Как варить красивые швы электродом
В современном мире сварной шов встречается практически везде, в любой отрасли. Но многие хозяева прибегают к услугам специалистов. Но данный навык можно с легкостью получить самому, тем более сварочный процесс очень увлекателен, от сварки обычного гаража вас может потянуть к изготовлению ажурной изгороди. Научиться варить несложно, достаточно разобраться с нюансами и можно смело переходить к сварочному процессу.
Подготовка
Прежде чем начать любое обучение и понять, как правильно варить электросваркой, необходимо запастись определенными принадлежностями. Для сварки необходимо приобрести:
- Сварочный аппарат – электросварка.
- Набор электродов. Их диаметры бывают разные и их необходимо подбирать в зависимости от плотности и толщины металлического участка. Необходимы для подвода тока к сварочному шву. Для начинающих можно приобрести стержни, с нагревающимся и легко плавящимся составом.

- Резиновые перчатки с длинным рукавом. Рекомендуется надевать замшевые.
- Маска с затемненным светофильтром.
- Плотная одежда.
- Молоток, необходимый для сбивания шлака (стекловидный материал).
- Щетка для зачистки швов.
- Трансформатор – используется для преобразования постоянного тока в переменный. Его применяют, как правило, когда нет необходимости в сварном шве высокого качества.
- Выпрямитель.

Вместо трансформатора и выпрямителя, можно для новичка использовать более простой механизм – инвертор. Он очень удобен и универсален. Им можно варить как алюминиевые сплавы, так и прочные сплавы из стали. С ним в комплекте идет также пара проводов с закрепленными с ними зажимами. На один конец вставляется электрод, а на вторую крепят детали, необходимые для сварки.
При сварке не стоит забывать о мерах безопасности.
Перед началом сварочных работ необходимо подготовить рабочую поверхность. Для этого нужно убрать с поверхностей ржавчину путем обработки ее шкуркой, болгаркой или наждачной бумагой.
Технология процесса электросварки
Сварка – процесс, возделываемый под действием высоких температур. Под ее воздействием обрабатываемые поверхности расплавляются, образуя так называемую ванну, в которой смешивается основной металл с металлической сердцевиной электрода.
Величина образовывающейся ванны может быть разной, в зависимости от исходного типа сварки, положения к поверхности, быстроты перемещения дуги и так далее. В среднем ширина сварки может быть 0,8 – 1,5 см, высота 1 – 3 см, а глубина около 0,6 см.
Кислород при соединении с металлом может оказать нежелательное влияние на стыковку шва, именно поэтому электрод покрыт специальной обмазкой, которая при плавлении образует такую зону из газа в области дуги и над расплавленной ванной, в какую не попадает воздух. Именно поэтому металл не взаимодействует с кислородом. Кроме того, поверх шва образуется шлак, который тоже препятствует взаимодействию сплава и кислорода.
Тренировка с зажиганием дуги
Перед любым видом деятельности необходимо набраться опыта. Так и в сварочном процессе, прежде чем приступить к сплаву нескольких металлов, необходимо потренироваться, делая на ненужном листе металла валики. Для этого необходимо очистить ржавую поверхность и грязь на нем.
Затем электрод зажимается в держателе аппарата для сварки (инверторе). Далее, для того чтобы доставить ток в зону плавки, нужно просто почиркать. Или также можно это делать движениями постукивания.
После того как будет создана выполненная электрическая дуга, электрод направляется на заготовку. Стоит отметить, что зазор между электрической дугой и металлической поверхностью должен быть на всем промежутке одинаковым, но не меньше 0,3 см и не больше 0,5 см.
Важно! Если зазор между дугой и металлом менять, то электрическая дуга порвется, а сварочный шов получится с недостатками, некрасивый.

Электрический стержень держат, как правило, под углом 71 градус. Его можно отклонять вперед или назад, как будет мастеру удобнее. В дальнейшем наклон можно изменять в зависимости от удобства мастера или от специфики сварки.
И также на данном тренировочном этапе необходимо прочувствовать необходимую силу тока электросварки, для того, чтобы подача осуществлялась стабильно. Если сила тока будет маленькой, то электрическая дуга будет гаснуть, а если, наоборот, большая, то металл начнет плавиться. Навык в работе сварки можно получить, прибегая к методу проб и ошибок.
Правильные движения электродом
После тренировки валиками, которые после усердных тренировок должны получаться примерно ровные и красивые, можно приступать к тренировке сварочных швов. Именно на этом этапе можно понять, как правильно класть идеальные швы электросваркой. Этот этап уже посилен начинающим, которые хорошо набили руку на валиках, прочувствовали необходимую силу тока, расстояние между зазорами и т. д.
д.
Для свариваемого шва необходимо сначала подготовить оборудование, как это описывалось выше (зажечь электрическую дугу). Отличительной чертой от предыдущего этапа является то, что рука мастера в этот раз движется не по прямой, а по косой траектории, совершая легкие колебательные движения с небольшой амплитудой. Выглядит это, как будто мастер перемещает раскаленный, плавящийся металл от одного края сварного элемента к другому.
Движение может отличаться и быть образом зигзага, петлевой или напоминать повторяющиеся изгибы похоже на елки и серпы.
Различают траекторию, производимую по трем направлениям:
- Поступательное. Перемещение электрода происходит вдоль его оси. Для этого достаточным будет поддержка стабильной длины электрической дуги.
- Продольное. Это один из самых тонких видов швов. Он похож на нитку. Для того чтобы его накладывать, необходимо придерживать высоту, зависимую от скорости, с которой перемещается электрический стержень. Для того чтобы закрепить полученный шов, необходимо проделать и поперечные направления движения.
- Колебательное. Данная траектория помогает получить необходимую ширину шва. Сделать их можно, совершая колебательные движения руки. Высота колебательной волны подбирается исходя из размера желаемого стыка.
Тренировку также необходимо проделывать на ненужном металлическом листе. Для начала начертите мелом линию так, чтобы ее было видно сквозь затемненное стекло сварочной маски Далее, вдоль этой линии необходимо прочерчивать электродом шов по одной из перечисленных выше траекторий. После того как стык остынет, от него молоточком отбивается шлак, и получается красивый шов.
После получения этих первоначальных навыков можно смело приступать к сварке соединительных швов. Они бывают абсолютно разной формы: горизонтальные, вертикальные, углообразные, стыковые, внахлест и другие. После того как прочувствуете, что ваша рука движется более или менее уверенно, много тренировались, можете только после этого попробовать сваривать красивые и ажурные швы.
Для визуального восприятия процесса сварки рекомендуем просмотреть данное видео 
Таким образом, можно самостоятельно обучиться очень нужному навыку работе с электросваркой. Для этого необходимо запастись определенными принадлежностями и инструментами. А также стоит помнить, что сварка очень опасное занятие, поэтому при работе с ней необходима специальная оснастка и меры защиты (шлем, перчатки, одежда). Чтобы освоить этот тип работы, необходимо предварительно потренироваться на ненужном листе металла.
Сварочный шов – один из самых надежных способов соединения деталей. Он используется в промышленности и в обычной повседневной жизни. Каждый домашний мастер время от времени пользуется сваркой. Хорошо, если он умеет варить сам, однако зачастую приходится обращаться к специалистам. А ведь сварке вполне можно научиться. Начинать следует с самого простого: электросварка для начинающих это, прежде всего, обучение выполнению различных швов. Более сложные работы можно будет выполнять, только набравшись опыта. Давайте разберем основы технологии и некоторые хитрости сварочного процесса, а также используемое оборудование и материалы.
Типы сварочных аппаратов
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.
Простой аппарат, работающий на переменном токеВыпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Универсальный сварочный аппарат, к которому подходят все типы электродов
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.

