состояние для новичка. Поэтому, прежде чем приступать непосредственно к сварке, нужно изучить некоторые требования техники безопасности и правила пользования сварочным оборудованием.
Использование аппарата в сварке требует определённой подготовки. В частности, с места предполагаемой работы убирают все вещи и предметы, которые подвержены лёгкому воспламенению. Также необходимо поступить со всеми горючими материалами и ёмкостями.
Если работы проводятся в помещение, то обязательно вентиляция. Хорошее проветривание важно как для сварщика, так и для аппарата. Также нужно позаботиться о средствах пожаротушения.
После выполнения данных условий и облачения в спецодежду аппарат заземляют, включают, выбирают параметр тока и приступают к сварке.
Как класть сварочный шов вы можете посмотреть на этом изображении:
Инструкций о том, как научиться варить сваркой, предостаточно. Если такое умение требуется лишь для работы с новой калиткой, то необязательно этому обучаться на курсах или профтехучилищах. Однако теоретическая часть подготовки важна даже при самостоятельной учёбе.
Главным инструментом сварки является аппарат. Существуют агрегаты, которые работают и на переменном, и на постоянном токе. Современное инверторное оборудование, например, инверторы, позволяют выбирать полярность. Инверторные сварочные аппараты считаются самыми подходящими для обучения новичков. Потому так важно различать прямую полярность от обратной. В первом случае «плюсовой» кабель подсоединяется на клемму «земля», а «минусовой» на электрод. А при обратной полярности, наоборот, на «земле» будет «минус», а на электроде – «плюс».
Правильно сварить металл возможно только при точно заданной силе тока. Сильный ток – мощная дуга и глубокая сварочная ванна. Однако превышение оптимального параметра приведёт к выгоранию металла и плохому по качеству сварному шву.
При установке силы тока учитывается даже месторасположение объекта. Для заготовок, расположенных горизонтально, значение будет максимальным, вертикально – на 15% меньше, на потолке – на 20 с лишним процентов.
При сварке на выпрямителе или инверторе на качество сварного шва влияет не только сила сварного тока, но и полярность. При прямом подключении хорошо прогреваются заготовки. Но для работы с тонкими материалами подойдёт метод с обратной полярностью. Также его используют при сварке легированных металлов.
Как правильно варить сварочным аппаратом
В данной статье рассмотрим 4 основных части:
- Как пользоваться сварочным аппаратом (основные принципы).
- Как правильно варить сварочным трансформатором ручной дуговой сварки штучными электродами (MMA).
- Как правильно варить сварочным инвертором.
- Как правильно варить сварочным аппаратом- полуавтоматом.
Как пользоваться сварочным аппаратом (основные принципы)
Перед началом работы убедитесь что:
• Вы прочитали и поняли все требования по безопасности, изложенные в настоящем руководстве.
• Все легковоспламеняемые материалы и емкости убраны с места сварочных работ.
• Место работы хорошо проветривается, особенно с передней и задней сторон аппарата.
• Соответствующие средства пожаротушения находятся в доступном месте.
Как правильно варить сварочным аппаратом ручной дуговой сварки штучными электродами (MMA)
Сварочные работы по металлу являются чрезвычайно распространенными в настоящее время. Однако, для того чтобы правильно их выполнять, необходимы соответствующие навыки. И необходимость получения данного опыта является очень актуальной, поскольку от того, насколько качественно выполняются сварочные работы, зависит долговечность и надежность соединения отдельных частей различных предметов из металла, в том числе и кованых элементов.
В настоящее время, для того чтобы узнать, как правильно варить сварочным аппаратом, можно воспользоваться специальной литературой. Кроме того, существуют курсы для обучения сварочным работам. При освоении правил того, как осуществлять сварочные работы самостоятельно, необходимо достаточно четко представлять алгоритм их выполнения и технику безопасности.
Много практических статей по вопросам “как варить”, “как приварить” то или иное, смотрите в рубрике “Как варить”
Прежде всего, очевидно, необходимо начинать с изучения правил техники безопасности. Она начинается с того, что нужно знать, как выбирается специальная одежда и защитные приспособления для сварочных работ. Самым главным предметом, конечно, является защитная маска, либо сварочный щиток. Маска должна быть максимально надежной и защищать от излучения электрической дуги сетчатку глаз. Также потребуется защитная куртка и брюки для того, чтобы защитить одежду от повреждений искрами, которые образуются во время сварочных работ.
Далее необходимо переходить к изучению непосредственно самого алгоритма выполнения сварочных работ. Вначале необходимо установить зажим заземления на свариваемой детали.
Затем выбирается режим электрического тока в соответствии с типом электрода и его диаметром.
Далее можно будет попробовать сам процесс. Вначале нужно провести электродом по металлической заготовке. Касание должно быть кратковременным, и если все нормально с электрической цепью, привести к вспышке искр. А далее нужно поднести электрод к детали, сделать ту же процедуру и отдалить его на расстояние 3-5 мм. Этого достаточно, чтобы электрическая дуга возникла между электродом и свариваемой деталью. Самое сложное, это удерживать электрическую дугу и не давать ей погаснуть, допустив слишком большой или маленький зазор между свариваемой поверхностью и электродом. При этом нужно сваривать между собой металл детали и электрода в одно целое в виде аккуратного сварного шва. Практиковаться можно на каких-либо ненужных металлических изделиях. И только, когда будет получаться, можно переходить к свариванию настоящих деталей.
Небольшое видео, где дилетант-самоучка делится опытом с новичками:
И еще один ролик о том, с чего начинать учиться варить.
Также может быть полезным просмотреть следующие материалы:
Как правильно варить сварочным инвертором
Для просмотра этой темы перейдите, пожалуйста, сюда.
Как правильно варить сварочным аппаратом- полуавтоматом
- 1. Подсоедините заземленную клемму к свариваемому металлу.
- 2. Установите мощность и скорость подачи проволоки используя регуляторы режимов, в соответствии с типом и толщиной металла и проволоки.
- 3. Подключите аппарат и включите его.
- 4. Отрежьте лишнюю проволоку, оставив З мм от конца держака.
- 5. Держите защитную маску перед глазами.
- 6. Нажмите триггер и когда появится дуга, медленно двигайте держак в нужном направлении.
- 7. Если дуга производит шум и оставляет сгустки на конце проволоки – скорость подачи проволоки недостаточна и должна быть увеличена. Если дуга производит прерывающийся шум и создается впечатление, что проволока опережает скорость сварки и происходит разбрызгивание капель металла, значит скорость подачи проволоки слишком велика. Когда скорость установлена корректно звук дуги становится ровным, устойчивым с потрескиваниями. Если место сварки пористое, значит недостаточный поток газа, необходимо увеличить.
- 8. Проверьте установленную мощность аппарата по таблице, расположенной на корпусе.
Аппарат может быть настроен на разный выходной ток мощности(выражаемый в %).
Процентное выражение представлено в 10-минутном сварочном цикле, например, 60% означает сварочное время 6 минут, время покоя 4 минуты.
Если аппарат используется с превышением сварочного цикла, то температура составных частей повышается, наступает перегрев. В этом случае встроенная термозащита отключает аппарат. Если это произошло, дайте аппарату остыть. Термозащита отключится автоматически после короткого периода остывания, и тогда можно продолжать работу.
