СВАРОЧНЫЙ АППАРАТ ПОСТОЯННОГО и ПЕРЕМЕННОГО ТОКА своими руками
Как считают специалисты, [изготовление сварочного аппарата] постоянного и переменного тока своими руками не отнимет много времени и сил.
Главное условие его создания – четкое представление о том, какие именно сварочные работы оно должно выполнять и инструкция.
Особенности работы аппарата
Чтобы проводить сварку, необходимо устройство, которое работает от переменного и постоянного тока.
Аппаратом тока сваривают тонкие металлические листы. Этот метод сваривания не требует применения определенного вида электрода, а электродная проволока может быть и без керамической обмазки.

Схема сварочного аппарата состоит из 5 частей. Цепочка тока проходит через сварочный аппарат, сначала попадая в трансформатор.
Оттуда ток поступает в выпрямитель, диоды которого преобразуют переменный ток в постоянный, и дроссель. Последние элементы протекания тока – держак и электрод.
Присоединение держака электрода к выпрямителю осуществляется с помощью дросселя. Так сглаживается пульс напряжения.
Дроссель – это катушка с проводами из меди, наматываемая на сердечник. А выпрямитель – это деталь аппарата, соединенная с трансформатором через вторичную обмотку.
К сети подключается трансформатор — главная деталь аппарата. Его можно либо специально приобрести, либо воспользоваться ранее уже эксплуатируемым, но годным трансформатором.
Он по закону Ома преобразовывает напряжение переменного тока.

Так показатель напряжения, вырабатываемого на вторичной обмотке, понижается, но при этом в 10 раз увеличивается сила тока. Сваривание происходит при силе тока в 40 ампер.
Электрическая цепь замыкается в тот момент, как появляется дуга между электродом и свариваемыми кусками металла.
Дуга должна гореть стабильно, тогда сварной шов будет выполнен качественно. В установлении нужного характера горения поможет регулятор мощности электрической энергии.
Самая элементарная схема агрегата
Лучше, если электрическая схема агрегата будет самой элементарной.
Простой в сборке аппарат, собранный своими руками, надо подключать к сети с напряжением переменного тока в 220 Вольт.
Напряжение 380 Вольт требует более сложной конструкции сварочного аппарата.
Самая простая схема – это схема для импульсного способа сварки, который придуман радиолюбителями. Такая сварка применяется, чтобы прикрепить провода к плате из металла.
Чтобы соорудить данное приспособление своими руками, не нужно делать ничего сложного, потребуется только пара проводов и дроссель. Дроссель можно вынуть из люминесцентной лампы.
Регулятор силы тока вполне можно заменить плавкой вставкой. Проводами лучше запастись в большом количестве.
Чтобы подключить электрод к плате, берется дроссель. Электродом может послужить зажим типа «крокодил». Готовый агрегат нужно подсоединить к сети, воткнув в розетку вилку.