Инвертор подходит для работы сварщикам-новичкам
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
С помощью этого аппарата можно сделать качественный сварной шов
Что потребуется для работы начинающему сварщику
Прежде всего нужно подготовить оборудование и спецодежду.
Инструменты и средства защиты
Обязательно понадобится сварочный аппарат, комплект электродов, молоток и зубило для сбивания шлака, металлическая щётка для очистки швов. Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Электродержатель служит для зажима, удержания электрода и подведения к нему тока. Нужен и набор шаблонов для проверки размеров шва. Диаметр электрода подбирается в зависимости от толщины листа металла. Не нужно забывать о защите. Готовим сварочную маску со специальным светофильтром, который не пропускает инфракрасные лучи и защищает глаза. Эту же функцию выполняют экраны и щитки. Брезентовый костюм, состоящий из куртки с длинным рукавом и гладких брюк без отворотов, кожаную или валяную обувь для защиты от брызг металла и перчатки или рукавицы, брезентовые или замшевые с напуском на рукава. Такая прямая закрытая одежда предохраняет сварщика от попадания расплавленного металла на тело.
Существуют средства специальной защиты, которые применяются для работы на высоте и внутри металлических объектов, при работе в положении лежа. В таких случаях понадобятся диэлектрические сапоги, шлем, перчатки, коврик, наколенники, подлокотники, а для высотной сварки нужен предохранительный пояс с лямками.
Какие электроды выбирать
Электроды бывают различных видов и марок. Это обусловлено необходимостью подбора металла соединяемых деталей и такого же металла электрода.
На каждом электроде размещена маркировка, которая дает сварщику всю необходимую информацию. Научиться читать маркировку несложно.
На электродах указана специальная маркировка
Часто сверху они покрыты различной обмазкой, придающей электродам свойства, необходимые для сварки разных металлов и условий работы. Вот таблица классификации электродов по видам покрытий и особенностям применения.
Специальная обмазка придаёт электродам особые свойства, необходимые для сварки разных металлов
Классификация электродов по типам и назначению отражается в маркировке изделий.
Электроды различаются по типам и назначению
Виды сварных швов
Соединительные сварные швы подразделяются по расположению, прочности, технологии, конструктивным особенностям. Виды расположения швов:
Виды расположения швов:
- Нижний. Самый простой и удобный, благодаря силе тяжести металл заполняет промежуток между деталями. Это самый прочный и экономичный шов.
- Горизонтальный. Заготовки расположены перпендикулярно электроду и шов идет по горизонтали. Часть металла уходит из сварочной зоны и электрод расходуется быстрее.
- Вертикальный. В этом случае заготовки расположены также перпендикулярно электроду, но формирование шва идет по вертикали. Расплавленный металл стремится вниз, расход электрода значителен.
- Наклонный. Движение руки сварщика происходит по наклонной. Применяется для угловых и тавровых соединений.
- Потолочный шов расположен над мастером.
Разделение по конструктивному признаку:
- Встык. Стыковое соединение довольно прочное и экономичное, оно не искажает поверхность соединения. Это универсальное соединение.
- Внахлест сваривают детали, когда не хватает пространства для стыкового шва. Толщина заготовок не должна быть более 8-10 мм.
- Угловой шов рекомендуется обваривать с обеих сторон, заготовки при этом располагаются под углом друг к другу. Этот шов непрост в исполнении из-за увеличения зоны термического влияния и большого расхода электрода.
- Тавровый шов представляет собой угловой шов, где плоскости деталей привариваются перпендикулярно. Шов формируется с двух сторон, он довольно сложен.
- Шов под электрозаклепки используется, когда нет необходимости в герметичном шве, он самый экономичный и незаметный.

Сварку можно вести как в один слой, так и в несколько слоев для толстых заготовок.
Как научиться варить сваркой — руководство для начинающих
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл. Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Величина образующейся ванны напрямую зависит от выбранного режима сварки, пространственного положения, скорости перемещения дуги, формы и размеров кромки и т. д. В среднем ее ширина составляет 8-15 мм, длина 10-30 мм и глубина – порядка 6 мм.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов. Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
В процессе выполнения сварочного шва обмазка электрода расплавляется, образуя особую газовую зону. Внутри нее происходит смешивание металла основания и электрода
Внутри нее происходит смешивание металла основания и электрода
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Подключение сварочного аппарата
Чтобы сварка работала безопасно, нужно подключить аппарат к сети, соблюдая следующие правила:
- Сначала необходимо проверить напряжение и частоту тока. Эти данные должны быть одинаковыми в сети и на корпусе аппарата.
- Выставляем на сварочном аппарате расчетное значение мощности тока, которое должно соответствовать выбранному диаметру электрода. Если блок настроек сварочника позволяет выбирать напряжение – нужно выставить его сразу. Подключение делается через специальную вилку и наконечник с заземлением.
- Надежно крепим зажим «заземление». Проверяем, чтобы кабель был изолирован и аккуратно заправлен в специальный держатель.
- Обязательно проверяем все соединения, кабели, штепсели.
- Можно использовать специальный удлинитель, который подключается без промежуточных соединений.
- В старых домах со слабой проводкой возможно падение напряжения. Оно останавливает процесс работы и может вывести из строя сварочное оборудование. В этом случае нужен электрогенератор, который обеспечит напряжение на рабочем уровне.
 Подключение делается через специальную вилку и наконечник с заземлением.
Подключение делается через специальную вилку и наконечник с заземлением.Сварочный аппарат устроен просто
Как выбрать нужный ток
Сварочный ток является важным показателем сварки и определяет вид и характер шва и производительность работы. Чем выше ток – тем стабильнее дуга и больше глубина проплава. Сила тока зависит от расположения заготовок в пространстве и от размера электрода. Наибольшее значение выставляется для сварки горизонтальных заготовок. Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Для вертикальных швов значение силы тока применяется меньше на 15%, а при потолочных – на 20%.
Сила тока зависит от расположения заготовок и от размера электрода
Как зажечь дугу
Первый способ — касание. Для этого устанавливаем электрод под углом порядка 60° относительно изделия. Медленно проводим им по поверхности. Должны появиться искры, теперь прикасаемся электродом к металлу и приподнимаем его на высоту не более 5 мм.
Если операция была выполнена верно, зажжется дуга. Пятимиллиметровый зазор необходимо удерживать на протяжении всей сварки. Нужно учитывать, что при правильном сваривании металла электросваркой электрод будет постепенно выгорать, поэтому его постоянно слегка приближаем к металлу. Перемещать электрод следует медленно, если он вдруг залипнет, придется слегка качнуть им в сторону. В случае если дуга не зажигается, возможно, нужно увеличить силу тока.
Второй способ – чирканье. Нужно поднести электрод к поверхности заготовки и чиркнуть им по детали, как будто зажигаешь спичку. Облегчить розжиг электрода можно, обстукав с его края обмазку.
Облегчить розжиг электрода можно, обстукав с его края обмазку.
Наклон и движение электрода
После того, как без проблем получается зажечь и поддержать дугу, пора переходить к наплавлению валика. Зажигаем дугу, медленно и плавно перемещаем по горизонтали электрод, выполняя им легкие колебательные движения. Расплавленный металл при этом как будто «подгребается» к самому центру дуги. В результате должен получиться крепкий шов с небольшими волнами, образованными наплавленным металлом.
Угол наклона электрода для начинающего сварщика лучше соблюсти около 70 градусов, то есть с небольшим отклонением от вертикали. Ниже показана схема дуговой сварки.
Угол наклона электрода около 70 градусов
Если в процессе сваривания деталей электрод выгорел практически полностью, а шов еще не завершен, работу временно прекращаем. Меняем использованный элемент на новый, удаляем шлак и продолжаем работу. На расстоянии порядка 12 мм от образовавшегося в конце шва углубления, которое еще называют кратером, зажигаем дугу. Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
Электрод подносим к углублению так, чтобы образовывался сплав из металла старого и вновь установленного электрода, после чего сварка шва продолжается.