Более подробно про сварку полуавтоматом >>>
Смотрите также:
как подключить сварочный аппарат;
как приварить нержавку к стали;
как варить тонкий металл к толстому;
приваривание гаражных петель;
как варить (распространенные вопросы);
сварочные швы.
Как варить металл электросваркой, как правильно сваривать (тонкий и другие)
Общие сведения и процесс
Для того чтобы разобраться как правильно сварить металл электросваркой, надо понять, что речь идет о сварке, а не о металлургическом процессе выплавки и для чего необходимы такие знания. Освоить сварочное производство с нынешним количеством обучающих материалов можно и в домашних условиях, но и только для собственных бытовых нужд. Если речь идет об оказании услуг, то это влечет за собой определенную ответственность за качество работ и потому знания и опыт лучше получать в специализированных учебных заведениях.
Сварка предметов, находящихся в твердом состоянии, путем нагрева и расплавления с применением эклектической энергии называется электросваркой.
Процесс происходит под непосредственным воздействием электрической дуги, температура которой превосходит температуру плавления любого из известных металлов и их сплавов и составляет 70000С.
Сваривание нержавейки электросваркой требует специальных электродовДуга образуется от подачи электрической энергии постоянного или переменного напряжения от сварочного трансформатора к электроду и свариваемому предмету. Под воздействием возникающей высокой температуры металлы плавятся и образуют сварочную ванну, в которой перемешиваются, а входящие в них примеси в виде шлаков всплывают на поверхность и создают защитную пленку. Металлы остывают, затвердевают и образуют сварное соединение или шов. Застывший шлак убирают. Для сварки применяют плавящиеся и неплавящиеся электроды, а также присадочные проволоки и защитные газы и смеси.
По степени механизации сварку разделяют на:
Электрическая дуга может оставить ожоги на теле и глазах- ручную;
- полуавтоматическую;
- автоматическую.
Электрическая дуга может образовываться при помощи постоянного тока прямой полярности, когда отрицательный полюс подводиться на электрод, и обратной полярности – на электроде положительный полюс. Также она может создаваться переменным током. Дуга может образовываться не только между изделием и электродом, но и между электродами. Такая дуга называется косвенного действия или независимая. Дуга при сварке может быть открытой для наблюдения, закрытой и полуоткрытой. Это различие особенно важно учитывать при соблюдении правил техники безопасности и защите органов зрения специальными светофильтрами от ожогов ультрафиолетовым излучением.
Уделять внимание защите от окружающего воздуха надо и зоне сварки. Защитой может быть шлак, выделяющийся при плавлении, газ и флюс.
Флюс – это специальное вещество или смесь из различных материалов, которым защищают от атмосферного воздействия, для стабилизации горения дуги и придаче сварочному шву дополнительных свойств. Как правило, эту смесь наносят на электрод.
Технология и обучение
Спецодежда для сварщиковПроцесс варки металла как электросваркой, так и другими способами, начинается с подбора рабочей одежды и оборудования. Для электросварки необходимы:
- маска или очки для защиты глаз со специальным светофильтром;
- перчатки, предпочтительнее из замши;
- одежда с длинными рукавами;
- закрытая обувь.
Из оборудования:
- сварочный аппарат;
- трансформатор для преобразования переменного тока в постоянный;
- электроды в комплекте;
- молоток и другой инструмент для сбивания шлака и зачистки шва.
Научиться и правильно сваривать металл электросваркой как раз зависит от подбора оборудования, и, в первую очередь, электродов. От их покрытия или обмазки зависит качество сваривания. Под воздействием температуры, обмазка превращается в газовую зону над ванной расплавленных металлов основания и электрода, которая предотвращает воздействие воздуха на процесс их сплавления.
Опыт сварочных работ лучше получать под руководством профессионального наставника, потому что часто выбор оборудования, режима его работы, расходных материалов, размещение соединяемых элементов, скорость перемещения дуги и так далее происходит эмпирическим, то есть пробным путем. С опытом придут навыки, равномерность движения, качество кромки и шва.
Особенности работы с тонким металлом
Сварка тонкого металла требует опыта работыМеталл толщиной до 3 мм. или тонкий очень часто применяется для производства изделий, используемых в повседневной жизни. Потому их ремонт, в том числе и сварка, — вопрос, который часто возникает и, по общему мнению, не требует обращения к специалистам, а может быть выполнен в «домашних» условиях. Однако это не так просто, как кажется на первый взгляд.
Если нужно сварить электросваркой тонкий металл, то к выбору оборудования, его мощности, вида электрода и сварного шва требуется подход со знанием дела и опытом.
Особенностей его сварки несколько. Основная, что совершенно очевидно, его толщина. При любом неосторожном движении и в изделии может появиться новое и совершенно ненужное прожженное отверстие. С другой стороны, излишняя «деликатность» не создаст необходимого сварного шва и соединение распадется.
Лист нержавеющей стали толщиной до 3 ммДля работы с тонким металлом применяют «малые» токи, потому электрод необходимо держать максимально близко к изделию, иначе пропадет сварная дуга и плавка прекратиться. Кроме того, для каждого металла необходимо специально подготавливать свариваемые кромки, применять разного вида и расположения сварные швы и так далее.
Перед началом работ необходимо правильно подобрать электрод. Его диаметр напрямую зависит от толщины свариваемого металла. Чем тоньше металл, тем меньше диаметр. Применяемый для сварочных работ ток должен соответствовать параметрам металла и электрода. Например, толщина листа 3 мм., диаметр электрода – 3 мм., сила тока от 140 до 180 А. Чем меньше ширина и диаметр, тем меньшей силы ток. Применение «низких» токов не дает возможность использовать электроды с любыми видами покрытия. Необходимо подбирать лишь те, которые дадут легкое возбуждение и устойчивое горение дуги, а также будут иметь замедленное плавление жидкотекучим металлом.
Сварочный аппарат полуавтоматПри наличии знаний, компенсировать недостаточный опыт или его отсутствие, можно с помощью используемого оборудования. Полуавтоматическим сварочным аппаратом работать гораздо легче и продуктивнее, чем ручным. Прежде всего, это сказывается на качестве сварного шва. Его можно накладывать несколькими способами, от чего он получается сплошной, точечный или внахлест. Для сплошного шва необходимо правильно выбрать силу тока. Начать рекомендуется с 40 – 60 А. Затем подобрать скорость ведения сварки. Если она будет слишком быстрой, то шов не провариться и не будет соединения, а если медленно, то возможно возникновение прожигов и дырок.
- Например, для сварки листа толщиной 0,5 мм применяются электроды диаметром 1 мм и ток силой 10-20 А.
- Металл в 1,2 мм сваривается электродом 1,6 – 2 мм при токе 30-35 А.
- Для толщины в 2 мм нужны электроды в 2,5 мм и ток до 65 А.
- Для швов внахлест силу тока рекомендуется увеличить на 15%, а для сплошных при тавровом соединении на 20%.
Покрытие может существенно отличаться по составу входящих в него элементов. Основу его, как правило, составляет титановый концентрат. В остальном составы существенно отличаются. В них может быть:
- марганец;
- калиевая селитра;
- полевой шпат;
- декстрин и т. д.
Накладывать шов можно в направлении удобном для работника либо исходя из расположения свариваемых поверхностей.