Зажимом, связанным с проводом, нужно быстро коснуться свариваемого участка на плате.
Так появляется сварочная дуга. Во время ее возникновения существует опасность, что сгорят предохранители, расположенные в электрощите.
От этой опасности предохранители оберегает плавкая вставка, сгорающая быстрее.
В итоге провод остается по-прежнему приваренным к своему месту.
Такое устройство постоянного тока – это и есть самый простой сварочный аппарат. С держаком электрода он соединяется проводами.
Но работать с ним представляется возможным только в домашних условиях, так как данная схема лишена важных деталей – выпрямителя и регулятора тока.
Комплектация агрегата для сварки
В сравнении с традиционными аппаратами трехфазный агрегат инверторного типа компактен, удобен в применении, надежен. Только один нюанс заставляет задуматься во время покупки – немаленькая цена.
Даже поверхностные подсчеты подсказывают, что смастерить сварочный аппарат своими руками выйдет дешевле.
Видео:
Если подойти к выбору нужных элементов со всей серьезностью, то самодельный инструмент для сварки прослужит длительный период времени.
Вообще схема сварочного аппарата состоит из трех блоков: блока выпрямителя, блока питания и блока инвертора.
Самодельный аппарат постоянного и переменного тока можно укомплектовать так, что он может быть легким на вес и иметь небольшой размер.
Самодельный сварочный аппарат легко сооружают своими руками, пользуясь доступными всем предметами.
Все нужные для создания сварочного агрегата детали есть в электрической технике или в приборах, где некоторые элементы отказали в работе.
Можно соорудить простой регулятор тока из части нагревательной спирали, используемой в электрической плите.
Если какие-то необходимые детали вообще не получилось найти, то ничего страшного – их можно сделать своими руками.
Кусок медной проволоки может послужить материалом для создания такого важного элемента сварочного агрегата постоянного и переменного тока, как дроссель.
Конкретно для его сборки понадобится магнитопровод, который имеет старый пускатель. Еще нужны 2-3 провода из меди с сечением 0,9 — и вы сможете получить дроссель.
Видео:
Трансформатором для агрегата сварки может стать автотрансформатор или та же деталь, изъятая из старой микроволновой печи.
Доставая из нее необходимый элемент, нужно быть аккуратнее, чтобы не испортить первичную обмотку.
А вторичную так и так придется переделать, количество новых витков зависит от того, какой мощности конструируется агрегат.
Выпрямитель собирают на плате, выполненной либо из гетинакса, либо из текстолита.
Диоды для выпрямителя должны соответствовать выбранной мощности агрегата. Чтобы они охлаждались, используют радиатор из сплава алюминия.
Последовательная сборка всех деталей
Все элементы агрегата для сварки должны располагаться на базе из металла или текстолита строго на своих местах.
По правилам выпрямитель граничит с трансформатором, а дроссель находится на одной плате с выпрямителем.
Регулятор силы тока устанавливают на панель управления. Сам каркас для конструкции агрегата создается из листов алюминия, для этого подойдет и сталь.
Также можно воспользоваться уже готовым корпусом, который до этого защищал содержимое системного блока компьютера или осциллографа. Главное, он должен быть прочным и твердым.
На большом расстоянии от трансформатора размещают плату с тиристорами. Так же не близко к трансформатору устанавливают выпрямитель.
Причина такого расположения – сильное нагревание трансформатора и дросселя.
Тепло от дросселя отводят тиристоры, устанавливаемые на радиаторах из алюминия. Они сводят на нет даже тепловые волны, исходящие от проводов.
К наружной панели прикрепляют держак электрода, а к задней – провод с вилкой для подключения агрегата к бытовой сети.
Как собрать своими руками агрегат для сварки, демонстрирует видео в нашей статье.
Видео:
Ни в коем случае нельзя фиксировать элементы агрегата вплотную друг к другу, так они должны подвергаться обдуву.
На сторонах каркаса необходимо проделать дырочки, откуда будет поступать воздух. Это нужно и для установки системы охлаждения.
Если агрегат для сварки постоянно находится на одном и том же месте, то с ним вряд ли что-то случится.
Долгое время сможет работать регулятор тока, если точнее, его ручка, зафиксированная на наружной стенке.
Но переносные мини инверторы, которые берут на выездные работы, могут подвергаться механическим ударам. В основном, от этого страдает корпус изделия, но существует риск отпадения дросселя.
Изделие собрано – пора проверить, как оно функционирует. При тестировании работы агрегата для сварки нельзя пользоваться временными проводами.
Проверять изделие нужно уже со штатными контактными кабелями.
Во время самого первого подключения к сети смотрят на регулятор силы тока. Важно проследить, не осталось ли незафиксированных деталей.
Если агрегат исправен и лишен дефектов, то можно приступать к сварке на различных режимах.
чертежи, схемы, материалы. 90 фото-инструкций
Хороший сварочный аппарат значительно облегчает все работы по металлу. Он позволяет соединять и разрезать различные детали железа, которые отличаются своей толщиной и плотностью стали.
Современные технологии предлагают огромный выбор моделей, отличающихся мощностью и размером. Надежные конструкции имеют достаточно высокую стоимость. Бюджетные варианты, как правило, имеют короткий срок эксплуатации.
В нашем материале представлена подробная инструкция как сделать сварочный аппарат своими руками. Перед началом рабочего процесса рекомендуется ознакомиться с разновидностью сварочного оборудования.
Содержимое обзора:
- Виды сварочного аппарата
- Конструкция с переменным током
- Как сделать сварочный аппарат своими руками?
- Как правильно рассчитать параметры детали?
- Аппарат постоянного тока
- Фото сварочного аппарата своими руками
Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.
Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.
Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.
К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.
Конструкция с переменным током
Опытные сварщики называют подобную конструкцию понижающим трансформатором.
Как сделать сварочный аппарат своими руками?
Первое что необходимо сделать — это правильно изготовить основной сердечник. Для данной модели, рекомендуется выбирать стержневой тип детали.
Для его изготовления понадобятся пластины, выполненные из трансформаторной стали. Их толщина равна 0,56 мм. Перед тем как приступить к сборке сердечника, необходимо соблюдать его размеры.
Как правильно рассчитать параметры детали?
Все достаточно просто. Размеры центрального отверстия(окна) должны вместить всю обмотку трансформатора. На фото сварочного аппарата изображена подробная схема сборки механизма.
Площадь крена можно рассчитать по формуле: S=a*b. Готовый результат вычислений не должен быть меньше 36 кв. см. Чем больше площадь, тем меньше греется аппарат во время работы.
Следующим этапом будет сборка сердечника. Для этого берут тонкие трансформаторные пластины, которые соединяют между собой до необходимой толщины детали.
Далее наматываем понижающий трансформатор, состоящий из витков тонкой проволоки. Для этого делают 210 витков тонкой проволоки. С другой стороны делают намотку из 160 витков. Третья и четвертая первичная намотка, должна содержать 190 витков. После этого на поверхности крепят толстую платину.
Концы намотанной проволоки фиксируют болтом. Его поверхность отмечаю цифрой 1. Следующие концы проволоки закрепляют подобным образом с нанесением соответствующей разметки.
Обратите внимание!- Мотоблок своими руками: пошаговое описание процесса постройки. 92 фото и видео инструкция
- Заточка сверл своими руками: лучшие способы заточки. 58 фото создания инструмента
- Как делается деревянная бочка своими руками: простые пошаговые инструкции по постройке традиционной тары + 79 фото
В готовой конструкции должно присутствовать 4 болта с различным количеством витков.
В готовой конструкции соотношение наматывания обмотки будет равно 60% к 40%. Такой результат обеспечивает нормальную работу аппарата и хорошее качество сварочного крепления.
Контролировать подачу электрической энергии можно при помощи переключения проводов на необходимое количество обмотки. В процессе работы не рекомендуется перегревать сварочный механизм.
Аппарат постоянного тока
Данные модели позволяют выполнять сложные работы по толстым стальным листам и чугуну. Главное преимущество этого механизма, заключается в простой сборке, которая не займет много времени.
Сварочный инвектор представляет собой конструкцию вторичной обмотки с дополнительным выпрямителем.
Обратите внимание!- Тиски своими руками: создаем разные типы зажимных устройств. 64 фото идей для разных предназначений
- Топор своими руками (67 фото) — создаём боевой, декоративный и рабочий инструмент
- Правила создания вывески своими руками: красивая и привлекательная наружная реклама (63 фото + видео)
Он будет выполнен из диодов. В свою очередь, они должны выдерживать электрический ток в 210 А. Для этого подойдут элементы с маркировкой Д 160-162. Такие модели, довольно часто применяют для работы в промышленных масштабах.
Главный сварочный инвектор изготавливают из печатной платы. Такой сварочный полуавтомат выдерживает скачки электроэнергии во время длительной работы.
Опытные сварщики не рекомендуют перегревать оборудование. Это может стать причиной сгорания важных деталей.
Ремонт сварочного аппарата не составит особого труда. Здесь достаточно заменить повреждённую область механизма. В случае серьезной поломки, необходимо заново осуществлять первичную и вторичную обмотки.
Фото сварочного аппарата своими руками
Обратите внимание!- Солнечная батарея своими руками: простой способ постройки. Схемы, чертежи, советы по подбору материалов + 66 фото
- Делаем трубогиб своими руками: инструкция по созданию универсального инструмента + 59 фото
- Делаем молоток своими руками — 74 фото ремонта и создания инструмента. Пошаговая инструкция для начинающих
Самодельный сварочный аппарат на постоянном токе » Полезные самоделки
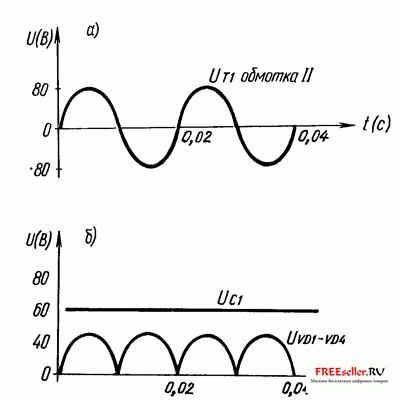
Рис. 1. Графики, поясняющие процесс сварки на переменном (а) и постоянном (б) токе.
Переходя от графиков к реальным конструкциям, нельзя также не отметить: в аппаратах переменного тока для улучшения и облегчения сварки применяют мощные трансформаторы (магнитопровод — из специального электротехнического железа с крутопадающей характеристикой) и заведомо завышенное напряжение во вторичной обмотке, доходящее до 80 В, хотя для поддержки горения дуги и наплавления металла в зоне сварки достаточно 25-36 В. Приходится мириться с непомерно большими массой и габаритами аппарата, повышенным расходованием электроэнергии. Снизив же напряжение, трансформируемое во вторичную цепь, до 36 В, можно в 5-6 раз облегчить вес «сварочника», довести его размеры до размеров переносного телевизора с одновременным улучшением остальных эксплуатационных характеристик.
Но как при низковольтной обмотке зажечь дугу?
Решением стал ввод во вторичную цепь диодного моста с конденсатором. В результате напряжение на выходе модернизированного «сварочника» удалось увеличить почти в 1,5 раза. Мнение специалистов подтверждено на практике: при превышении 40-вольтного барьера постоянного тока дуга легко зажигается и устойчиво горит, позволяя сваривать даже тонкий кузовной металл.

Рис. 2. Принципиальная электрическая схема сварочного аппарата постоянного тока.
Последнее, впрочем, легко объяснимо. С введением в схему большой ёмкости характеристика сварочного аппарата также получается крутопадающей (рис. 3). Создаваемое конденсатором начальное повышенное напряжение облегчает зажигание дуги. А когда потенциал на сварочном электроде упадет до U2 трансформатора (рабочая точка «А»), возникнет процесс устойчивого горения дуги с наплавлением металла в зоне сварки.

Рис.3. Вольт-амперная характеристика сварочного аппарата на постоянном токе.
Рекомендуемый автором «сварочник» можно собрать даже в домашних условиях, взяв за основу промышленный силовой трансформатор 220-36/42 В (такие обычно используют в системах безопасного освещения и питания низковольтного заводского оборудования). Убедившись в целости первичной обмотки, содержащей, как правило, 250 витков изолированного провода сечением 1,5 мм2, проверяют вторичные. Если их состояние неважное, все (за исключением исправной сетевой обмотки) без сожаления удаляют. А в освободившемся пространстве наматывают (до заполнения «окна») новую вторичную обмотку. Для рекомендуемого трансформатора мощностью 1,5 кВА это 46 витков медной или алюминиевой шины сечением 20 мм2 с добротной изоляцией. Причём в качестве шины вполне подойдет кабель (или несколько свитых в жгут изолированных одножильных проводов) общим сечением 20 мм2.
Выбор сечения электродов в зависимости от мощности трансформатора.

Выпрямительный мост можно собрать из полупроводниковых диодов с рабочим током 120-160 А, установив их на теплоотводы-радиаторы 100×100 мм. Разместить такой мост удобнее всего в одном корпусе с трансформатором и конденсатором, выведя на переднюю текстолитовую панель 16-амперный выключатель, глазок сигнальной лампочки «Вкл.», а также клеммы «плюс» и «минус» (рис.4). А для подключения к держателю электрода и «земле» использовать по отрезку одножильного кабеля соответствующей длины сечением по меди 20-25 мм2. Что касается самих сварочных электродов, то их диаметр зависит от мощности используемого трансформатора.