В процессе сварки электрод совершает определенные движения, в основном поступательные, продольные и поперечные. Из их комбинаций составляются различные виды швов, самые распространенные приведены на схеме
Траектория движения дуги в процессе сваривания деталей может производиться по трем направлениям:
- Поступательное. Предполагает перемещение дуги вдоль оси электрода. Таким образом достаточно легко поддерживать стабильную длину дуги.
- Продольное. Формирует ниточный сварочный ролик, высота которого зависит от скорости, с которой перемещается электрод, и его толщины. Это обычный шов, но очень тонкий. Чтобы его закрепить, в процессе движения электрода вдоль свариваемого шва выполняют еще и поперечные перемещения.
- Поперечные. Позволяют получать нужную ширину шва. Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
 Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.
Выполняется путем колебательных движений. Их ширина подбирается исходя из размеров и положения шва, формы его разделки и т. п.На практике используются все три основных движения, которые накладываются один на другой и образуют определенную траекторию. Существуют классические варианты, однако у каждого мастера обычно «просматривается» собственный почерк. Главное, чтобы в ходе работы хорошо проплавлялись кромки соединяемых элементов, и получался шов заданной формы.
Как правило, применяются все три направления, они могут накладываться друг на друга и образовывать траекторию
Выполнение сварных швов
Потолочный сварочный шов
Этот шов считается самым сложным, так как ванна сварки перевернута вверх дном и расположена над сварщиком. Электрод выбирают не более 4 мм и отводят его немного в сторону, чтобы металл не растекался. Используют короткую дугу и полностью сухие электроды, шов при потолочной сварке должен быть тонким. Движение происходит на себя, так сварщику легче контролировать качество шва. Существует несколько способов его выполнения:
- лесенкой;
- полумесяцем;
- обратнопоступательно.
Потолочный шов считается самым сложным
Видео: выполнение потолочного шва
Вертикальный
При выполнении такого шва можно вести электрод сверху вниз или снизу вверх. Чтобы металл не стекал, электрод следует располагать под наклоном 45-50 градусов вниз от перпендикулярного положения. Опытные сварщики рекомендуют делать этот шов одним проходом.
При выполнении вертикального шва электрод располагается по углом 45-50 градусов
Видео: вертикальный шов
Выполнение горизонтального шва
При выполнении такого шва основная сложность заключается в стекании металла вниз. Чтобы решить эту проблему, сварщик должен подобрать угол наклона электрода и скорость прохода. Сварка ведется слева направо или справа налево.
Угловой
При формировании угловых или тавровых швов детали располагаются под разными углами лодочкой так, чтобы расплавленный металл стекал в угол. Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
Затем прихватываются сваркой с обеих сторон, один край конструкции должен быть немного выше другого. Движение электрода начинается из нижней точки.
При угловой сварке движение электрода начинается из нижней точки
Особенности сваривания трубопровода
Дуговой электросваркой можно выполнить вертикальный шов, который располагается сбоку трубы, горизонтальный – по ее окружности. А так же потолочный и нижний, расположенные, соответственно сверху и снизу. Причем последний считается наиболее удобным в выполнении. Стальные трубы обычно свариваются встык с обязательным проваром всех кромок по высоте стенок. Чтобы уменьшить наплывы внутри трубы выбирается угол наклона электрода величиной не более 45°относительно горизонтали. Высота шва – 2-3 мм, ширина – 6-8 мм. При сварке внахлест высота шва составляет порядка 3 мм, а ширины – 6-8 мм.
Прежде, чем начать варить трубу электросваркой, выполняем подготовительные работы:
- тщательно очищаем деталь;
- если торцы трубы деформированы, обрезаем или выправляем их;
- очищаем кромки. Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
 Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.
Минимум 10 мм прилегающей к кромкам трубы наружной и внутренней плоскости зачищаем до металлического блеска.Теперь можно приступать к сварке. Все стыки обрабатываются непрерывно, вплоть до полного приваривания. Поворотные, а так же неповоротные стыки труб с шириной стенок до 6 мм производятся минимум в 2 слоя. При ширине стенок 6-12 мм – выполняется три слоя, более 19 мм – четыре. Особенность сваривания труб в том, что каждый шов, который накладывается на стык, должен очищаться от шлака, после этого выполняется следующий. Первый шов – наиболее ответственный. Он должен полностью расплавить все кромки и притупления. Его особенно внимательно рассматривают на предмет обнаружения трещин. Если они присутствуют, их выплавляют или же вырубают и снова заваривают фрагмент.
Завершающий слой выполняется по возможности максимально ровным с плавным переходом на основной металл
Второй и все последующие слои выполняются при медленном проворачивании трубы. Конец и начало всех слоев обязательно смещают относительно предыдущего слоя на 15-30 мм. Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Завершающий слой выполняется с плавным переходом на основной металл и с ровной поверхностью. Чтобы улучшить качество заваривания труб электросваркой каждый последующий слой ведется в обратную сторону относительно предыдущего, а их замыкающие точки обязательно располагают вразбежку.
Самостоятельная сварка – достаточно сложное мероприятие. Однако при желании освоить его все-таки можно. Нужно усвоить основные правила процесса и постепенно научиться выполнять самые простые упражнения. Не нужно жалеть силы и время на освоение азов, которые станут основой мастерства. Впоследствии можно будет смело переходить к более сложным приемам, оттачивая свои умения.
Материал актуализирован 23.03.2018
Самым надежным и прочным способом соединения деталей остается сварочный шов. Без сварки сегодня не может обойтись ни одно производство, применяется она и в быту. Практически каждый домашний умелец обязательно использует сварку.
Конечно, не все умеют правильно сваривать детали, им приходится пользоваться услугами профессиональных сварщиков. Но при большом желании, можно научиться сваривать детали своими руками.
Но при большом желании, можно научиться сваривать детали своими руками.
Самой простой считается электросварка. Именно с нее начинается изучение сварочного процесса. Только после приобретения определенного опыта в получении хорошего шва, можно приступать к выполнению сложной работы. Давайте познакомимся с основами сварочного технологического процесса и его нюансами.
Подготовительные работы
Прежде чем начать сварку, детали сначала выправляют и затем хорошо чистят. Причем очищать детали необходимо до начала сборки узла. Появление дефектов сварочного шва обычно связано с различными видами загрязнений:
Очень важно хорошо зачистить металл там, где будут проводиться сварочные работы. Это касается кромок каждой детали. Любое загрязнение в щели между свариваемыми деталями, должно быть обязательно удалено. Можно выжечь грязь сильным пламенем горелки, продуть мощной струей сжатого воздуха.
Очищать поверхность можно самыми разными способами:
- Щеткой с металлическим ворсом;
- Иглофрезами;
- Гидропескострйными системами;
- Дробью;
- Горелкой;
- Шлифовальным кругом;
- Травлением;
- Растворителем.

После подготовки инструментов и материала, давайте разберемся по шагам как правильно варить электросваркой.
Возбуждение сварочной дуги
Чтобы возбудить дугу, существует несколько способов.
Вариант 1. Сварщик кончиком электрода должен прикоснуться к металлической поверхности, затем быстро отвести его назад на несколько миллиметров (2 – 4). Как результат появится дуга. Её длина поддерживается медленным опусканием электрода. Все зависит от величины расплавления. Перед тем как образуется дуга, лицо работника обязательно должно быть закрыто защитным щитком.
Вариант 2. Возбудить сварочную дугу можно и другим способом. Кончиком электрода сварщик быстро проводит по металлической поверхности, затем также быстро поднимает его на пару миллиметров. Между электродом и поверхностью металлом появится дуга. Во время сварки необходимо стремиться поддерживать очень короткую дугу. Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Возле шва будут образовываться небольшие капли металла. Плавление электрода будет плавным и спокойным. Шов получается глубоким и прочным.