Полуавтоматической сваркой гораздо легче работать с тонкими металламиОднако практика показала, что сварка в направлении «сверху вниз» дает максимально лучший результат.
Сварочные работы проводят с помощью плавящихся и не плавящихся – графитовых электродов. Соединение при помощи графитовых производится методом оплавления кромок деталей либо с использованием присадочной проволоки.
Проведение сварочных работ зависит от влияния многочисленных факторов и обстоятельств. Каждый конкретный случай требует своего подхода, метода, оборудования и расходных материалов. Подбор всего необходимого производится экспериментальным путем. С опытом время на проведения пробных соединений, подбор оборудования и материалов уменьшится, а качество и равномерность шва – улучшится.
Нержавеющая сталь
Легированная сталь требует специальных электродов для дуговой сваркиСвои особенности есть и при сварке легированных видов стали. Если в ее состав входит от 12 до 20% хрома, то такую сталь называют нержавеющей. Наряду с хромом в состав этой стали входят другие вещества, которые формируют ее специфические физико-химические свойства. Именно от них зависит ее способность к свариванию и способ, которым можно соединить элементы, из нее изготовленные.
Сварка аргоном один из лучших способов соединить нержавеющую стальУ «нержавейки» теплопроводность снижена в 1,5 – 2 раза. Отчего она легче плавится, а значит, при сварке необходимо использовать токи меньшей силы. С этой же целью, чтобы электроды с хромоникелевыми стержнями не перегревались, их изготавливают длинной не более 350 см. Эта сталь, в силу высокого коэффициента линейного расширения, может трескаться после сварки при остывании, если при соединении краев не будет выдержан достаточный зазор. Надо иметь в виду, что после термической обработки хромсодержащие стали могут терять свое антикоррозионное свойство. Для того чтобы такого «неприятного» эффекта избежать, место нагрева необходимо быстро охладить.
Электросваркой «нержавейку» сварить можно несколькими способами. Существует три способа:
- покрытыми электродами;
- в газово-аргонной среде;
- с использованием нержавеющей проволоки.
В любом случае перед проведением сварочных работ, кромки поверхностей, планируемых к соединению, необходимо обработать: зачистить и промыть растворителем.
Способ сварки выбирают в зависимости от толщины металла, требований к качеству шва и имеющегося в наличии оборудования, а также с обязательным учетом особенностей легированных сталей.
Сварка нержавеющих сталей и «черного» металла возможна при условии применения специальной присадочной проволоки и электродов.
Видео: Сварка нержавеющей стали
Как начать сварку
1. Выберите свой метод
Не существует единого процесса сварки, подходящего для всех областей применения, поэтому вам необходимо учитывать следующие факторы: тип и толщина металла, который вы свариваете, насколько велика работа, выполняете ли вы сварка в помещении или на открытом воздухе, внешний вид сварных швов и ваш бюджет.
На сегодняшний день наиболее широко используемой формой сварки является электродуговая сварка, при которой электрическая дуга плавит электрод (например, сварочную проволоку) и частично плавит основной металл.Когда расплавленный металл остывает, детали соединяются. Существуют разные виды дуговой сварки, но мы сосредоточимся на MIG (металлический инертный газ). Сварка с подачей проволоки — самый простой в освоении вид, особенно если вы учитесь сами.
Металлический инертный газ (MIG)
Использует сварочный пистолет, который непрерывно подает проволоку с катушки, когда оператор нажимает на спусковой крючок. Сварочный пистолет одновременно с проволокой подает защитный газ, защищающий металл от загрязнений в воздухе.MIG дает более чистые и лучше выглядящие сварные швы, чем сварка вставкой.
Дуговая сварка порошковой проволокой (FCAW)
Аналогичен MIG, за исключением того, что здесь нет отдельного защитного газа, потому что проволочный электрод имеет флюс в его сердечнике, который создает свой собственный экран при плавлении проволоки. Эта ветрозащитная установка делает FCAW хорошим методом сварки на открытом воздухе.
2. Купить оборудование
Сварщик
Сварщик — это ваши самые большие расходы, поэтому не обманывайте себя — дешевый сварщик только расстроит вас и затруднит обучение.Сварочный аппарат с механизмом подачи проволоки использует обычный бытовой ток для получения очень горячей электрической дуги высокой энергии. Внутри аппарата находится небольшая катушка сварочной проволоки (электрод) с приводом от двигателя. Проволока подается по шлангу к пусковой горелке. Когда оператор соприкасается проволокой с основным металлом, дуга плавит проволоку и частично плавит основание. При сварке MIG, пока спусковой крючок нажат, горелка продолжает подавать проволоку и газ.
Lincoln Electric Power MIG 210 (вверху) — это новая технология по отличной цене: при напряжении 120 или 230 В он позволяет амбициозному новичку выполнять сварку MIG, TIG и сваркой штучной сваркой.Стоит он 999 долларов.
Миллерматик 141 (ниже) по цене 767 долларов — хороший начальный вариант. Это сварочный аппарат с подачей проволоки на 120 В, который можно использовать для сварки тонкого алюминия и стали толщиной от 24 до 3/16 дюйма.
Совет: у вашего сварщика также есть рабочий провод. Это электрический кабель с зажимом на конце, который крепится к основному металлу и замыкает электрическую цепь, необходимую для сварки. Если грязь, ржавчина или краска мешают контакту свинца, качество сварного шва ухудшится.
Проволока сварочная
Проволока относительно недорогая. Простое практическое правило — использовать тонкую сварочную проволоку на тонком листовом материале и увеличивать диаметр проволоки по мере увеличения толщины материала. Сварщик берет проволоку как минимум двух диаметров.
Все на удивление интуитивно понятно
В руководстве по эксплуатации машины указано, что для этого нужно, и обычно инструкции находятся на откидной панели сбоку машины.Все это на удивление интуитивно понятно.
Газ
Выбор подходящего защитного газа важен, поэтому убедитесь, что вы знаете, какой тип работы вы планируете выполнять. Вы можете получить многоразовый баллон с газом у местного поставщика сварочных материалов. Пси будет варьироваться в зависимости от типа горелки, которую вы используете, и глубины сварных швов, но обычно вы будете придерживаться значений от 15 до 25. Что касается газовой смеси, домашний любитель со сварочным аппаратом с подачей проволоки может это сделать. обычно обходятся 100-процентным защитным газом CO2.Для получения более чистого сварного шва
используйте 75 процентов CO2 и 25 процентов аргона.
Сварочная тележка : Сварочные аппараты с механизмом подачи проволоки могут весить до 75 фунтов, поэтому соберите или приобретите сварочную тележку, чтобы повысить портативность.
Шиловая или твердосплавная палочка : для разметки линий реза.
Угловая шлифовальная машина : для шлифования, снятия фаски и правки сварных швов, а также для подготовки поверхности.
Зажим для скоса или магнитный квадрат : для фиксации стыков.
Отбойный молоток и проволочная щетка : для очистки от шлака и брызг.
Сварочные клещи : для обрезки сварочной проволоки и удаления брызг с сопла сварочной горелки.