Рис. 4. Самодельный сварочный аппарат для сварки на постоянном токе.
И ещё. При испытаниях рекомендуется, отключив аппарат (минут через 10 после сварки) от сети, проверить тепловые режимы трансформатора, диодного моста и конденсатора. Лишь убедившись, что всё в норме, можно продолжить работу. Ведь перегретый «сварочник» — источник повышенной опасности!
Из других требований нелишне, думается, отметить, что сварочный аппарат должен быть укомплектован искросветозащитной маской, рукавицами и резиновым ковриком. Место, где выполняются сварочные работы, оборудуется с учётом требований противопожарной безопасности. К тому же надо проследить, чтобы рядом не было ветоши, других горючих материалов, а подключение «сварочника» к сети выполнять с соблюдением правил электробезопасности через мощный штепсельный разъём электрощитка на вводе в здание.
В.Коновалов, г.Иркутск
Мк 04 1998
Самодельный сварочный аппарат постоянного тока своими руками
Для создания самодельного сварочного аппарата постоянного тока потребуется наличие источника электротока высокой мощности, который преобразовывает стандартное напряжение бытовой сети и обеспечивает постоянство величины значения электротока для розжига и поддержания электродуги.

Сварочный аппарат постоянного тока имеет ряд достоинств: мягкое зажигание дуги и возможность соединять тонкостенные детали.
Блок-схема аппарата для проведения сварочных работ
Блок питания устанавливается в корпус из пластической массы или листового метала. Блок питания агрегата оснащается всеми необходимыми для работы компонентами: разъемами, выключателями, клеммами и регуляторами. Корпус агрегата для осуществления сварных работ оборудуется специальными держателями и колесиками для транспортировки.
Главным условием при конструировании агрегата, используемого для сваривания, является понимание принципа работы аппарата и сути самого сварочного процесса. Для того чтобы сконструировать самостоятельно сварочный аппарат, требуется понимать принципы розжига и горения электродуги и основы принципов плавления электрода для сварки.

Порядок подключения элементов сварочного аппарата постоянного тока.
В источник питания высокой мощности входят такие компоненты, как:
- выпрямитель;
- инверторы;
- трансформатор тока и напряжения;
- регуляторы, которые способствуют улучшению качественных характеристик образующейся электродуги;
- допустройства.
Основным компонентом любого сварочного агрегата является трансформатор. Вспомогательные устройства могут иметь различную схему организации в зависимости от конструкции аппарата.
Трансформатор для сварки
Сварочный аппарат постоянного тока в своей конструкции включает в качестве основного элемента трансформатор, обеспечивающий понижение нормального сетевого напряжения с 220 В до 45-80 В.

Схема устройства трансформатора для сварки.
Этот элемент конструкции функционирует в дуговом режиме с максимальной мощностью.
Трансформаторы, используемые в конструкции, должны выдерживать при работе большие значения токов, номинальная сила которых составляет 200 А. Вольтамперные показатели трансформатора должны полностью соответствовать спецтребованиям, которые обеспечивают режимы работы дуговой сварки.
Некоторые самодельные трансформаторные сварочные аппараты являются простыми в своей конструкции. В них отсутствуют допустройства регулировки параметров токов. Регулировка технических параметров такого устройства осуществляется несколькими способами:
- при помощи узкоспециализированного регулятора;
- путем переключения числа витков катушки.
Трансформатор сварочного агрегата состоит из следующих конструктивных элементов:
- магнитопровод, изготовленный из пластин трансформаторной стали;
- две обмотки — первичная и вторичная, этот компонент трансформатора имеет выводы для подключения устройств регулировки параметров рабочего тока.

Схема обмотки трансформатора.
Трансформатор, используемый в сварочном аппарате, не имеет регулировочных устройств, обеспечивающих регулировку тока и его ограничение на рабочей обмотке. Первичная обмотка сварочного трансформатора оснащается выводами для подключения регулирующих схем и устройств, позволяющих осуществлять настройку сварочного устройства в зависимости от условий эксплуатации и параметров входящего тока.
Основная часть трансформатора — магнитопровод. Чаще всего при конструировании самодельных сварочных аппаратов используются магнитопроводы от списанного двигателя, старого силового трансформатора. Каждая конструкция магнитопровода имеет свои нюансы в конструкции. Основными параметрами, характеризующими магнитопровод, являются следующие:
- размер магнитопровода;
- количество витков обмоток на магнитопроводе;
- уровень напряжения тока на входе и на выходе устройства;
- уровень потребляемого тока;
- максимальный ток, получаемый на выходе устройства.
Эти основные характеристики определяют пригодность трансформатора для использования в качестве устройства, способствующего формированию дуги, а также приспособления, способствующего образованию качественного сварного шва.
Возможные детали при создании аппарата для сварки

Схема сварочного выпрямителя.
При создании аппарата для сварки своими руками стабильность электродуги достигается постоянством потенциала. Стабильность дуги обеспечивает качество образующихся швов. Постоянство потенциала достигается путем применения высокомощных выпрямителей, выполнение которых осуществляется на диодах, выдерживающих токи до 200 А, таких, например, как В-200.
Эти диоды имеют большие размеры и требуют обязательного использования для организации качественного теплоотведения массивных радиаторов. Это обстоятельство требуется учитывать при изготовлении корпуса конструкции. Лучшим вариантом при создании конструкции будет использование диодного спецмоста. Диоды можно смонтировать параллельно, что позволяет в значительной мере повысить выходной ток.
Собирая своими руками конструкцию, требуется подстраивать все его компоненты. При некачественном подборе или неправильном расчете конструкция может оказывать влияние на качество сварки.
Иногда при соответствующем подборе деталей и комплектующих может получиться по-настоящему уникальный прибор, который имеет мягкое и легкое зажигание электродуги, а сваривание деталей можно осуществлять даже с очень тонкими стенками, при практически полном отсутствии разбрызгивания жидкого металла.
Принципиальная схема самодельного сварочного агрегата
Можно изготовить самодельный сварочный аппарат на основе транзисторного или тиристорного управления. Более надежными являются тиристоры. Эти элементы конструкции управления способны выдерживать замыкание на выходе и достаточно быстро способны выходить из этого состояния. Эти компоненты системы управления не требуют монтажа мощных радиаторов охлаждения. Это связано с тем, что конструктивные элементы имеют низкое тепловыделение.

Принципиальная схема самодельного аппарата для сварки.
Система управления, созданная на транзисторах, способна значительно быстрее выйти из рабочего состояния, так как транзисторы существенно быстрее перегорают при возникновении перегрузок и являются более капризными в эксплуатации. Схема, созданная на основе тиристоров, отличается простотой и высокой надежностью.
Блок управления, основанный на этих элементах, обладает следующими преимуществами:
- плавная регулировка;
- наличие постоянного тока.
При осуществлении сваривания стали толщиной 3 мм потребляемый ток около 10 А. Ток сваривания подается путем нажатия специального рычага на вилке, которая удерживает электрод.
Такая конструкция позволяет повысить безопасность в процессе осуществления работ, работать с высоким напряжением, которое обеспечивает стабильность горения дуги. В случае использования в работе обратной полярности имеется возможность проведения сварочных работ с очень тонким листовым металлом.
Конструкция аппарата для сваривания