Если размер дуги будет слишком длинным, основной металл недостаточно хорошо проплавится. Металл электрода при сварке начнет окисляться, появятся сильные брызги. Шов после такой сварки будет неровным, с многочисленными окисными вкраплениями.
Длину дуги можно легко определить по звуку её горения. Если длина имеет стандартные значения, звук будет однотонным и равномерным. Очень длинная дуга начнет издавать резкие звуки, которые будут постоянно сопровождаться сильными хлопками.
Если дуга оборвалась, ее возбуждают снова. Кратер, на котором оборвалась дуга, тщательно заваривают. Если необходимо сварить очень важный узел, который будет эксплуатироваться при знакопеременной нагрузке, а также возможно появление «усталости», категорически запрещается возбуждать дугу прямо на поверхности основного металла. Если возбуждение будет происходить не по шву, возможно появление «ожога» металла. В этом месте шов может просто разрушиться при эксплуатации детали.
В этом месте шов может просто разрушиться при эксплуатации детали.
Первые шаги
Чтобы научиться, хорошо сваривать детали, сначала практикуются на ненужных металлических валиках. Не требуется создавать соединительные швы, необходимо просто научиться правильно расплавлять материал. Поверхность металла не должна иметь следов ржавчины и быть хорошо очищенной.
Как делаются валики
Электрод вставляется в держатель. Чтобы вызвать появление тока в области плавления, достаточно чиркнуть по поверхности металла кончиком электрода, или просто постучать несколько раз по заготовке.
Когда появится электрическая дуга, электрод направляется на заготовку, с выдержкой постоянного зазора между поверхностью металла и электрической дугой. Зазор должен иметь постоянное значение, и лежать в диапазоне 3–5 миллиметров.
Направление электрода делается под определенным углом относительно плоскости заготовки. Самым оптимальным считается угол в 70 градусов, Наклон не имеет определенного значения, главное чтобы сварщику было удобно. В процессе работы сварщик сам находит для себя оптимальное положение, в зависимости от специфичности выполняемой работы.
Во время таких практических занятий нужно научиться правильно, подбирать силу тока, чтобы подача все время оставалась стабильной. Если тока будет недостаточно, дуга будет постоянно гаснуть. При очень мощном потоке, начнется проплавление металла. Только экспериментальным путем можно научиться, правильно устанавливать режим сварки.
Техника получения хорошего сварного соединения
Когда валики начнут получаться ровными, можно попытаться начать изготавливать соединительные швы. Такую операцию сможет выполнить достаточно опытный практикант, который умеет варить электросваркой.
Зажигание электрода выполняется согласно описанной выше технологии. Единственным отличием будет движение руки сварщика. Она будет выполнять колебательные движения. Расплав будет как бы переходить с одной поверхности детали на другую. Движение может происходить по нескольким траекториям:
Для тренировки можно взять небольшую металлическую заготовку. По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
По поверхности мелом провести линию, чтобы ее можно было увидеть через темное стекло маски. Именно по ней нужно двигаться электродом, чтобы получить своеобразный шов, в виде любой вышеуказанной траектории.
После того, как шов остыл нужно молотком отбить шлак и рассмотреть проделанную работу.
Когда появился небольшой опыт можно начинать изготавливать соединительные швы, которые имеют несколько видов:
Кроме того, такие швы могут быть горизонтальными и вертикальными, могут свариваться в разных направлениях.
Только после многочисленных тренировок можно добиться равномерного движения руки. После этого можно получить красивые детали.
Как продолжить сварку после её остановки?
Так как варить электросваркой длинный шов без остановки невозможно, приходится менять электрод или были другие причины прерывания, то на месте остановки получается небольшое углубление, получившее название: кратер. Для возобновления работы, необходимо выполнить следующие действия:
1. Дуга должна зажигаться не на самом кратере. Необходимо отступить от него 12 мм. Затем ее медленно пододвигают к кратеру.
2.Колебательными движениями тщательно заваривается сам кратер.
3.После этого можно продолжать сварку, выдерживая установленный режим. Для получения надежного соединения, сварка должна иметь несколько слоев:
- Заготовка, толщиной 6 мм – 2 слоя;
- При толщине 6–12 мм – 3 слоя;
- Если толщина металла превышает 12 мм – 4 слоя.
Движение электрода в каждом слое должно быть одинаковым. Сварочный шов, после завершения операции обрабатывают, снимая все излишки.
Как получаются вертикальные швы
На рисунке 69а, показана вертикальная сварка. Так как варить вертикальный шов электросваркой достаточно проблемно из-за того, что капли расплава стремятся упасть, то нужно варить такие швы используют короткую дугу. Поверхностное натяжение не дает каплям сразу скатиться вниз. Они быстрее попадают в кратер.
Кончик электрода убирают от капли, чтобы она стала твердой. Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Вертикальную сварку нужно начинать снизу, постепенно двигаясь наверх. Нижележащий кратер не даст упасть каплям металла. Смотри рисунок 69в. При работе можно наклонять электрод. Когда его наклоняют вниз, сварщик видит, как распределяются капли в месте разделки шва.
Когда нужно выполнить вертикальную сварку, начинаются с верхней точки, электрод необходимо установить в положение I. Смотри рисунок 69г.
Когда капли начинают опускаться, электрод устанавливается в положение II. Капля не будет стекать, ей не позволит короткая дуга.
Наиболее подходящим диаметром электродов для вертикальной сварки, считаются 3 – 4 мм. Величина тока не должна быть очень высокой, примерно 160 ампер.
Чтобы добиться минимального стекания расплава, когда свариваются горизонтальные швы (смотри рисунок. 70, а), кромки скашиваются у одной верхней детали.
Возбуждение дуги должно происходить на нижнем торце (положение I). Затем дуга переводится на торец верхней детали (положение II). Стекающая капля начинает подниматься.
Стекающая капля начинает подниматься.
Как должен двигаться конец электрода, когда выполняется однослойная горизонтальная сварка, можно посмотреть на рисунке 70а, в правой стороне.
Горизонтальные швы разрешается варить в виде продольных валиков. Самый первый должен вариться 4 миллиметровым электродом, а все остальные, диаметром 5 миллиметров.
Это основные нюансы, которые позволят правильно варить вертикальный шов электросваркой.
Как электросваркой сварить потолочный шов
Частый вопрос: как варить потолочный шов электросваркой, ведь он стекает? Ответ прост: такие швы варятся короткой дугой. Сварочный электрод должен иметь тугоплавкое покрытие. Когда происходит сварочный процесс, на торце возникает чехольчик, который не позволяет каплям металла, скатиться вниз. (Смотри рисунок. 70, б). Во время работы конец электрода равномерно удаляют, а потом приближают к свариваемой детали. Когда удаляется, дуга сразу гаснет, шов начинает твердеть. Чтобы выполнить потолочную сварку, независимо от направления, пользуются только электродами малых диаметров. Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Сила тока уменьшается (10-12%), если сравнивать сварку металла аналогичной толщины, производимой внизу.
Когда свариваются потолочные швы, начинают всплывать пузырьки газа. Они оказываются в самом корне шва. От этого страдает прочность и качество сварного соединения.
Применение потолочной сварки имеет ограниченный характер. О ней вспоминают, когда невозможно получить шов из нижнего положения.
Как варятся угловые швы
Расплавленный металл при этой сварке, будет стекать вниз. Оптимальным способом сварки подобных швов из нижнего положения, считается «в лодочку». Деталь устанавливается таким образом, чтобы не происходила течь шлака прямо перед дугой. (Смотри рисунок. 68, а).
Когда сваривается угловой шов, при горизонтальном расположении нижней плоскости, иногда плохо провариваются вершины угла.