Почему вам нужен шлем с автоматическим затемнением : Свет, генерируемый любым процессом дуговой сварки, невероятно яркий, и он обожжет вам глаза, если вы не наденете шлем. В течение многих лет традиционные сварочные шлемы имели постоянно затемненную шторку для обзора, но это означало, что вам приходилось поднимать маску, когда вы не выполняли сварку.Новые шлемы с автоматическим затемнением защищают от вредного излучения света, автоматически затемняя их прозрачные линзы до предварительно выбранного оттенка за миллисекунды, используя технологию ЖК-дисплея в их стекле. У каждого шлема также есть элементы управления для индивидуальной настройки.
Сварочный шлем Antra AH6-660-0000 с автоматическим затемнением на солнечной энергии, показанный выше, предлагает множество опций, от 45 до 109 долларов, в зависимости от размера линзы.
3. Подготовка сварного шва
Подготовьте металлы
Используйте проволочную щетку и ацетон для удаления масел и грязи.Если вам нужно разрезать металл, наметьте линию шилом или твердосплавной палочкой и обрежьте ее отрезной пилой по металлу, ножовкой или болгаркой с отрезным кругом.
Отшлифуйте кромки
Но только те, которые вы планируете стыковать, и используйте угловую шлифовальную машину. Это называется снятием фаски. Фаска — это скос между смежными краями двух кусков материала, обычно под углом 45 градусов. Это создает пространство для наполнителя и обеспечивает большую структурную целостность сварного шва.Особенно хорошо это сделать для стыковых швов.
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей
Разместите металлы
С помощью углового зажима или магнитного угольника закрепите соединения, чтобы металлические части оставались в одной плоскости, прежде чем начинать сварку.
Совет : вы имеете дело с искрами, огнем и расплавленным металлом, поэтому не начинайте сварку, не надев сварочную куртку или фартук, кожаные перчатки и шлем.Если вы хотите сэкономить, качественную хлопковую рабочую рубашку с длинным рукавом можно заменить курткой для сварщиков. Не забудьте свои рабочие ботинки (без кроссовок) и снимите украшения с запястий и шеи. При шлифовании надевайте защитные очки и маску, закрывающую все лицо. Также держите поблизости огнетушитель ABC.
4. Наслоение сварного шва
Положение тела и рук
Думайте о сварочных движениях как о качелях для гольфа — вам нужно как можно меньше движущихся частей, и вы хотите, чтобы движение было плавным и повторяемым.По возможности держите сварочный пистолет двумя руками или используйте запястье другой руки, чтобы направить руку, держащую сварщика (представьте себе бильярдный удар). Выключив сварщика, сделайте пробный запуск, чтобы убедиться, что вы правильно расположили. Чем устойчивее ваши руки, тем лучше сварной шов.
Прихваточная сварка
Перед запуском проверьте пистолет. Проволочный электрод должен выступать от 1/4 до 3/8 дюйма. Убедитесь, что на сопле нет брызг и кончик проволоки чистый.Затем сделайте несколько прихваточных швов, достаточных для соединения основных металлов вдоль стыка.
Последний валик
После того, как вы закрепили металлы на месте, вы можете уложить последний валик сварного шва. Держа сварочный пистолет под углом примерно 75 градусов к основанию, медленно двигайтесь слева направо (если вы правша), затрачивая одну-две секунды на укладку каждого валика и поддержание постоянной длины дуги. Не зацикливайтесь на яркой дуге. Посмотрите на край сварочной ванны, и когда вы дойдете до конца сварного шва, оттяните электрод от металла и дайте ему остыть.
5. Шлифовка сварного шва
Если вам все равно, как выглядит ваш сварной шов, или если он находится на куске металла, который не будет виден, когда ваш проект будет завершен, вы можете пропустить этот шаг, потому что все готово. Поздравляю, вы сделали первые сварные швы. Работайте над совершенствованием своей техники на металлоломе. Сварка во многом похожа на игру на гитаре: немного сделать это несложно, но чтобы стать профессиональным, вам нужна практика, практика, практика.
Сварные швы, шлифование заподлицо
Для получения гладкой поверхности используйте шлифовальный круг с зернистостью 36, прикрепленный к угловой шлифовальной машине, чтобы шлифовать вдоль пути сварки, а не поперек, для однородности. Иди медленно. Если вы шлифуете сварной шов, вам придется начинать заново. При шлифовании должны быть видны только оранжевые искры. Синий означает, что вы слишком сильно нажимаете. Когда вы закончите, возьмите циркониевый лепестковый диск для точной формовки и отделки.
Благодаря Майклу Дэниелу из Michael Daniel Metal Design , Нико Хуаресу из Juarez Custom и Стивену Сомплу из Empire Metal Finishing . Эта история опубликована в июньском номере журнала Popular Mechanics за 2015 год.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти больше информации об этом и подобном контенте на пианино.io
Основы электросварки
Дуговая сварка — это процесс соединения двух металлических частей друг с другом с использованием электрической энергии. Дуговая сварка создает электрическую дугу, которая плавит основной металл и, как правило, присадочную проволоку. Последующая ванна расплавленного металла затем затвердевает и сплавляет края основного материала, чтобы соединить металл вместе. Чтобы это стало возможным, электричество передается от источника питания через электрод.Электрический ток преобразуется в тепло из-за сопротивления потоку электронов через воздушный зазор. Эта интенсивная электрическая энергия создает дугу.
Виды сварки
Существует четыре основных типа процессов дуговой сварки, которые можно использовать для соединения металла. В их числе:
Ручная дуговая сварка металла (также известная как дуговая сварка защищенного металла или сварка палкой)
При дуговой сварке защищенным металлическим электродом сварочный аппарат использует электрод (стержень) с флюсовым покрытием для образования электрической дуги между основным материалом и стержнем.В дуге поток разрушается, образуя защитный газ. Этот процесс обычно используется в полевых условиях. Он не требует баллона с защитным газом, является портативным и имеет очень мало движущихся частей. Обратной стороной является то, что он медленный и неэффективный. Требуется источник питания постоянного тока (падающая характеристика). Он может использовать переменный или постоянный ток.
Газовая дуговая сварка металла (также известная как металлический инертный газ (MIG) или металлический активный газ (MAG))
В этом процессе сварки используется непрерывная катушка сплошной присадочной проволоки / электрода и внешний защитный газ.Этот GMAW требует постоянной мощности сварки от источника постоянного тока. Этот тип сварки является наиболее распространенным в промышленности для использования в мастерских, поскольку он более эффективен, чем сварка штучной сваркой. У него больше движущихся частей, поэтому для его правильной работы требуются некоторые знания об оборудовании и о том, как его настроить.
При сваркеMIG используется постоянный ток с источником постоянного напряжения. Таким образом, независимо от вылета (расстояние от конца контактного наконечника до конца проволоки) длина дуги остается неизменной.
Дуговая сварка порошковой проволокой
Есть два варианта FCAW. Газовая защита (внешний экран) и самозащита (внутренний экран). Оборудование в основном такое же, как и для сварки MIG, но с небольшими изменениями. Самая большая разница — это конструкция электрода. GMAW использует сплошную проволоку, FCAW, как следует из названия, использует трубчатую проволоку с флюсом внутри. Вам нужно использовать ролики с накаткой, чтобы проволока не переминалась.
Обычно он имеет более высокую скорость наплавки, чем GMAW, при данной силе тока и размере провода, так как имеет более высокую плотность тока.Эта концепция будет объяснена в следующем блоге.