Устройство самодельной сварки.
Выпрямитель устройства представляет собой своеобразную этажерку, изготовленную из алюминиевых пластин, которая стягивается шпильками. Каждая пара диодов, входящих в конструкцию выпрямителя, зажимается между пластинами толщиной в 1 мм и размерами 44 х42 мм.
Транзистор, конденсаторы, тиристоры, стабилитроны, диоды и резисторы монтируются на стеклотекстолитовой плате.
В конструкцию сварочного агрегата входят следующие элементы:
- переключатель пакетный, рассчитанный на 16 и более ампер;
- вентилятор;
- диоды, рассчитанные на работу при токе в 16 и более ампер;
- конденсаторы, рассчитанные на работу при напряжении 400 и более вольт;
- конденсаторы, рассчитанные на работу при напряжении 1000 и более вольт;
- тиристоры КУ221 А, устанавливаемые для их охлаждения на радиатор;
- диоды КД13А или КД2997А, монтируемые на радиаторах с тиристорами;
- резисторы марки С5-16 или более мощные;
- винты, шайбы необходимые для сборки аппарата;
- пластины алюминия.
Для проведения монтажных работ потребуются следующие инструменты:
- паяльник;
- плоскогубцы;
- отвертка, нож, ножовка;
- молоток;
- дрель.
Сварочный агрегат, изготовленный с помощью этих элементов можно использовать для проведения сварочных работ в домашнем хозяйстве. Он с легкостью осуществляет сваривание большинства металлических изделий.
 Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
 Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
- Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
- Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
- Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
- Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
 транзисторов;
транзисторов;- диодов;
- дросселей;
- готовых трансформаторов;
- конденсаторов;
- резисторов;
- тиристоров.
 транзисторов;
транзисторов;Параметры для аппарата можно выбирать такие:
- Он должен работать с электродами, диаметр которых не превышает 5 мм.
- Максимальный показатель рабочего тока равен 250 А.
- Источник напряжения — сеть бытовая на 220 В.
- Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
Начинаем с намотки трансформатора и действуем в такой последовательности:
- Возьмите ферритовый сердечник.
- Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
- Вторая обмотка — 15 витков, проводом с сечением 1 мм).
- Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
- Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
- Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
 Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
- Возьмите трансформаторное железо сечением от 30 до 55 с м 2 . Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
- Возьмите медный обмоточный провод сечением около 5 мм 2 , оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
- Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
- Готовый трансформатор установите в корпус.
- Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
- Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
- стержень графитовый из старой батарейки;
- бокорезы или пассатижи;
- нож;
- сухая тряпка;
- наждачная бумага;
- перчатки;
- 20 см проволоки диаметром 5 мм из алюминия или меди;
- 6 см проволоки ПЭВ 0,5 из меди;
- изолента;
- провод многожильный;
- любой металлический зажим;
- трансформатор от блока питания микроволновки с выпрямителем, или старого телевизора или приемника.
 стержень графитовый из старой батарейки;
стержень графитовый из старой батарейки;Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита. Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации. Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Сварочные работы в домашних условиях давно стали обычным делом. Доступность аппаратов и расходных материалов, возможность недорого обучиться на курсах сварщиков, различные методички для получения самостоятельных навыков. Все эти факторы дают возможность сэкономить на оплате труда профессионального сварщика, и повысить оперативность работ.
Однако, если внимательно изучить рынок сварочных аппаратов, выясняются неприятные моменты:
- Качественные сварочники имеют высокую стоимость, выгоднее несколько раз нанять специалиста (если, конечно, вы не занимаетесь этими работами постоянно).
- Доступные по цене агрегаты имеют ряд недостатков: низкая надежность, плохое качество шва, зависимость от питающего напряжения и типа расходников.

Отсюда вывод: если необходимо высокое качество оборудования по доступной цене, придется сделать сварочный аппарат из доступных материалов своими руками.
Прежде чем рассматривать варианты самодельных сварочников, разберем принцип их работы
В основе работы любого агрегата лежит закон Ома. При неизменной мощности, имеется обратная зависимость между током и напряжением. Для нормальной работы требуется сила тока 60–150 А. Только в этом случае металл в зоне сварки будет плавиться. Представим себе сварочный аппарат, который работает напрямую с напряжением 220 вольт. Для достижения требуемой силы тока, потребуется мощность 15–30 кВт. Во-первых, для этого надо будет прокладывать отдельную линию энергоснабжения: большинство вводов в жилые помещения ограничены техническими условиями на уровне 5–10 кВт. Кроме того, для такой силы тока потребуется проводка сечением не менее 30 мм². Варить придется с соблюдением мер защиты при работе в электроустановках до 1000 вольт: резиновые боты, перчатки, ограждение рабочего места, и прочее.
Разумеется, обеспечить такие условия в реальности невозможно.
Поэтому любой сварочный аппарат преобразует напряжение (в сторону понижения): на выходе получаем искомый ток при сохранении разумной мощности.
Оптимальное значение напряжения — 60 вольт. При сварочном токе 100 А, это вполне приемлемые 6 кВт мощности. Как преобразовать напряжение?
Существуют четыре основных типа сварочных аппаратов
- Трансформатор. Устройство работает на переменном токе. Основной узел ничем не отличается обычного блока питания: на входе 220 вольт, на выходе требуемые 60 вольт. За счет возможности механического перемещения вторичной обмотки по сердечнику, меняется значение рабочего тока.Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
- Выпрямитель. По сути, это тот же трансформатор, только с диодным (тиристорным) выпрямителем в цепи вторичной обмотки.После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
 Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста.
Преимущества: простота и дешевизна конструкции, ремонтопригодность.Недостатки: большие размер и вес, переменный ток приводит к нестабильному формированию сварочного шва, для работы требуется высокая квалификация специалиста. После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
После преобразования напряжения на трансформаторе (с традиционным механическим регулятором силы тока), вторичное переменное напряжение выпрямляется одним из способов. В примитивных (недорогих) конструкциях применяется диодный мост. Более продвинутые схемы работают на тиристорной схеме, с возможностью регулировки параметров.Преимущества: стабильные параметры сварки, возможность работать с различными металлами, не требуется высокая квалификация мастера.Недостатки: более высокая стоимость, сложность в ремонте и обслуживании.Некоторые мастера переделывают простейший трансформаторный сварочник в аппарат постоянного тока. Для этого необходимо лишь собрать мощный выпрямитель, и подключить его к выходу вторичной обмотки. Для этого потребуются мощные диоды (собираем мост) и радиаторы для рассеивания тепла.
Общий недостаток рассмотренных схем — зависимость выходных параметров от качества электросети. Если есть просады напряжения (при сварке — это нормальное явление), меняются характеристики выходных напряжения и тока. За счет этого страдает качество сварочного шва. Поэтому ручная регулировка силы тока (перемещением обмоток) обязательна.
Любой из перечисленных аппаратов можно собрать самостоятельно. Проведем обзор технологий изготовления по моделям:
Трансформаторы (с выпрямителем или без него)
Сердце трансформатора — сердечник. Он набирается из пластин трансформаторной стали, изготовить которые вручную довольно проблематично. Правдами и неправдами исходный материал добывается на заводах, в строительных бригадах, на пунктах сбора металлолома. Полученная конструкция (как правило, в виде прямоугольника) должна иметь сечение не меньше, чем 55 см². Это довольно тяжелая конструкция, особенно после укладки обмоток.
При сборке обязательно надо предусмотреть регулировочный винт, с помощью которого можно двигать вторичную обмотку относительно неподвижной первички.

Чтобы не вдаваться в сложности расчетов сечения проводов, возьмем типовые параметры:
- сила тока на вторичке 100–150 А;
- напряжение холостого хода 60–65 вольт;
- рабочее напряжение при сварке 18–25 вольт;
- сила тока на первичной обмотке до 25 А.
Исходя из этого, сечение провода первички должно быть не менее 5 мм², если делать с запасом — можно взять провод 6–7 мм². Изоляция должна быть жаростойкой, из материала, не поддерживающего горение.
Вторичная обмотка набирается из провода (а лучше медной шины), сечением 30 мм². Изоляция тряпичная. Пусть толщина вас не пугает, количество витков на вторичке небольшое.
Количество витков первичной обмотки определяется по коэффициенту 0.9–1 виток на вольт (для наших параметров).
Формула выглядит так:
W(количество витков) = U(напряжение) / коэффициент.
То есть, при напряжении в сети 200–210 вольт, это будет порядка 230–250 витков.
Соответственно, при напряжении вторички 60–65 вольт, количество ее витков составит 67–70.
С технической точки зрения трансформатор готов. Для удобства использования рекомендуется выполнить небольшой запас по вторичной обмотке, с несколькими ответвлениями (на 65, 70, 80 витках). Это позволит уверенно работать в местах с пониженным напряжением сети.
Прятать агрегат в корпус, или оставлять открытым — это вопрос безопасности использования. Типовой изготовленный сварочный трансформатор своими руками выглядит так:

Оптимальный материал для корпуса — текстолит 10–15 мм.
Добавляем выпрямитель
Самодельный мощный сварочный трансформатор с точки зрения схемотехники — обычный блок питания. Соответственно выпрямитель устроен так же просто, как в сетевом заряднике для мобильного телефона. Только элементная база будет выглядеть на несколько порядков массивнее.
Как правило, в простую схему из диодного моста добавляют пару конденсаторов, гасящих импульсы выпрямленного тока.