Причиной образования такого непровара может стать начало сварочного процесса с листа, стоящего вертикально. Расплавленный металл начинает стекать вниз, на лист, не успевший хорошо прогреться. Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Именно поэтому варить такие швы нужно с нижней плоскости. Причем дуга должна зажигаться в определенной точке (А). Движение должно осуществляться согласно схеме рисунка 68 б.
Электрод наклоняется под 45 градусов, по отношению к свариваемым деталям. Во время сварки нужно электрод немного наклонять в разные стороны. (Смотри рисунок 68 в).
Если угловые швы варятся не «в лодочку», сварка делается однослойной, с катетом шва менее 8 мм. Если величина катета превышает это значение, выполняют несколько слоев.
Для сварки нескольких слоев углового шва, нужно сначала создать узкий валик. Для этого пользуются 3-4 мм электродом. Такой диаметр позволяет полностью проварить корень.
Чтобы определить количество проходов, учитывают размер площади поперечного сечения, имеющегося шва. Обычно эта величина равна 30—40 кв. миллиметров. Рисунок 68 г наглядно показывает, как должны выглядеть угловые швы с разным количеством слоев, имеющие разделку кромок, полностью проваренные.
Как варятся стыковые швы
Если кромки не имеют скосов, накладываемый валик должен иметь небольшое расширение с каждой стороны стыка. Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Чтобы не допустить непровара, требуется создать равномерное распределение расплавленного металла.
Только правильная установка тока и грамотный подбор электродов, позволит хорошо проварить 6 миллиметровый металл, если детали не имеют скоса кромок. Величина тока подбирается опытным путем. Для чего сваривается несколько пробных планок.
Если детали имеют V-образные скосы, стыковая сварка может быть однослойной или иметь несколько слоев. Главную роль в этом вопросе играет толщина металла.
Когда варится один слой, возбуждение дуги должно происходить в пункте «А», на границе скоса, согласно рисунку 67а. После чего электрод опускают вниз. Полностью проваривается корень шва, затем дугу отправляют на следующую кромку.
Когда электрод движется по скосам, его движение специально замедляют, чтобы обеспечить хороший провар. На корне шва, наоборот ускоряют движение, чтобы не допустить сквозного прожога.
На обратной стороне сварочного соединения, профессионалы советуют накладывать дополнительный подварочный шов.
В некоторых случаях на противоположную сторону шва монтируют стальную 2-3 миллиметровую подкладку. Для этого повышают сварочный ток, примерно на 20–30% относительно стандартной величины. Сквозное проплавление в данном случае полностью исключается.
Когда создается валик шва, стальная подкладка также приваривается. Если она не мешает конструкции изделия, ее оставляют. При сварке очень важных конструкций, делается проварка противоположной стороны корня шва.
Если нужно сварить стыковой многослойный шов, вначале проваривается корень шва. С этой целью используют электроды, диаметром 4–5 миллиметров. Затем выполняется наплавка следующих слоев расширенными валиками, для чего используются электроды больших размеров (Смотри рисунки 67, б, в).
Подбор сварочных электродов
Чтобы правильно выбрать подходящий электрод, необходимо учесть несколько важных параметров:
В зависимости от вида электрода подбирается значение силы тока. Сварка может выполняться в самых разных положениях. Нижняя подразделяется на группы:
Сварка вертикального типа может быть:
Каждый производитель в инструкции к электродам, обязательно сообщает значение сварочного тока, при котором они будут нормально работать. В таблице показаны классические параметры, применяемые опытными сварщиками.
На величину силы тока оказывает влияние пространственное положение, а также величина зазора. К примеру, чтобы работать с 3 миллиметровым электродом, сила тока должна достигать 70–80 ампер. Таким током можно пользоваться для выполнения потолочной сварки. Этого будет достаточно для сварки деталей, когда величина зазора намного превосходит диаметра электрода.
Чтобы варить снизу, при отсутствии зазора и соответствующей толщине металла, разрешается для обыкновенного электрода установить силу тока в 120 ампер.
Сварщики с большим опытом рекомендуют для расчета использовать определенную формулу.
Для определения силы тока берется 30–40 ампер, которые должны соответствовать одному миллиметру диаметра электрода. Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Другими словами, для 3 мм электрода нужно установить ток 90-120 ампер. Если диаметр равен 4 мм, сила тока будет равна 120–160 амперам. Если выполняется вертикальная сварка, сила тока уменьшается на 15 %.
Для 2 мм устанавливается примерно 40 – 80 ампер. Такую «двойку» всегда считают очень капризным.
Существует мнение, что если диаметр электрода имеет малые значения, значит с ним очень легко работать. Однако это мнение ошибочно. К примеру, чтобы работать с «двойкой» нужна определенная сноровка. Электрод быстро горит, он начинает сильно греться при установке большого тока. Такой «двойкой» можно варить тонкие металлы при малом токе, но необходим опыт и большое терпение.
Электрод 3 — 3.2 мм. Сила тока 70–80 Ампер. Сварка должна проводиться только на постоянном токе. Опытные сварщики считают, что выше 80 ампер, невозможно выполнить нормальную сварку. Это значение годится для резки металла.
Сварку нужно начинать с 70 Ампер. Если увидите, что невозможно проварить деталь, добавьте еще 5-10 Ампер. При непроваре в 80 ампер, можно установить 120 ампер.
При непроваре в 80 ампер, можно установить 120 ампер.
Для сварки на переменном токе можно установить силу тока 110-130 ампер. В некоторых случаях устанавливают даже 150 Ампер. Такие значения характерны для трансформаторного аппарата. При сварке инвертором, эти значения намного ниже.
Электрод 4 мм. Сила тока 110-160 Ампер. В данном случае разброс, равный 50 амперам зависит от толщины металла, а также вашего опыта работы. «Четверка» также требует особого мастерства. Профессионалы советуют начинать со 110 ампер, постепенно увеличивая силу тока.
Электрод 5 миллиметров и больше. Такие изделия считаются профессиональными, их используют только профи. В основном их применяют для наплавки металла. В сварочном процессе они практически не участвуют.
Зачем прокаливают электроды
Это делается только с одной целью, удалить влагу. При сварке сырым электродом, возможно появление дефектов сварочного шва. Такой электрод будет все время липнуть к детали.
В каждой строительной компании обязательно установлено оборудование, которое прокалывает электроды. Такая операция недоступна сварщикам-любителям.
Такая операция недоступна сварщикам-любителям.
Если вы начали работать с новой пачкой, но не смогли израсходовать ее до конца, оставшееся количество электродов нужно спрятать в сухое и теплое место. Никогда не храните электроды в подвале и на чердаке. Они быстро отсыреют и придут в негодность.
Заключение
Правила сварки достаточно просты, стоит лишь несколько раз потренироваться на ненужном куске железа. Главное следуйте всем приведенным инструкциям и у вас точно все получится. Сможете варить дуговой сваркой и на потолке и на стене.