Газовая дуговая сварка вольфрамом
Газовая вольфрамовая дуга похожа на современного кислородного сварщика. Вместо пламени он использует дугу для создания тепла, необходимого для плавления материалов. Как следует из названия, в этом методе для передачи тока используется легированный вольфрамовый электрод, а также может быть добавлен внешний наполнитель. Дуга защищена инертным газом для защиты электрода и сварного шва от атмосферы. Поскольку газовая вольфрамовая дуга требует двух рук и обычно используется для более сложной работы, поскольку требует большего мастерства.
Источники энергии для электросварки
Для дуговой сварки может использоваться питание от источников переменного (переменного тока) или постоянного (постоянного тока). Цикл питания переменного тока включает как положительный, так и отрицательный полупериод. В течение полупериода ток движется в одном направлении и мгновенно останавливается на нуле. Затем он меняет направление и повторяет полупериод в обратном направлении. Это называется синусоидальной волной. Герц — это количество циклов в секунду. В Австралии наш переменный ток составляет 50 Гц, в США — 60 Гц.Переменный ток редко используется в современной промышленности, поскольку его цикличность связана с более высоким уровнем опасности поражения электрическим током. Исключением является GTAW, некоторая дуговая сварка под флюсом и ситуации, когда дуговая дуга является проблемой.
Электропитание постоянного тока движется в одном направлении и имеет либо отрицательно, либо положительно заряженный полюс. Две трети тепла всегда на положительной стороне. Поэтому обычно для GMAW / FCAW вы используете DC +, а GTAW вы используете DC-, чтобы не расплавить электрод.Если вы подключите электрод к отрицательно заряженной клемме постоянного тока, на положительной клемме будет выделяться тепло, и наоборот.
Общие термины
Длина дуги
Длина дуги — это расстояние от конца электрода до поверхности основного материала, на это расстояние влияет напряжение дуги.
Текущий (проточный)
Ток — это количество электронов, проходящих мимо заданной точки в сварочной цепи.Это измеряется в амперах. Теплота дуги изменяется за счет увеличения тока.
Напряжение (давление)
Напряжение — давление (VIP) — величина электрического давления в дуге.
Напряжение замкнутой и открытой цепи
Когда электрическая цепь замкнута, ток течет и вы выполняете сварку, это называется замкнутой цепью или напряжением дуги. Однако, если цепь не замкнута, значит, вы не выполняете сварку, цепь называется разомкнутой.Напряжение холостого хода (OCV) — это напряжение, измеренное на выходных клеммах, когда аппарат включен, но сварка не выполняется.
Вы заметите, что OCV всегда выше, чем у замкнутой цепи. Напряжение — это потенциальная энергия. Поэтому для зажигания дуги требуется более высокое напряжение. В Австралии безопасные уровни составляют 80 В для источников переменного тока и 115 В для источников постоянного тока без устройств понижения напряжения. Это заставляет некоторых людей думать, что более низкое напряжение переменного тока безопаснее, но, как упоминалось ранее, циклический характер имеет более высокий уровень опасности поражения электрическим током.
Изменение силы тока
MMAW — в зависимости от машины это может быть трансформатор, в котором вы вращаете ручку, или современный инверт, в котором используется небольшая ручка.
GMAW — изменяя скорость подачи проволоки, вы увеличиваете ток. При использовании GMAW ампер и вольт должны быть в правильном соотношении.
Если сила тока слишком высока, чрезмерное проплавление, подрез и пористость из-за перегрева электрода. Если сила тока слишком мала, дуга становится нестабильной, повышается риск отсутствия плавления / проплавления и включений.
Изменение напряжения
При использовании источников питания постоянного тока (MMAW и GTAW) единственный способ изменить напряжение — это обычно увеличивать и уменьшать длину дуги. Некоторые машины имеют настройку силы дуги, которая незначительно эффективно изменяет напряжение дуги. Не на всех машинах это есть.
В машинах с постоянным напряжением (GMAW / FCAW) у вас есть переключатели или ручки, которые позволяют изменять напряжение. Поэтому, если вы хотите изменить длину дуги, вам нужно изменить напряжение дуги с помощью аппарата, поэтому его называют аппаратом постоянного напряжения.
Arc Blow
Существует два типа дуги: тепловой и электрический. В контексте этого блога мы сосредоточимся на дутье электрической дугой.
При постоянном токе, особенно при высоких значениях силы тока, может наблюдаться отклонение дуги из-за дисбаланса / искажения магнитного поля. Во время сварки вы можете видеть отклонение дуги, поэтому вы меньше контролируете сварочную ванну.
Выдувание дуги обычно вызывается двумя причинами
- В конце сварного шва или пластины магнитное поле искажается (неконцентрическое) вокруг дуги.
- Остаточный магнетизм в свариваемом, закалочном и отпускаемом изделии. Материалы имеют высокую магнитную проницаемость и, следовательно, сохраняют магнетизм.
Поговорите с Technoweld
Обратитесь к нам за обучением, осмотром, консультациями и надзором за сварочными процедурами. Мы также можем исследовать и документировать сварочные процедуры для ваших конкретных сварочных процессов, а также запускать эти процедуры.
Обучение сварке: 19 шагов (с иллюстрациями)
Друг выразил интерес к обучению сварке.Я пишу это, чтобы познакомить таких людей, как она, со сваркой. Это также место для каталогизации некоторых очень полезных вещей, на которые мне потребовалось довольно много времени и чтения, чтобы выучить их.
Я свариваю низкоуглеродистую сталь дома, чтобы делать вещи, которые мне нужны, и ремонтировать вещи, которые мне нужны. Я не свариваю алюминий или нержавеющую сталь. Я очень мало работаю со своим сварщиком. Я в основном самоучка. Я знаю «Обучающее пособие» Тима Андерсона: «Дешевая сварка панков». Он включил некоторую информацию, которую я не буду раскрывать.Думаю, у меня есть некоторая информация, которую он не раскрыл.
Если термины в следующем абзаце для вас новы, см. Следующий за ним абзац «Определения». Здесь определены слова, выделенные курсивом.
По большей части я работаю с электрическими аппаратами для ручной сварки . Они стоят меньше, чем другие сварочные системы, но требуют больше практики и навыков, чтобы хорошо изучить их. Многие вещи, которые необходимо сделать, чтобы получить хороший сварной шов с помощью аппарата для ручной сварки, мало чем отличаются от аналогичной ситуации с использованием сварочного аппарата с подачей проволоки (проплавление , плетение, предотвращение провисания ), и я буду обсуждать и то, и другое одновременно. время, когда это возможно.Упомяну немного о сварке ацетилен (газ). Но, для начала, случайный сварщик; Сварщик с подачей проволоки значительно упрощает обучение сварке. MIG обычно предпочтительнее и дороже, чем , сварка с подачей проволоки с флюсовым сердечником . У обоих есть свое место. Людям, которые хотят начать сварку, часто не хватает денег, и они вполне могут начать со сварочного аппарата штангой, прежде чем через несколько лет перейти к сварочному аппарату с подачей проволоки, поэтому некоторое внимание будет уделено сварке штангой.У меня нет опыта сварки TIG и не буду обсуждать это.