Можно собрать выпрямитель и без них, но чем ровнее ток, тем качественней получается сварочный шов. Для сборки собственно моста применяются мощные диоды типа Д161–250(320). Поскольку при нагрузке на элементах выделяется много тепла, его нужно рассеивать с помощью радиаторов. Диоды крепятся к ним с помощью болтового соединения и термопасты.

Разумеется, ребра радиаторов должны либо обдуваться вентилятором, либо выступать над корпусом. Иначе вместо охлаждения они будут греть трансформатор.
Мини сварочный трансформатор
Если вам не нужно варить рельсы или швеллера из стали 4–5 мм, можно собрать компактный сварочник для спайки стальной проволоки (изготовление каркасов для самоделок) или сварки тонкой жести. Для этого можно взять готовый трансформатор от мощного бытового прибора (идеальный вариант — микроволновка), и перемотать вторичную обмотку. Сечение провода 15–20 мм², потребляемая мощность не более 2–3 кВт.

Расчет схемы производится также, как и для более мощных агрегатов. При сборке выпрямителя можно использовать менее мощные диоды.
Микросварочник
Если сфера применения ограничена спайкой медных проводов (например, при монтаже распределительных коробок), можно ограничиться конструкцией размером с пару спичечных коробков.
Выполняется на транзисторе КТ835 (837). Трансформатор изготавливается самостоятельно. Фактически — это высокочастотный повышающий преобразователь.
В отличие от традиционных сварочников, в данной схеме используется высокое напряжение, до 30 кВ. Поэтому при работе следует соблюдать осторожность.
Трансформатор мотаем на ферритовом стержне. Две первичные обмотки: коллекторная (20 витком 1 мм), базовая (5 витков 0.5 мм). Вторичная (повышающая) обмотка — 500 витков 0.15 проволоки.

Собираем схему, припаиваем по схеме резисторную обвязку (чтобы трансформатор не перегревался на холостом ходу), аппарат готов. Питание от 12 до 24 вольт, с помощью такого аппарата можно сваривать жгуты проводов, резать тонкую сталь, соединять металлы толщиной до 1 мм.

В качестве сварочных электродов можно использовать толстую швейную иглу.
Инвертор (импульсный блок питания для сварки)
Самодельный инверторный сварочный аппарат нельзя изготовить просто «на коленке». Для этого потребуется современная элементная база и опыт работы с ремонтом и созданием электронных устройств. Однако, не так страшна схема, как ее малюют. Подобных устройств сделано великое множество, и все они работают не хуже фабричных аналогов. К тому же, чтобы создать импульсный сварочный аппарат своими руками, не обязательно приобретать десятки дорогостоящих радиодеталей и готовых узлов. Большинство из них, особенно высокочастотные элементы для блока питания, можно позаимствовать у старых телевизоров или БП от компьютера. Стоимость близкая к нулю.
Рассматриваемый инвертор имеет следующие характеристики:
- Ток нагрузки на электродах: до 100 А.
- Потребляемая мощность от сети 220 вольт — не более 3.5 кВт (ток порядка 15 А).
- Используемые электроды до 2.5 мм.
На иллюстрации изображена готовая схема, которая неоднократно опробована многими домашними мастерами.

Конструктивно инвертор состоит из трех элементов:
- Блок питания для схемы преобразователя и управления. Выполнен на доступной элементной базе, с применением оптрона от старого блока питания компьютера. При самостоятельном изготовлении трансформатора стоимость практически нулевая: детали копеечные. Номиналы и названия радиоэлементов на иллюстрации.
- Блок задержки заряда конденсаторов (для стартовой дуги). Выполнен на базе транзисторов КТ972 (абсолютно не дефицит). Разумеется, транзисторы устанавливаются на радиаторы. Для коммутации достаточно обыкновенного автомобильного реле с токовой нагрузкой на контактах до 40 А. Для ручного управления установлены обычные защитные автоматы (пакетники) на 25 А. Выходные 300 вольт — холостой ход. При нагрузке напряжение 50 вольт.
- Трансформатор тока — самый ответственный узел. При сборке особое внимание следует обратить на точность катушек индуктивности. Некоторую подстройку можно выполнить с помощью переменного резистора (на схеме выделен красным цветом). Однако если параметры не буду согласованными, требуемой мощности дуги достичь не удастся.ШИМ реализуется на микросхеме US3845 (одна из немногих деталей, которую придется покупать). Силовые транзисторы — все те же КТ972 (973). Некоторые элементы на схеме импортные, однако их легко можно заменить на доступные отечественные, поискав аналоги на сайте datasheet.Высокочастотный блок выполнен из частей строчного трансформатора от телевизора.
На выход сварочного инвертора подключаются рабочие провода длиной не более 2 метров. Сечение не менее 10 квадратов. При работе с электродами до 2.5 мм, падение тока минимальное, шов получается гладкий и ровный. Дуга непрерывная, не хуже заводского аналога.
При наличии активного охлаждения (вентиляторы от того-же компьютерного блока питания), конструкцию можно компактно упаковать в небольшой корпус. Учитывая высокочастотные преобразователи, лучше использовать металл.

Чем сложнее самодельный сварочный аппарат, тем ощутимей экономия. Именно простые трансформаторы обходятся дороже, по причине использования дорогостоящей меди в обмотках или трансформаторного железа. Импульсные блоки питания, особенно при наличии в запасе старых деталей от типовых электроприборов, обходятся практически бесплатно.
Видео по теме
Собираем своими руками сварочный аппарат постоянного тока — Моя ковка
Любой магазин инструментов в настоящее время может предложить довольно большой ассортимент разнообразных сварочных аппаратов различной ценовой категории. Большую часть сварочных агрегатов, до 70%, занимают сварочные инверторы, а прочие «сварочники» приходятся на аппараты трансформаторного типа. Не все люди могут приобрести промышленное изделие для производства электросварочных работ, а некоторые сами хотят сделать сварочный аппарат своими руками.

Домашний сварочный аппарат не сможет выполнять сложные задачи, однако для мелких работ мощности будет достаточно.
Что такое электросварка
Соединение металлических изделий между собой при помощи разогрева металла электрической дугой и дальнейшим его сплавлением в неразъемный шов называется электросваркой. Основным оборудованием в таком сварочном процессе является аппарат для сварки, а главным инструментом для соединения металлических вещей служит электрод. Агрегат для сварки служит источником переменного или постоянного тока, который посредством электрода поджигает дугу, расплавляющую металл. Качество сварного соединения при сварке постоянными токами значительно выше, чем такое же соединение, выполненное «переменкой». Не стоит сбрасывать со счетов опыт электросварщика, хотя популярные сегодня сварочные инверторы позволяют проводить качественную сварку металлов чуть ли не с первого раза. Именно поэтому для большинства разнообразных сварных работ используют сварочные аппараты, использующие в своей работе постоянный род тока.
Вернуться к оглавлению
Простейший сварочный аппарат: инструкция