Как правильно варить потолочный шов электросваркой (электродом, инвертором)
Одним из самых неудобных и трудных положения для сварки является потолочное. Но овладеть этим видом соединения стоит ввиду автоматического повышения класса сварщика, который научился накладывать качественные швы в таком пространственном положении. Это востребовано на предприятиях, деятельность которых связана с прокладкой трубопроводов, и на строительных площадках.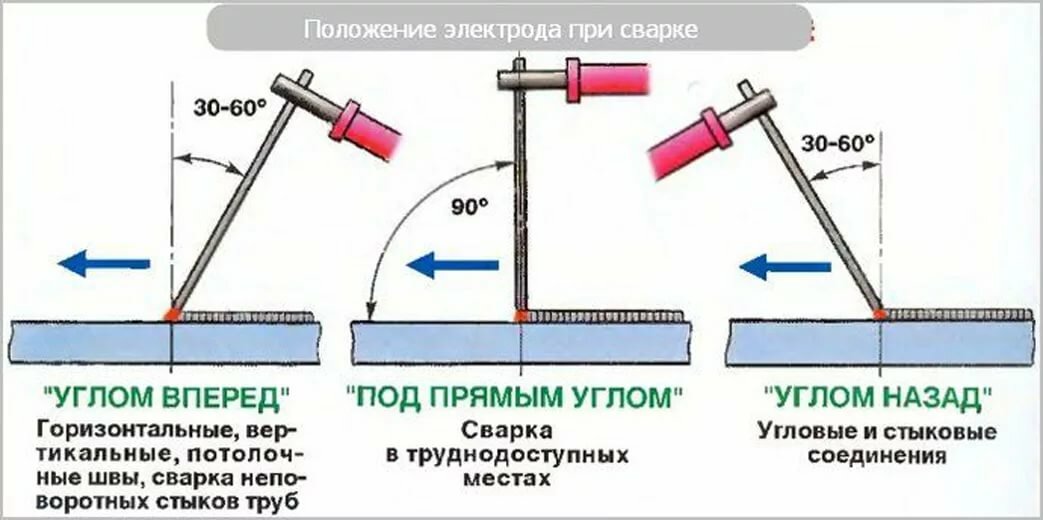 Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Пригодится данное умение и в быту, при сварке отопления или беседки. Некоторые элементы металлического гаража не собрать без сварочных соединений вверху. Как варить потолочный шов электросваркой? В чем заключаются главные меры предосторожности и оптимальные настройки аппарата?
Распространенные сложности
Потолочные швы многие сварщики не любят из-за сложностей в их исполнении. Результат у начинающего может часто быть плохим, что отбивает охоту учиться. Но если понимать основные проблемы и максимально их предупреждать, то довольно скоро, после тренировок, можно освоить это непростое соединение.
Сварка потолочного шва инвертором или трансформатором значительно отличается от работы на аналогичном изделии в нижнем положении. Когда металл сваривают на полу, то сварочная ванна растекается по соединению, и сварщику необходимо следить только за правильным заполнением стыка, не допуская попадания шлака впереди ванны. Когда же рабочей поверхностью служит потолок, расплавленный металл под собственным весом стремиться вниз.
Шлак, будучи в жидком состоянии, тоже постоянно капает, чем мешает вести шов. Эти брызги ударяясь о землю, разлетаются еще больше, попадая на сварщика и окружающие предметы. Основной сложностью при дуговой сварке в потолочном положении шва является соединение сторон изделия. Сварочная ванна образовывается на одной кромке, но никак не получается связать металлом обе стороны.
Сварка потолочных швов выполняется на уменьшенном токе, что влечет частое прилипание электрода и непровары. Еще одним дефектом являются наплывы. Положение тела с запрокинутой головой и поднятой вверх рукой быстро утомляет сварщика. Поэтому частые перерывы просто необходимы для качественного выполнения работы. Понимание этих сложностей поможет настроиться на трудности и принять меры по облегчению реализации процесса.
Технология потолочной сварки
Чтобы разобраться как правильно выполнять этот вид соединений, необходимо знать основные правила, которыми пользуются опытные сварщики. Дополнительно, можно ознакомиться как варить потолочный шов электросваркой на видео. Вот главные моменты:
Вот главные моменты:
- Свариваемые стороны следует максимально свести вместе. Сварка с зазорами на потолке доступна только опытным специалистам, поэтому чем плотнее сопряжены детали, тем проще будет наложить шов.
- Разделка кромок выполняется как и в нижнем положении. При толщине сторон более 5 мм делается V-образный скос.
- Электрод подносится к потолку под углом 45 градусов относительно верхней плоскости. Начинающим сварщикам можно попробовать варить половинкой электрода, т. к. это позволит лучше контролировать его кончик и управлять формированием шва.
- Сварочный процесс и сам шов в этом пространственном положении возможны благодаря поверхностному натяжению металла. Чтобы капли расплавленного железа не отлетали, не успев зацепиться за кромку, следует уменьшить силу тока.
- Если стороны близко сведены вместе, то первый шов на ровных пластинах можно провести без колебательных движений. Это позволит хорошо заполнить стык. Второй проход делается пошире, чтобы укрепить связку. Но на трубах лучше сразу варить широким швом.
- Сварка электродом может быть выполнена несколькими способами ведения: полумесяцем, горизонтальной восьмеркой, или по спирали. Когда имеется небольшой зазор, то применяется прерывистая дуга, позволяющая остыть отложенной капле металла. Через мгновение, не давая пройти красному цвету (это видно через маску) накладывается следующая капля. Это долгий процесс, поэтому сварщику не нужно спешить, и требуется периодически отдыхать.
- Не следует пугаться вида соединения после окончания работ. Шлак может стекать вниз в несколько ярусов. Но после его отбития должен остаться высокий шов. Наплывы и крупные валики не критичны.
 Но на трубах лучше сразу варить широким швом.
Но на трубах лучше сразу варить широким швом.Аппараты и электроды
Потолочные швы можно выполнять инвертором или обычным трансформатором. Важно правильно установить силу тока, которая ниже на 25%, чем при сварке на полу. Например, для пластин толщиной 5 мм достаточно 100А. Работать будет легче, если кабель будет не тяжелым. Это облегчит управление концом электрода и рука меньше устанет. Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Еще кабель можно намотать петлей на руку, чтобы уменьшить нагрузку на запястье.
Электроды для потолочной сварки подойдут диаметром 3 и 4 мм. Важно их хорошо просушить, чтобы уменьшить количество брызг. Если новички будут пользоваться короткими электродами, это позволит увереннее манипулировать дугой.
Меры предосторожности
При потолочных швах стоит одеться в плотную куртку и брюки. Перчатки должны закрывать манжеты, иначе окалины докатятся до локтей и обожгут кожу. На голове обязательно необходима шапка или кепка без козырька. Брюки важно подобрать такой длины, чтобы они закрывали ворот обуви для предотвращения попадания расплавленных частиц внутрь.
Поскольку брызги, ударяясь о землю, разлетаются дальше, рядом не должно находиться легковоспламеняющихся предметов. Шлак отбивать нужно в защитных очках, ведь он будет падать вниз на сварщика. Частый отдых позволит снять нагрузку с мышц шеи и руки и качественно выполнить работу.
Сварка в потолочном положении осваивается не сразу. Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Требуется практика и терпение. Хорошо выделять несколько минут в день и приварив два кусочка трубы или уголка к столу, пытаться их заварить снизу. Освоив этот метод можно смело варить трубы и металлоконструкции любой сложности.
Поделись с друзьями
0
0
0
0
Как варить вертикальный и горизонтальные швы электросваркой
Электросварка является одним из технологических решений по объединению различных частей металлов. Предусматривается нагрев заготовок до температуры плавления при помощи электрической дуги. Аппараты электрической дуговой сварки нашли свое применение в самых разных областях производства и в частном секторе.
Изменяя температуру электрической дуги, пользователь может сваривать между собой практически любые идентичные металлы. Но перед тем, как начать воплощать свои идеи в реальность, будущий сварщик должен внимательно изучить технику формирования сварочных швов.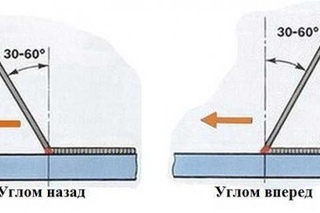 Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Ниже детально рассматриваются вопросы, как правильно варить вертикальный шов электросваркой и приемы, позволяющие правильно положить горизонтальный шов.
Общие определения сварных швов
Технологические операции по соединению металлов посредством электрической сварки тесно связаны с понятием сварного шва. Он образуется по завершению плавления металла электродуговой сваркой в процессе остывания. В зависимости от того, где выполняется соединение металлов, шов может располагаться вертикально или горизонтально. Помимо этого, различают боковое, верхнее или нижнее пространственное расположение стыков.