Определения :
Stick Сварочные аппараты имеют это название, потому что сварочный электрод с проволокой с покрытием напоминает палку, которую вы можете подобрать с лужайки.
Сварочные аппараты с механизмом подачи проволоки используют непрерывный проволочный электрод на катушке. Ролики сварочного аппарата, приводимые в движение двигателем, подают проволоку с постоянной скоростью через электрододержатель, обычно называемый пистолетом. Сварочные аппараты с механизмом подачи проволоки были изобретены для увеличения производительности за счет устранения необходимости останавливать и заменять сгоревший электрод.
Проникновение означает, что сварщик не просто уложил валик сварочного материала поверх стыка, но и часть основного металла расплавилась и сплавилась под сварным швом.
Плетение перемещает дугу от одной стороны стыка к другой, чтобы гарантировать, что сварной шов проникает в обе стороны стыка. Шаблон плетения также используется для предотвращения провисания при сварке в восходящем направлении на вертикальном стыке. Посмотрите несколько видеороликов о сварке людей.При ткачестве, особенно с помощью сварочного аппарата с механизмом подачи проволоки, важно «удерживать углы». То есть, когда дуга находится на одной стороне сустава или на другой, сделайте паузу на большую часть секунды, затем переместитесь через сустав и сделайте паузу примерно на секунду и на этой стороне. Расплавленный сварочный материал тянется к теплу. «Удерживание углов» гарантирует, что углы сварного шва станут достаточно горячими, чтобы металл мог вливаться в них, а не просто лежать на них. Центр бусинки будет красивым, если уделить внимание углам.
Провисание — это расплавленный металл, который вытекает из стыка при сварке под действием силы тяжести. Это может быть проблемой, когда сварной шов выполняется вертикально, над головой или горизонтально вдоль стороны вертикальной поверхности. Избегая чрезмерного нагрева, электроды предназначены для быстрой закалки, угол, под которым направлена дуга, и общие манипуляции с дугой используются для контроля сварного шва и противодействия провисанию.
В аппаратах для кислородно-ацетиленовой сварки используются два резервуара: один заполнен кислородом, а другой — ацетиленом.Оба газа проходят через шланги под контролируемым давлением, чтобы смешаться и гореть очень горячим острым пламенем в горелке.
MIG относится к сварочному аппарату с механизмом подачи проволоки, который защищает свежий сварной шов от смешивания с кислородом в воздухе, непрерывно покрывая область сварного шва инертным газом. Если кислород попадает на горячий свежий сварной шов; сварной шов становится пористым и ослабляется.
Flux core Сварщики используют электрод из тонкой проволоки, в центре которого находится химический порошок. Этот порошок плавится и стекает по сварному шву, защищая свежий сварной шов от кислорода.Это затвердевшее покрытие называется шлаком . После того, как сварной шов остынет, отколите его или счистите щеткой, в зависимости от его толщины.
Сварщики TIG используют горелку с острым вольфрамовым наконечником для создания лужи расплавленного металла с помощью дуги. Оператор вытирает металл из тонкой проволоки в бассейн. В то же время оператор увеличивает или уменьшает ток дуги с помощью педали управления. Сварка TIG позволяет создавать красивые швы на алюминии и различных специальных металлах. Чтобы учиться, требуется много навыков и практики.
Другие термины, которые вы можете встретить в сварочной литературе (не беспокойтесь об этом, если вы не столкнетесь с ними):
SMAW — дуговая сварка защитным металлом — сварка штучной сваркой
FCAW — дуговая сварка порошковой проволокой
GMAW — газовая дуговая сварка — Сварка MIG
GTAW — Сварка вольфрамом в среде инертного газа — Сварка TIG
(Фотография взята из Bing Images.)
Создание сварочного аппарата ARC — Часть 1 из 2: 6 шагов (с изображениями)
Чтобы сделать жизнь намного проще , вам нужно будет построить небольшую приспособление для намотки вторичной обмотки.Вряд ли вы получите все необходимые витки провода в таком тесном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок древесины и вырезал его так, чтобы он был шириной с центр трансформатора и немного короче его вершины. Длина была обрезана так, чтобы она выступала примерно на 1/2 дюйма от концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направлять провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он вошел в отверстие. паз
После установки в тисках для закрепления трос можно наматывать.
Для этого проекта попробуйте закупить около 50 футов многожильного медного кабеля 8 AWG из местного хозяйственного магазина. Вы, вероятно, могли бы сэкономить немного денег, собирая бесплатный провод, но я решил взглянуть на раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за полцены на кабель, так что 50 футов стоили только мне около 17 долларов.
Этим модифицированным МОТ потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и обе МОТ будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки.Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120 + ампер.
На практике это означает, что вам нужно намотать катушку на форму так, чтобы в итоге получилось 6 отрезков кабеля в высоту и 3 длины кабеля в ширину. Ах да, и все это должно уместиться обратно в трансформатор, так что наматывайте его плотно!
Первый слой неплохой, но наматывание второго и третьего слоев становится все труднее и может показаться почти невозможным.
После того, как вы поместите 18 витков провода в канавку, вы можете сложить бумагу и скрепить ее скотчем, чтобы катушка удерживалась вместе.
Вот сложная часть … снимите его с приспособления, не позволяя ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок вытолкнуть из центра змеевика.
Я использовал изоленту, чтобы убедиться, что катушки плотно прилегают.
10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на аппаратах для сварки проволокой может обеспечить режимы передачи, точно настроенные для толстого металла.По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что их можно использовать только для «металла толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Глобальный перенос (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольт, ток и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу. Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому осаждается много металла, и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от примесей
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric. «Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что зона ремонта должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия).«По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь».
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость передвижения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси улавливаются внутри сварного шва », — говорит он.
Водород сварочный враг №1
Водород — это наихудшая примесь, разрушающая сварные швы. Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric. «Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию.”
3. Правила угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Тем не менее, Хосе и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое. «Если при этом образуется шлак, вы тянете», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протяжки. При сварке углового (тройникового) шва держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от ⅜ до ½ дюйма.При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл). По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен находиться примерно на дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла.С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²). Он экономичен и позволяет получать сварные швы с глубоким проплавлением.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоких значениях силы тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением и для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов.Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока MIG: Хороший общий диаметр проволоки MIG составляет 0,035 (наиболее распространенный) или 0,045 дюйма. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки», — говорит Лейснер.«Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз. Если вы свариваете металл с покрытием или оцинкованный металл (например, ножку с зернистостью), используйте проволоку E71T-14, так как у нее есть сердечники, которые взрываются в дуге. Это приводит к улетучиванию стальных покрытий, что сводит к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Пруток общего назначения — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов.По его словам, для более толстого материала, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, перейдите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла.Хорошая новость заключается в том, что любой сварщик может обрабатывать алюминий, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма.Эти большие провода легче протянуть вниз по кабелю пистолета.
Используйте контактный наконечник примерно на 0,0115 дюйма больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом образуется на поверхности металла.Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F. Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы минимизировать растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце сварного шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, меняя направление движения назад по сварному шву примерно на 1 дюйм.
7. Секретарь ремонта высокопрочной стали
.