Схема самодельного сварочного аппарата постоянного тока.
Для небольших домашних работ по сварке можно собрать самодельный компактный аппарат, обладающий небольшой мощностью. Это, конечно, не инвертор, но нужная вещь. При решении задачи создания сварочного «помощника» можно использовать различные конструктивные особенности.
Простейший прибор для сварки представляет собой сварочный трансформатор с двумя обмотками: сетевой и рабочей. Сетевая рассчитывается на напряжение сети, обычно 220-240 вольт, а рабочая рассчитывается на пониженное напряжение от 70 до 45 вольт, причем изменение тока обычно происходит изменением числа витков рабочей обмотки, ее отводами. В качестве железа для трансформаторов можно использовать старые асинхронные двигатели или промышленные понижающие трехфазные трансформаторы типа ТОЗ и т.п.
Первичная обмотка должна быть рассчитана на 25-ти амперный ток, вторичная или рабочая — на 160 А. Это находит свое отражение в сечении применяемых проводов. Для приблизительной оценки токовой нагрузки на 1 кв. мм допускаем 10 А, для алюминиевых — 4 А. Определяем площадь сечения окна трансформаторного железа в кв. см, затем находим количество витков обмоток, если нужное количество для одного вольта определяется как 48, поделенное на площадь сечения окна железа трансформатора. Рассчитать аппарат — это полдела, главное — собрать.
Созданное по расчетам изделие является простейшим сварочным устройством переменного тока, конструкция аппарата зависит от использованных материалов.
Вернуться к оглавлению
Вам может быть интересно: Все о климатических установках.
Сделаем сварочный аппарат постоянного тока своими руками
Чтобы сварочные аппараты переменного тока превратились в «сварочники» постоянного рода тока, необходимо ограничить скорость изменения тока дросселем и выпрямить переменный диодами или выпрямительным мостом.

Устройство самодельного сварочного полуавтомата.
Диоды должны соответствовать выходному току в 200 А и иметь достаточно хорошее охлаждение, чтобы первая же сварка не вывела их из строя. Это в полной мере относится к дросселю. Использование этих приспособлений совместно со сварочным агрегатом переменного тока превращают его в аппарат постоянного тока. Становится возможным сварка электродами постоянного тока, и расширяется ассортимент свариваемых металлов. Становится доступна сварке нержавеющая сталь и чугун. Аппарат для сварки может варить подобно инвертору, хотя тут сварщику требуется довольно большой опыт работы.
Вернуться к оглавлению
Меры предосторожности при работе со сварочным электрооборудованием
Сварка — это довольно опасный и травматический вид деятельности, а электросварка добавляет к ней наличие возможности поражения сварщика электрическим током. Самое главное, что должен четко представлять электросварщик, что электрический ток невидим и опасен для жизни, но все оборудование должно быть надежно заземлено, и это заземление должно быть прочным и видимым. Это простейшая заповедь спасла многих, кто ее соблюдал. Наличие опасного для человека напряжения на незаземленном оборудовании приведет к электротравме, притом те же повреждения на заземленном агрегате просто его отключат автоматическим выключателем.
Другая опасность для человека — это ультрафиолетовый спектр электрической дуги, который поражает органы зрения (быстро) и кожные покровы, вызывая ожоги. Поэтому наличие защитной специальной сварочной одежды и маски для сварщика обязательно. Следует оградить от сварочной дуги окружающих, которые при смотрении на нее могут получить ожоги глаз.
Соблюдение изложенных правил позволит сделать сварные работы безопасными.
Сварочный инвертор своими руками из подручных материалов: Инструкция +Видео схема
 Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Сварочные работы очень востребованы в любых сборочных и ремонтных работах. Качественная варка металла высоко ценится и оплачивается. Для того, чтобы выполнять самому все сварочные работы необходим личный аппарат. И совсем необязательно его покупать. Можно собрать установку для инверторной сварки своими руками. Который ни на грамм не будет уступать конвейерным представителям.
Общие сведения о сварочном инверторе
Каждый настоящий хозяин должен иметь в своем хозяйстве аппарат для сварки.
Это устройство незаменимо и в сельхоз подсобьях, и в строительстве и обустройстве дома, и в обслуживании автомобиля и ещё много где.
К тому же выполнить инверторную сварку своими руками вполне возможно, даже если вы не профессиональный электрик.
Технические показатели
Показатели сварочного инвертора собранного самостоятельно, будут следующими:
- Напряжение 220В.
- Сила тока на входе в устройство – 32 А, а на выходе -250А.
- Подобная установка сможет выполнять сварочную работу электродом 5-ой с длинной дуги до 1см.
- КПД его будет не ниже покупных.
 Напряжение 220В.
Напряжение 220В.Элементы собираемой конструкции
- блок для питания,
- драйверы силовых ключей,
- силовой блок.
Инструменты необходимые для выполнения сборки
- нож, комплект отверток, ножовка по металлу,
- паяльник для работы с электросхемой,
- резьбовые крепежные элементы,
- тонкий лист металла,
- элементы для микросхемы, медные провода и полосы,
- кассовая термобумага, стеклоткань, текстолит, слюда.
Изготовление инверторной сварки своими руками
Сбор блока питания
Самым важным узлом для этого блока инвертора будет трансформатор. С помощью него обеспечивается подача стабильного напряжения.
Его делают из четырех обмоток:
- первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
- первая вторичная – 15 витков выполненных из провода ПЭВ 1мм в диаметре;
- вторая вторичная – 15 витков выполненных из провода ПЭВ 0,2мм в диаметре;
- третья вторичная – 20 витков выполненных из провода ПЭВ 0,3 мм в диаметре.
 первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;Завершив намотку первичной обмотки, следует провести изоляцию полученной поверхности стеклотканью. А затем наматывать слой экранирующего провода. Причем его витки должны закрывать весь первый слой.
Важно! Обмотку трансформатора лучше делать равномерно по всей ширине каркаса. Так влияние перепадов напряжения будет минимально.
Провод для экранирования нужно брать одного диаметра с первичной обмоткой и наматывать в одинаково направлении. Это условие относиться ко всем остальным обмоткам. Каждый слой обмотки изолируется друг от друга стеклотканью или малярным скотчем.
Правильно подобранные резисторы к электронной схеме обеспечат силу напряжения передающегося от блока питания на реле в диапазоне 20-25В. Диоды в схеме должны быть собраны согласно методу «косого моста».
В процессе работы устройства, диоды будут значительно нагреваться, поэтому к ним обязательно нужно прикрепить радиаторы. Иногда с этой целью заимствуют у старого компьютера охлаждающие элементы. Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Выводы диодов необходимо направить в одну сторону с выводами транзисторов, обеспечивающих трансформацию постоянного тока в переменный.
Длинна проводов, для соединения выводов, должна быть меньше 15 см. Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Сбор силового блока
Основной узел силового блока – трансформатор. Он понижает напряжение высокочастотного тока, а силу увеличивает.
Дня такого трансформатора необходимы два сердечника Ш20х208 2000 нм. Зазор между ними лучше обеспечить с помощью газетной бумаги.
Обмотка трансформатора должна быть сделана из медной полосы шириной в 40мм и толщиной 0,25 мм.
Все слои должны быть дополнительно обмотаны кассовой лентой с целью термоизоляции.
Вторичная обмотка выполняется тремя слоями медных полос с фторопластовой лентой между каждым из них.
Итого трансформаторная обмотка должна состоять из 12 витков х 4 витка, 10 кв.мм х 30 кв.мм.
Термоизоляцию можно выполнить обычной бумагой, но лентой от кассового аппарата будет более долговечно.
Необходимо учитывать, что в процессе эксплуатации устройства сделанный трансформатор будет значительно перегреваться, поэтому необходимо предусмотреть охлаждающий кулер. Например, от старого компьютера.
Состав инверторного блока
Данный блок устройства постоянный ток преобразует в переменный высокочастотный. Наилучшим вариантом будет сбор такого блока из двух транзисторов средней и ниже мощностей. Тогда и частота тока будет стабилизирована, и шум, в процессе эксплуатации, минимальным.