Самой простой в исполнении справедливо считается нижнее горизонтальное расположение сварного соединения. Именно в этом положении сварщику проще всего контролировать расплав. Остальные варианты, а именно – боковой и верхний, расположения сварного шва являются сложными. Чтобы выполнить их сварщику требуется потратить немало времени на изучение техники и основных приемов сварки. Потребуется немало времени, чтобы наработать практические навыки.
Потребуется немало времени, чтобы наработать практические навыки.
Читайте также: Обозначение сварных швов на чертежах по ГОСТу
Как варить вертикальный шов
Из-за того, что шов располагается вертикально, а сила тяжести действует постоянно, расплавленный металл устремляется вниз. Это основная сложность, которая не дает начинающему сварщику выполнить работу с более-менее приемлемым качеством.
Все действия специалиста в этом случае (помимо основной работы) направлены на удержании расплавленной массы в пределах рабочей области стыка. Решить задачу помогает стабильность в работе: электрическая дуга должна быть постоянной. Ее следует удерживать на минимально возможном расстоянии между сварочной ванной и электродом.
Техника сварки снизу вверх
Самый распространенный способ – сваривание по направлению от самой нижней точки стыка к верхней. Благодаря такому направлению перемещения обеспечивается стабильный контроль над расплавом, который проще удержать в пределах ванночки. Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Именно при таком способе сварки удается положить качественный шов и создать надежное соединение.
Естественно, перед началом процесса сварки, нужно подготовить кромки свариваемых деталей. Они обрабатываются абразивными материалами в точном соответствии с требованиями. Отдельно настраивается аппарат, выставляется нужное сопротивление, сила тока и выбирается наиболее подходящий электрод.
На первом этапе сварщик делает насколько прихватов длиной 1-2 см, которые равномерно располагаются по всей длине стыка. Это необходимо, чтобы избежать деформации поверхности соединяемых деталей в результате резкого повышения температуры. При вертикальном сваривании угол между электродом и рабочей поверхностью выдерживается в диапазоне 45-90 градусов.
Согласно разработанной инструкции действия сварщика состоят из четырех пунктов:
- Законтачить электрод к металлу, чтобы разжечь дугу.
- Сделать несколько прихваток по направлению от середины к краям. Они располагаются на приблизительно одинаковом расстоянии, а количество зависит от длины стыка.
- Формировать шов по направлению от нижней точки к верхней.
- Следить за тем, чтобы расплав не вытекал из рабочей ванночки.

Не нужно слишком быстро перемещать электрод. В этом случае невозможно добиться хорошего прогрева заготовок. Но не стоит и медлить, поскольку большое количество расплава станет причиной его стекания вниз. Скорость перемещения электрода должна обеспечивать оптимальное количество расплава в ванночке.
Вместе с поступательным движением снизу-вверх сварщик должен позаботиться и о поперечных движениях электрода полумесяцем, елочкой либо иным приемом. Стоит учесть, что техника поперечного перемещения расходников актуальна только в том случае, когда толщина соединяемых заготовок больше 4 мм.
При вертикальной сварке важно проходить стык в один заход без остановок. Именно это является основной сложностью для начинающих сварщиков. С опытом приобретаются нужные навыки, и вертикальная сварка перестает быть проблемой.
Техника сварки сверху вниз
Со временем сварщики так само без труда формируют вертикальные швы с перемещением электрода по направлению сверху-вниз. Здесь нужно знать о небольшой хитрости, без которой выполнение работы было бы очень проблематичным. При поджиге электрической дуги электрод нужно ставить под прямым углом относительно рабочей поверхности. После старта процесса держатель немножко следует опустить. До того момента, когда угол между электродом и металлом будет примерно 15-20 градусов.
Проводка электрода по стыку выполняется с поперечными движениями. Они могут быть прямыми (прямоугольными), пилообразными или волнообразными. Выбор способа – на усмотрение сварщика. Важно, чтобы расплат равномерно распределялся в ванночке и не вытекал из нее. Такой метод вертикальной сварки сложнее, чем при движении снизу-вверх. Но он пользуется популярностью у опытных специалистов, поскольку в результате получается более качественный и прочный шов.
 youtube.com/embed/_9i1u5ihIHI» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/_9i1u5ihIHI» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
Технология сварки горизонтального шва
Техника формирования горизонтального шва мало чем отличается от укладки вертикального. Особенности заключаются в изменении угла постановки расходных материалов. Направление перемещения электрода не имеет принципиального значения. Можно двигаться слева-направо или наоборот, справа-налево. Выбор зависит от предпочтений сварщика и условий выполнения операции.
Тем не менее, и здесь нужно придерживаться определенных правил. В противном случае, вытекание расплава из ванночки тоже вероятно. Необходимо выбрать такое расположение электрода, при котором сила горения электрической дуги была бы равна силе тяжести капель металла и направлена в другую сторону. Вполне вероятно, что потребуется опытным путем выбрать наиболее подходящую силу тока и скорость движения по стыку.
Как правило, горизонтальный шов проваривается непрерывным способом. Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Но в случаях, когда удержать расплав в ванночке сложно, рационально прибегнуть к другой методике. К примеру, в некоторых случаях периодическое гашение сварной дуги помогает получить более качественный результат. Все тонкости становятся более понятными с опытом. Не стоит отчаиваться, если на первых порах сварочный шов таковым можно назвать с большой натяжкой.
Формирование сварочного шва с нужной глубиной проварки и шириной достигается, благодаря аккуратному перемещению электрода от кромки одной заготовки к другой в поперечном направлении. При сваривании деталей с толщиной стенок до 4 мм используются различные приемы поперечного хода: форма рисунков сильно варьируется. Каких-то рекомендаций нет, и сварщик сам определяется с методом. Основное требование – добиться нужной глубины провара и оптимальной ширины шва.
Контроль длины электрической дуги
Под длиной дуги подразумевается величина зазора между поверхностью заготовки и горящим концом электрода, между которыми держится устойчивый электрический разряд. Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Один из основных постулатов грамотной работы электросварщика – удержание дуги оптимальной длины.
Руководство говорит о том, что в режиме сварки существует три дуговых промежутка:
- 1-1,5 мм – короткий;
- 2-3 мм – нормальной длины;
- 3,5-6 мм – длинный.
О том, что шов был проварен короткой дугой, свидетельствует так называемый «подрез» по краям. Он представляет собой небольшое углубление и свидетельствует о невысоком качестве сварного соединения в целом. Образуется дефект из-за слабого прогрева из-за слабого прогрева рабочей области в ширину.
Когда работы выполнялись длинной дугой, то плохо прогревался металл в глубину. Возникает это потому, что длинную дугу сложно удержать. Ее периодическое затухание неизбежно. Как результат – дефект прогрева и плохое качество сварного соединения.
Единственный вариант, который поможет сформировать качественный сварной шов – это нормальная дуга. Ее длину можно вычислить по формуле:
Ld = 0. 5*1,1 Dэ, где:
5*1,1 Dэ, где:
- Ld – длина сварной дуги;
- Dэ – диаметр используемого электрода.
Управление электродом
При выполнении сварочных работ угол наклона электрода определяется сварщиком и может быть прямым, вперед или назад по отношению к поверхности металла. Эти технологические приемы являются базовыми для того, чтобы позволить сварщику сформировать сварочный шов в различных производственных условиях.
К примеру, метод «углом вперед» часто применяется при потолочной сварке и для формирования вертикального шва. Помимо этого, техника успешно применяется при сваривании стыков труб, которые невозможно провернуть. Под прямым углом выполняются работы в труднодоступных для сварки местах. А вот техника с «углом назад» незаменима при соединении угловых стыков.
Передний угол расположения электрода востребован при работе с тонкостенными металлами. В этом случае формируется широкий прочный шов с малой глубиной проваривания. Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Когда же заготовки имеют толстые стенки, то целесообразней прибегнуть к методике «угла назад». Это обеспечивает глубокий прогрев металла.