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях, чтобы уменьшить их вес.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу, чтобы добраться до оголенного металла. Затем предварительно прогрейте место ремонта перед сваркой.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер.Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию середины валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильное усиление ремонта сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Это препятствует растрескиванию до тех пор, пока не будут добавлены более поздние бусинки для поддержки.
Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее и предотвращать ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные сварные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: Сварку из стали толщиной 3/16 дюйма и более выполняйте нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте восходящим движением из стороны в сторону, перемещая дугу справа в центр, а затем влево, чтобы создать треугольник.
Сварные швы над головой: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взмахи, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда усиливать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного оборудования».
Усиление также необходимо, если деталь ломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите края под углом 30 °, где новый металл встречается со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать за несколько проходов», — говорит Лейснер.
Что нужно для сварки в домашних условиях — Baker’s Gas & Welding Supplies, Inc.
Начало работы с домашней сваркой или изменение домашней сварочной установки приведет к множеству вопросов о безопасности, стоимости и лучших машинах и продуктах. Есть много факторов, которые следует учитывать, и даже больше мнений о том, каким из них стоит следовать.
Независимо от того, покупаете ли вы сварочный аппарат для использования дома в первый раз или переходите на новый аппарат, сварщики должны знать, как они могут безопасно его эксплуатировать и что им нужно иметь под рукой для сварки.В следующем руководстве будут изложены некоторые из основных рекомендаций по сварке в домашних условиях, чтобы избежать срабатывания прерывателя, повреждения дома / магазина или остановки в середине проекта, чтобы бежать в магазин за неожиданным инструментом.
Электроустановка для домашней сварки
Перед покупкой сварочного аппарата и особенно перед его первым запуском важно сначала узнать, сможет ли гараж или магазин выдержать электрический ток, необходимый сварщику. Предполагая, что во время работы свет будет гореть, убедитесь, что выключатель не перегружен.Сварочные аппараты с низким напряжением предназначены для работы в домашней розетке, в то время как для моделей с более высоким напряжением требуются вилки большей мощности, такие как те, которые используются для электрических сушилок.
Многие сварщики рекомендуют начинать домашние проекты со сварочного аппарата Millermatic 141 MIG, поскольку он не требует напряжения более 120 В и отлично работает в большинстве домашних электрических розеток. Однако перед запуском всегда консультируйтесь с руководством сварщика и с опытным сварщиком или электриком. Существует так много разных исключений, которые следует учитывать, что ни одна онлайн-статья не может учесть их все.(Хотя сварщики TIG популярны среди квалифицированных сварщиков, домашние сварщики, особенно начинающие, как правило, избегают сварщиков TIG, потому что им требуется больше времени для обучения. Поэтому в этой статье основное внимание будет уделено базовому использованию MIG и сварочных аппаратов в домашних условиях. бывают исключения.)
Сварщик, такой как сварщик Millermatic 141 MIG, обычно может справиться с большинством домашних проектов, но некоторые сварщики предпочитают использовать дома сварочный аппарат на 220 В, чтобы сваривать более толстую сталь в тяжелых условиях и получать достаточно тепла для создания прочного сварка.Меньшая мощность означает меньше тепла, а для сварки более толстого металла требуется много тепла.
Для сварщика на 220 В электрик должен будет установить вилку, которая выдержит дополнительную силу тока, которая ему требуется.
В случае сварщиков, которые не могут изменить домашнюю настройку или хотят немного большей мобильности, существуют комбинации генераторов и сварочных аппаратов / генераторов, которые могут вызвать дополнительный шум, но будут выдавать мощность 3000, 4300 или даже 4500 Вт. . Сварщики, снимающие дом, могут обнаружить, что это лучшее решение, если они не могут подключить своих сварщиков к розеткам.
Газовая установка для домашней сварки
После выбора сварщика газ может потребоваться или не потребоваться для защиты сварочной ванны. Сварочные аппараты создают сварной шов с помощью покрытого флюсом электрода, который защищает сварочную ванну, вместо защитного газа. Электрод с флюсовым покрытием делает сварку штучной сваркой дешевым и простым процессом, но он довольно грязный и требует большего мастерства, чем сварка MIG. Однако для случайного домашнего сварщика сварка штангой предлагает доступный способ сделать простой ремонт в доме.
СваркаMIG — это более простой процесс для освоения, и он предлагает два варианта присадочной проволоки. Для выполнения сварных швов в процессе MIG используются порошковые и сплошные присадочные проволоки. Порошковая сварочная проволока MIG не требует защитного газа. Как и электроды для стержневой сварки, они обеспечивают сварочный присадочный материал и используют флюс для создания защитного барьера вокруг сварного шва при его охлаждении. Это позволяет сэкономить как на стоимости защитного газа, так и на необходимости его хранения в гараже, но шлак, образованный защитным флюсом, необходимо удалить, и поэтому сварной шов не будет таким чистым.
Многие домашние сварщики выбирают сварочный аппарат MIG, потому что он прост в освоении и предлагает универсальный и аккуратный сварной шов. Сварка MIG проволокой со сплошным сердечником требует использования защитного газа для защиты сварного шва, который обычно представляет собой смесь аргона и CO2 или иногда просто аргона, в зависимости от свариваемого материала. Сварка MIG сплошной проволокой и защитным газом без отслаивания шлака — это очень аккуратный процесс, который особенно полезен при ремонте автомобилей.
Может возникнуть соблазн купить топливный цилиндр меньшего размера на 20 кубических футов, но примите во внимание потенциальную экономию за счет большой баллона.Резервуар емкостью 80 или 125 кубических футов сэкономит на расходах на заправку и сэкономит время на поездку в магазин. Канистры меньшего размера полезно иметь под рукой, если защитный газ заканчивается в выходные дни, но покупка большего количества топлива сразу сэкономит и время, и деньги.
При хранении бензина в домашней мастерской или гараже убедитесь, что канистры с газом стоят вертикально и надежно, чтобы они не упали. Убедитесь, что газовые и топливные баллоны хранятся на безопасном расстоянии от сварочных работ и искр.
Gas также может вызвать проблемы при страховании жилья и аренде.Перед покупкой узнайте об ограничениях в вашей собственности и проявите особую осторожность с хранилищем газа, проведя его осмотр и обслуживание должным образом. Некоторые полисы страхования жилья имеют ограничения и исключения, которые применяются, если в доме есть сосуды под давлением, включая газовые баллоны под давлением.
Сварочные изделия Essential для дома
Помимо сварщика, электрода и защитного газа, сварщикам необходимо будет рассмотреть продукт для резки металла, которым может быть что угодно, от отрезной пилы до ацетиленовой горелки или плазменной резки.Ацетилен легко воспламеняется, и его следует использовать только тем, кто знает о проблемах безопасности, которые он представляет. Разделочная пила с прочным основанием и прочным задним шарнирным стержнем отлично подойдет большинству сварщиков для выполнения многих задач по резке.
Угловая шлифовальная машина также необходима для подготовки металлов перед сваркой, что критически важно для создания чистого, прочного и безопасного сварного шва для сварки MIG. Некоторые сварщики предлагают ультратонкие отрезные диски для шлифовальных машин, чтобы свести к минимуму потери материала во время процесса шлифования.Лепестковые диски в угловой шлифовальной машине полезны для зачистки металла перед покраской.