В самодельном сварочном инверторе необходимо закладывать минимум шесть охлаждающих маломощных вентилятора от компьютера, или же один мощный, направив его на обдувание понижающего силового трансформатора. В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трансформатора.
Для большей защиты от перегрева устройства устанавливается термодатчик к наиболее греющемуся радиатору. Его функция при достижении максимально допустимой температуры отключать питание на весь аппарат.
Приблизительная схема самодельного сварочного инвертора
Выполненная обмотка трансформатора крепится на основу агрегата с помощью нескольких скоб.
Платы делаются с помощью фольгированного текстолита толщиной в 1мм. Для понижения нагрузки в платах формируют несколько небольших прорезей.
В качестве основы агрегата используют пластину гетинакса толщиной в 0,5 см с круглой прорезью в центре для вентилятора.
Важно! Все провода должны располагаться так, что бы между ними было е пространство.
На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды. Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм.
Описание основных неисправностей сварочного инвертора и его ремонт
Определения причин поломки следует начать с внешнего осмотра. Если обнаружены места с плохим контактом, их отсоединяют, зачищают и соединяют их снова.
Достаточно часто встречаются следующие неисправности:
- Излишнее потребление тока при полном отсутствии нагрузки.
В этом случае, скорее всего, замкнулись витки. Нужно просто выполнить перемотку и улучшить изоляцию слоя. - Частое падение сварочной дуги.
Наиболее вероятен пробой обмотки, вследствие чего, в цепь поступает завышенное напряжение. - Неверная регулировка сварочного тока.
Возможны замыкания в зажимах или дроссельной катушке, отказ регулирующего ток винта. - Ток недостаточен.
Это говорит о том, что в сети упало напряжение. В этом случае проверяют исправность регулятора. - Повышенная шумность трансформатора.
Часто повышение шума сопровождается перегревом аппарата. В подобных случаях необходимо проверить крепления стягивающие части магнитопровода, крепления механизмов перемещения, сердечника катушки. Скорее всего, возникло замыкание в сварочных проводах. - Самостоятельное отключение аппарата.
Следует предположить замыкание в электро цепи, которое вызвало автоотключение.
 Частое падение сварочной дуги.
Частое падение сварочной дуги.Кроме того, самым слабым местом инвертора всегда будет колодка клеммы для подключения сварочного кабеля.
Сварочный инвертор своими руками: схема сборки и описание
Сварочный инвертор, изготовленный своими руками, по функциональности и производительности ничуть не уступает своему заводскому аналогу. При этом, обойдется совсем недорого. Мы расскажем, как собрать самодельный аппарат пошагово.
Сварочное оборудование инверторного типа используется в мастерской и мобильными бригадами. Отличается малым весом и габаритами, высоким качеством сварного шва. Домашнему мастеру тоже не помешает свой аппарат, покупать который часто не по карману. В таком случае можно собрать сварочный инвертор своими руками. Даже самая простая схема позволит работать электродами диаметром 3–4 мм и использовать аппарат для личных нужд. Согласно описанию ему достаточно питания от бытовой сети 220 В.

Рисунок 5 — Схема инверторного сварочного аппарата
Как работает сварочный инвертор
Внутри инвертора происходит выпрямление входного напряжения. Затем преобразованное напряжение с помощью транзисторных ключей трансформируется в переменный ток высокой частоты. Далее происходит выпрямление переменного тока в постоянный.

Рисунок 2 — Схематическое устройство инвертора
Установка ключевых транзисторов высокой мощности и диодного моста сокращает габариты трансформатора. На выходе получается высокочастотный ток 30–90 кГц. Диодный выпрямитель дает на выходе постоянное напряжение. Оно преобразуется в постоянный ток фильтром из нескольких конденсаторов большой емкости, что необходимо для сглаживания пульсации.
Диодный мост и фильтр представляют блок питания инвертора. На входе стоят ключевые транзисторы, обеспечивающие питание импульсного трансформатора. За ним подключается высокочастотный выпрямитель, выдающий постоянный ток высокой частоты.
Схема считается простой и доступной для самостоятельной реализации.
Перечень необходимых материалов и инструментов
Инверторная сварка своими руками будет потреблять 32 А, а после преобразования выдавать ток 250 А, который обеспечит прочный и качественный шов. Для реализации задачи потребуются следующие комплектующие:
- трансформатор с ферритным сердечником для силовой части;
- медная жесть для обмоток;
- провод ПЭВ;
- стальные листы для корпуса или готовый короб;
- изолирующий материал;
- текстолит;
- вентиляторы и радиаторы;
- конденсаторы, резисторы, транзисторы и диоды;
- ШИП-контроллер;
- кнопки и переключатели передней панели;
- провода для соединения узлов;
- силовые кабели большого сечения.
Зажим для массы и держатель рекомендуется приобрести в магазине специнструмента. Некоторые умельцы делают держатель из стальной проволоки сечением 6 мм. Перед началом сборки своего сварочного инвертора рекомендуется посмотреть обучающее видео, изучить пошаговую инструкцию и распечатать схему. Из инструментов нужно приготовить паяльник, пассатижи, нож, набор отверток и крепеж.
Простые схемы инверторной сварки
Первый шаг на пути к изготовлению сварочного инвертора – выбор проверенной рабочей схемы. Существует несколько вариантов, требующих детального изучения.
Самый простой сварочный аппарат:

Принципиальная электрическая схема сварочного инвертора:

Рисунок 4 — Принципиальная электрическая схема сварочного инвертора
Схема инверторного сварочного аппарата:

Рисунок 5 — Схема инверторного сварочного аппарата
Процесс поэтапной сборки
Комплектующие самодельного сварочного инвертора монтируются на основание из плиты гетинакса толщиной 5 мм. В центре делается круглое отверстие под вентилятор. Потом его ограждают решеткой. На переднюю панель корпуса выводят светодиоды, тумблеры и ручки резисторов. Располагать провода следует с воздушным зазором. В дальнейшем корпус нужно будет закрыть кожухом из листов текстолита либо винипласта толщиной не меньше 4 мм. В месте крепления электрода устанавливается кнопка. Ее и кабель подключения тщательно изолируют.
Перемотанный трансформатор размещается на панели. Для крепления понадобятся скобы из медной проволоки диаметром не менее 3 мм. Под платы используют фольгированный текстолит толщиной 1 мм. В каждой делают меленькие прорези для снижения нагрузки на диодных выводах. Крепят платы навстречу выводам транзисторов. Последовательность и правильность сборки сверяется со схемой самодельного инвертора.

На плату припаиваются конденсаторы, количеством около 14 штук. Они выведут выбросы трансформатора в цепь питания. Нейтрализовать резонансные выбросы тока трансформатором помогут встроенные снабберы, содержащие конденсаторы С15 и С16. Снабберы выбирают хорошего качества и проверенных производителей, потому что у них в инверторе очень важная роль. Они должны снизить резонансные выбросы и потери IGBT в момент отключения. Устройства забирают на себя всю мощность, что снижает выделение тепла в несколько раз. Лучшими признаны модели СВВ-81 и К78-2.
Для охлаждения и защиты от перегрева хорошо подходят радиаторы от компьютеров системных блоков типа Pentium 4 и Athlon 64.
Корпус сварочного инвертора
Корпус понадобится для компактного размещения всех компонентов. По ширине в нем должен свободно разместиться трансформатор. Еще 70% пространства отводится под все остальное. Для установки плат должны быть перемычки.
Верхний защитный кожух можно согнуть из листа 0,5–1 мм, сварить или сделать составным из нескольких пластин. В листах, закрывающих боковые стенки, выполнить вентиляционные отверстия. На корпусе должна быть ручка для транспортировки.
Конструкция должна легко разбираться. На фронтальной панели делают пазы под установку кнопки включения, переключателей тока, ШИМ-контроллера, световых индикаторов и разъемов.
В качестве декоративного покрытия подойдет обычная или молотковая краска красного, синего и оранжевого цветов.