В то время как некоторых сварщиков можно купить с тележкой в комплекте, известно, что сварщики находят множество творческих решений, от адаптации тележки для инструментов до создания своих собственных. Сварочная тележка, купленная или построенная, особенно полезна как для безопасного хранения сварщика, так и для того, чтобы сварщики могли работать в наиболее безопасном и удобном месте.
Рабочие зажимы удерживают сварочные материалы на месте и обеспечивают ровный и аккуратный сварной шов.Сварщики имеют определенные проблемы в своих проектах, в которых они не могут работать без дополнительных зажимов. Зажимы — это небольшие предметы, которые могут иметь огромное значение для успешного завершения сварки.
Автозатемняющийся сварочный шлем, перчатки, кожаная обувь и защитная одежда — критически важные средства защиты, которые необходимы каждому сварщику. Все они подробно описаны в руководстве Бейкера: Основное сварочное оборудование и приспособления.
Безопасность для домашних сварочных работ
Безопасность — самый важный аспект домашней сварки, так как крошечная искра может сжечь гараж или магазин.Удалите горючие материалы, такие как коврики, в непосредственной близости от сварщика, а также любое другое топливо или газы, которые не используются.
Для максимально возможной безопасности в сварочном пространстве создайте сварочный «щит» с крючками в потолке и подвесите специально разработанные огнестойкие одеяла. Это защитит гараж от искр, а также предотвратит повреждение предметов, хранящихся в гараже или магазине, разбрызгиванием. Для сварщиков, которые хотят работать с открытой дверью гаража, но опасаются подвергать прохожих воздействию ультрафиолетовых лучей, есть прозрачные экраны, которые можно установить поперек проема гаража, которые пропускают свет, но блокируют лучи.
Держите под рукой не менее двух огнетушителей, а не в углу. Если возможно, работайте по металлу только в одном помещении, а по дереву — в другом. Скопившимся опилкам в трещинах и зазорах в стенах достаточно всего одной искры, чтобы начать тлеть.
Сварщики со смешанными помещениями используют воздуходувки для очистки своих рабочих мест и часто проверяют наличие дыма или тления после завершения своих проектов, но любые картонные коробки, обрезки дерева или опилки могут загореться, поэтому проверяйте их через час или два после завершения. проект.
В случае пристроенных гаражей необходимо учитывать необходимость вентиляции, особенно зимой. Обычно для проветривания зоны сварки достаточно открытого окна с вентилятором, но перед тем, как начинать проект, проконсультируйтесь со специалистом-сварщиком.
Типичная безопасность при сварке включает в себя обеспечение надлежащего заземления сварщика и отсутствие в рабочей зоне беспорядка, такого как ненужные шланги и шнуры питания. Кроме того, регулярно проверяйте шланги на предмет утечек и перегибов.Лучшая сварочная установка — такая, которая сводит к минимуму отвлекающие факторы и опасности, которые могут помешать работе над проектом.
Что такое дуговая сварка? — Определение и типы процессов
Дуговая сварка — это тип процесса сварки, в котором используется электрическая дуга для создания тепла для плавления и соединения металлов. Источник питания создает электрическую дугу между расходуемым или неплавящимся электродом и основным материалом, используя либо постоянный (DC), либо переменный (AC) ток.
Эта статья входит в серию часто задаваемых вопросов TWI.
Если у вас есть какие-либо вопросы или вам нужна помощь, напишите нам, чтобы получить консультацию специалиста:
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Как это работает?
Дуговая сварка — это процесс сварки плавлением, используемый для соединения металлов. Электрическая дуга от источника переменного или постоянного тока создает интенсивное тепло около 6500 ° F, которое плавит металл в месте соединения двух заготовок.
Дуга может управляться вручную или механически вдоль линии соединения, в то время как электрод либо просто проводит ток, либо проводит ток и одновременно плавится в сварочной ванне, подавая присадочный металл в соединение.
Поскольку металлы химически реагируют с кислородом и азотом в воздухе при нагреве дугой до высоких температур, для сведения к минимуму контакта расплавленного металла с воздухом используется защитный газ или шлак. После охлаждения расплавленные металлы затвердевают, образуя металлургическую связь.
Какие бывают типы дуговой сварки?
Этот процесс можно разделить на два разных типа; методы плавления и неплавящегося электрода.
Методы расходных электродов
Сварка металлов в инертном газе (MIG) и сварка металлов в активном газе (MAG)Также известная как для газовой дуговой сварки металлов (GMAW) , используется защитный газ для защиты основных металлов от загрязнения.
Дуговая сварка защищенного металла (SMAW)Также известна как ручная дуговая сварка металлическим электродом (MMA или MMAW) , дуговая сварка в среде защитного флюса или сварка стержнем — это процесс, при котором дуга зажигается между металлическим стержнем (электрод с покрытием из флюса) и заготовкой. поверхность стержня и заготовки плавятся, образуя сварочную ванну.Одновременное плавление флюсового покрытия на стержне приведет к образованию газа и шлака, защищающего сварочную ванну от окружающей атмосферы. Это универсальный процесс, идеально подходящий для соединения черных и цветных металлов различной толщины во всех положениях.
Дуговая сварка порошковой проволокой (FCAW)
Созданный как альтернатива SMAW, FCAW использует непрерывно запитанный расходный порошковый электрод и источник постоянного напряжения, что обеспечивает постоянную длину дуги.В этом процессе используется либо защитный газ, либо только газ, создаваемый флюсом, чтобы обеспечить защиту от загрязнения.
Дуговая сварка под флюсом (SAW)Часто используемый процесс с непрерывной подачей расходуемого электрода и защитным слоем из плавкого флюса, который становится проводящим при расплавлении, обеспечивая прохождение тока между деталью и электродом. Флюс также помогает предотвратить разбрызгивание и искры, подавляя пары и ультрафиолетовое излучение.
Электрошлаковая сварка (ESW)Вертикальный процесс, используемый для сварки толстых листов (более 25 мм) за один проход.ESW основывается на зажигании электрической дуги до того, как добавка флюса погасит дугу. Флюс плавится, когда расходный материал проволоки подается в ванну расплава, что создает расплавленный шлак на поверхности ванны. Тепло для плавления проволоки и краев пластины генерируется за счет сопротивления расплавленного шлака прохождению электрического тока. Две медные башмаки с водяным охлаждением следят за ходом процесса и предотвращают стекание расплавленного шлака.
Дуговая сварка шпилек (SW)
Подобно сварке оплавлением, SW соединяет гайку или крепеж, обычно с фланцем с выступами, которые плавятся для образования соединения, с другой металлической деталью.
Методы использования неплавящихся электродов
Сварка вольфрамом в среде инертного газа (TIG)Также известная как Газовая вольфрамовая дуговая сварка (GTAW) , использует неплавящийся вольфрамовый электрод для создания дуги и инертный защитный газ для защиты сварного шва и ванны расплава от атмосферного загрязнения.
Плазменно-дуговая сварка (PAW)
Подобно TIG, PAW использует электрическую дугу между неплавящимся электродом и анодом, которые расположены внутри корпуса резака.Электрическая дуга используется для ионизации газа в горелке и создания плазмы, которая затем проталкивается через тонкое отверстие в аноде, чтобы достичь опорной пластины. Таким образом плазма отделяется от защитного газа.