Где взять блок питания и как его подключить
Блок питания сварочного инвертора вполне можно сделать из бесперебойника. Потребуются только трансформатор и корпус ИБП с удаленной остальной начинкой. Входом будет обмотка с большим сопротивлением и «родное» гнездо на торце корпуса. После подачи напряжения 220 В нужно найти пару с разностью потенциалов 15 В. Эти провода станут выходом из БП. Здесь потребуется еще поставить диодный мост, к которому будут подключаться потребители. На выходе получится напряжение около 15 В, которое просядет под нагрузкой. Тогда вольтаж придется подбирать опытным путем.
Импульсный блок питания позволяет снизить габариты и вес трансформатора, сэкономить материалы. Мощные транзисторы постоянного напряжения, установленные в инверторной схеме, обеспечивают переключение с 50 до 80 кГц. С помощью группы мощных диодов (диодного моста) получается на выходе постоянное пульсирующее напряжение. Конденсаторный фильтр выдает после преобразований постоянное напряжение свыше 220 В. Модуль из фильтров и выпрямительного моста образует блок питания. БП питает инверторную схему. Транзисторы подключаются к понижающему трансформатору импульсного типа с рабочей частотой 50–90 кГц. Мощность трансформатора такая же, как у силового сварочного аппарата. На выходе из трансформатора ток высокой частоты запитывает выпрямитель, выдающий высокочастотный постоянный ток.
Сделать трансформатор можно на сердечниках типа Е42 из старого лампового монитора. Потребуется 5 таких приборов. Один пойдет для дросселя. Для остальных элементов нужны сердечники 2000 НМ. Напряжение холостого хода получится 36 В при длине дуги 4–5 мм. Выходные кабели рекомендуется заправить в ферритовые трубки или кольца.
Схема сварочного резонансного инвертора:

Рисунок 8 — Схема сварочного резонансного инвертора
Диодный мост
Диодный «косой мост» предназначен для трансформации в блоке питания переменного тока в постоянный. Правильный выбор резисторов позволит поддерживать напряжение 20–25 В между трансформатором и реле. При работе сборка будет сильно греться, поэтому ее монтируют на радиаторах от компьютера. Их потребуется 2 штуки для верхнего и нижнего элементов. Верхний ставится на прокладку из слюды, а нижний – на термопасту.
Выходные провода оставляют длиной 15 см. При установке мост отделяется прикрепленным к корпусу стальным листом.
Намотка трансформатора
Трансформатор – это силовая часть инвертора, отвечающая за понижение напряжения до рабочей величины и повышение силы тока до уровня плавления металла. Для его изготовления используют стандартные пластины подходящего размера или вырезают каркас из листов металла. В конструкции две обмотки: первичная и вторичная.

Рисунок 9 — Намотка трансформатора
Трансформатор наматывают полосой медной жести шириной 4 см и толщиной 0,3 мм, потому что важны ширина и небольшое сечение. Тогда физические свойства материала задействуются оптимально. Повышенного нагрева провод может не выдержать. Сердцевина толстого провода при высокочастотных токах остается незадействованной, что вызывает перегрев трансформатора. Проработает такой трансформатор максимум 5 минут. Здесь нужен только проводник большого сечения и минимальной толщины. Его поверхность хорошо передает ток и не нагревается.
Термопрослойку заменит бумага для кассового аппарата. Подойдет и ксероксная, но она менее прочная и может рваться при намотке. В идеале изолятором должна служить лакоткань, которая прокладывается минимум в один слой. Хорошая изоляция – залог высокого напряжения. По длине полоски должно хватать на перекрытие периметра и заход 2–3 см. Для повышения электробезопасности между обмотками прокладывают пластинки из текстолита.
Вторичная обмотка трансформатора выполняется 3 медными полосками, разделенными между собой фторопластовой пластинкой. Сверху еще раз идет слой термоленты.
Лента кассового аппарата в качестве изоляции имеет один недостаток – темнеет при нагреве. Но не рвется и сохраняет свои свойства.
Допускается заменить медную жесть проводом ПЭВ. Его преимущество в том, что он многожильный. Такое решение хуже использования медной полосы, потому что пучок проводов имеет воздушные прослойки и они слабо контактируют друг с другом. Суммарная площадь сечения получается ниже и теплообмен замедляется. В конструкции инвертора с ПЭВ делается 4 обмотки. Первичная состоит из 100 витков провода ПЭВ диаметром не более 0,7 мм. Три вторичные имеют соответственно 15+15+20 витков.
Подключение инверторного блока
Изготовление резонансного инвертора осуществляется на базе деталей от старого монитора либо телевизора. Используются компьютерный блок питания, его кулер и радиаторы.
Для защиты транзисторов применяются стабилитроны КС-213. Силовые транзисторы частотного типа должны быть рядом с трансформатором, чтобы гасить наводки и помехи.
Дорожки на текстолитовой плате толщиной 4–6 мм под силовой мост придется расширить с учетом того, что протекают токи порядка 30 А. Минимальное сечение питающего кабеля брать минимум 3 мм². Силовые диоды на выходе защищаются RC-цепочкой.

Рисунок 10 — Подключение инверторного блока
Конструирование и подключение системы охлаждения
Для хорошего охлаждения рабочих узлов в корпусе нужно предусмотреть достаточное количество вентиляционных отверстий. Их располагают на противоположных стенках. В качестве вентилятора используют кулер 220 В от старого компьютера на 0,15 А и выше.
Его ориентируют на вытяжку горячего воздуха. Приток холодного воздуха обеспечат отверстия.
Вентилятор располагают как можно ближе к трансформатору. Второй вентилятор должен обдувать радиатор с выпрямительными диодами. Работа сварочного инвертора связана с повышенным тепловыделением, поэтому нужно использовать не менее двух вентиляторов.

Рисунок 11 — Система охлаждения
Желательно установить на наиболее нагревающемся элементе термодатчик. При перегреве он сработает на отключение питания самого инвертора.
Механизм предотвращения залипания электрода
При работе электродами сварщики сталкиваются с проблемами при поджиге дуги и залипанием электродов. Электроды разогреваются, мощности потребляют больше, провода перегреваются от нагрузки и выбивают автоматы. Трансформатор гудит, стержни гнутся, и осыпается обмазка, а процесс не идет.
Решить проблему и сохранить сварочный инвертор поможет автоматический механизм предотвращения залипания. Собранный по схеме модуль встраивается в первичную и вторичную обмотку сварочного трансформатора. Устройство упростит работу, дуга станет проще зажигаться, и перегрузок сети не будет.

Рисунок 12 — Механизм предотвращения залипания электрода
Основная схема
Принцип работы схемы следующий. Вторичная обмотка сварочного трансформатора соединяется с выпрямителем переменного тока и со стабилизатором напряжения. Выход соединяется со слаботочным реле РЭС-10 на замыкание. Последовательно подключается керамический конденсатор С3. Он подбирается по мощности трансформатора, емкостью 2–10 мкФ и напряжением свыше 400 В. Выполняет функцию реактивного резистора.
После подачи питания на конденсатор во вторичной обмотке возникает переменное напряжение. Потом срабатывает реле Р2, размыкающее силовое реле Р1 с напряжением 220 В. Параллельно в обмотку включен конденсатор С4 с характеристикой 20–25 А. Его контакты закорачивают С3, и трансформатор включается в обычном режиме.
При стабильной дуге на вторичной обмотке напряжение держится в диапазоне 35–45 В. Этого достаточно для реле Р2. При коротком замыкании переменный ток исчезает на вторичной обмотке. В итоге Р2 обесточивается и выключает реле Р1. Первичная обмотка при этом питается лишь через конденсатор С3, на котором замыкается сетевое напряжение. Небольшой ток 150–200 мА безопасен для сети. Электроды не залипают, а если это и произошло, то легко отделяются. После стабилизации ситуации срабатывает реле и включается трансформатор на рабочий режим.
Все хорошо, но при коротком замыкании слышатся щелчки. От такой неприятности избавляются включением тиристоров в ключевом режиме по приведенной ниже схеме.

Рисунок 13 — Включение тиристоров в ключевом режиме
Конденсатор успешно заменяет лампа накаливания на 100–300 Вт. При коротком замыкании она вспыхнет.

Рисунок 14 — Схема с возможностью регулировки выходного тока
Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.

Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.

Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Проводники, выходящие от ШИМ, делают короткими, скручивают и укладывают дальше от источников помех. Ток инвертора постепенно повышается через резистор. Нижний ключ по показаниям осциллографа должен оставаться в пределах 500 В. Стандартный показатель составляет 340 В. Появление шума способно вывести из строя IGBT.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Поделитесь опытом изготовления инвертора своими руками в комментариях к данной статье.