Перемещение электрода и сила тока
Большое влияние на качество сварного шва оказывают два значимых фактора – сила тока и скорость перемещения электрода. Подача большого тока позволяет прогреть металл на большую глубину. В свою очередь, это дает возможность сварщику быстрее перемещать электрод, сохранив хорошее качество выполнения работы. Именно оптимальное соотношение силы тока и скорости подачи расходника обеспечивает качественное сварное соединение.
Таблица соответствия тока, электрода, толщины металла
| Сила тока, А | Диаметр электрода, мм | Толщина металла, мм |
|---|---|---|
| 35-50 | 1,6 | 1-2 |
| 45-80 | 2 | 2-3 |
| 65-100 | 2,5 | 3-4 |
| 85-150 | 3 | 4-5 |
| 125-200 | 4 | 5-6 |
Выбирая скорость для перемещения дуги, следует учитывать ее мощность. Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Чрезмерно быстрая подача при сравнительно небольшой мощности электрической дуги не позволяет достаточно хорошо прогреть металл на всю глубину. Получается, что шов просто «ляжет» на поверхность стыка, едва прихватив кромки. И, наоборот, при медленном перемещении в сочетании с достаточно мощным электрическим разрядом высока вероятность перегрева и деформации металла по линии сваривания. Если заготовки имеют тонкие стенки, то они могут прогореть насквозь.
Инструкция начинающего сварщика
Для выполнения сварочных работ помимо соответствующего оборудования необходимо иметь и защитную экипировку. Стандартный набор состоит из таких элементов:
- Обувь, брюки, куртка и перчатки из прочного несгораемого материала.
- Головной убор из плотной ткани.
- Профессиональную защитную маску.
В работе следует использовать только исправный инвертор с надежно защищенной электрической частью. Кабель, который идет от сварочного аппарата к сети и рабочему месту, долен быть надежно изолирован с большим запасом мощности, чтобы выдерживать рабочие нагрузки.
Рабочее место сварщика в обязательном порядке комплектуется специальным столом, заземлением, противопожарными средствами и мощными осветительными приборами. Перед началом работ нужно детально ознакомиться с приемами выполнения электрических соединений.
Выводы
Чтобы приступить к выполнению сварочных работ вовсе не обязательно иметь соответствующее образование, но без соответствующих навыков и, хотя бы, минимального опыта не стоит рассчитывать на приемлемый результат. Со временем навыки будут совершенствоваться и появится реальная возможность выполнения более сложных задач. Теоретическую часть изучать никогда не поздно, а практика поможет лучше понять суть определенных производственных процессов.
инструкция для начинающих и видео работ
Безусловно, наилучший способ решить вопрос, как правильно варить сваркой, это обратиться за помощью к профессиональному сварщику или хотя бы посмотреть видео урок для начинающих. Здесь действует золотое правило, и оно звучит так – лучше раз увидеть, чем сто услышать. Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.
Нужно, чтобы начинающий сварщик посмотрел через сварочную маску на свариваемый металл, и ему показали, где, что и каким образом надо делать.Это проходят почти все сварщики, так как невозможно узнать принцип сварки, не познав этот процесс на вид. Лишь после этого, зная, каким образом происходит сама работа, можно начинать практическое освоение этого процесса – именно из практики и тысячи сваренных швов и состоит профессионализм. В этой статье мы расскажем, как научиться правильно варить электросваркой, дадим несколько уроков и полезных советов.
Меры безопасности
Для начала начнем с того, что расскажем немного о культуре этого процесса и чистоте. Сварка – это грязный процесс и, невзирая на то, что увлекательное, довольно опасное. Все опасности относятся с тремя вещами – возможность ожога, ослабление зрения и легкие, где скапливается со временем осадок, который ведет к неприятным болезням. От этого нужно защищаться и беречь себя максимально возможными способами – то есть, соблюдать правила безопасности, а именно:
- Органы дыхания. Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
- Защита глаз – эту фразу надо говорить очень громко. Ее необходимо запомнить как два плюс два. Без этого вопрос, как научиться правильно варить сваркой, просто не решается. Крик (или предупреждение) «Глаза!!!» необходим, чтобы работающие рядом люди смогли успеть защитить органы зрения от действия яркой дуги.
- Спецодежда – именно одежда в основном защищает от ожогов, которые появляются от попадания на кожу расплавленного металла, а также от большой дозы ультрафиолета. Сварщику нужно работать одетым, так сказать, с ног до головы, и эта одежда не является отнюдь легкой и тоненькой футболкой или шортами – это плотный брезент, одевающийся поверх нательного белья. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
 Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником.
Увы, защитить легкие почти не получится – естественно, можно пользоваться респиратором, но это определенные неудобства в работе, тем более для начинающих. В общем-то, если речь идет о 5-10 минутах работы, это еще не так страшно, но если рассматривать полный рабочий день, то тут, к сожалению, респиратор не станет лучшим помощником. Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.
Естественно, понятно, что летом эта экипировка вызывает некоторые сложности – сказать, что жарко работать, это просто промолчать. Безусловно, потихоньку привыкаешь, но вначале это очень неприятно.И, конечно же, голова на плечах. Бездумное обращение со сваркой может быть чревато печальными последствиями, как для работы, так и для вас лично.
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
 Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.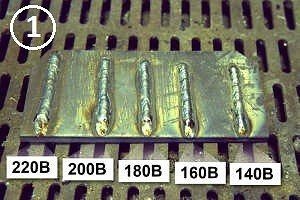
Принцип сварки металлов
В принципе, соединения металлов это несложный процесс для понимания – электрическая дуга плавит края соединяемого металла и в это же время наносит на соединение металл с электрода. Даже если просто провести электрод вдоль соединения, то шов заварится – каким образом он это сделает, это уже иной вопрос, это зависит от уровня мастерства непосредственно сварщика, а точней от того, как он правильно усвоил урок, как варить шов сваркой, и все нюансы, связанные с этим.
- Самое главное, что необходимо знать, это скорость наплавления материала – если проводить электрод быстро, то стык будет сделан с пропусками. Если это выполнять не спеша, то металл начнет сильно чрезмерно оплавляться, а иногда (при малой толщине соединяемых металлических листов) даже прожигаться. Опять же, этот момент необходимо определять экспериментальным путем.
- Это же относится и к силе тока, с которой делается сварка – сильный ток прожигает металл, слабый не полностью проваривает. По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
 По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?
По большому, сварщик сам для себя подбирает оптимальное напряжение и уже приспосабливается к нему. Спросите, как?Существует такое определение, как сварка рваной дугой – то есть, во время работ, смотря за состоянием свариваемых материалов, вы просто на очень короткое время прерываете дугу, давая этим материалу чуть остыть. Как правило, по этой технологии происходит варка труб – металл надевается на шов, образно говоря, елочкой либо небольшими передвижениями электрода сперва слева направо, а затем наоборот.
По большому счету соединение труб сваркой – это отдельная тема, которая требует подробного описания. Если коротко рассматривать данный процесс, то происходит он в два этапа. Для начала, это заполнение соединения между двумя трубами (они соединяются стык в стык, между трубами в обязательном порядке обязан быть зазор в несколько миллиметров). И следующее, это усиление шва, оно делается под большим напряжением, на данном этапе работ убираются все огрехи и пропуски первого этапа.
Провар – если говорить проще, то глубина проплавления краев соединяемого металла. Опять-таки, тут есть тонкая грань, на которой и нужно сбалансироваться сварщику. Переходя данную грань, и сильно переплавляя металл, вы создаете с обратной стороны соединения наросты – они не принципиальны, когда речь идет о деталях, которые можно варить с обеих сторон. Но вот если рассматривать трубы, то тут данные наросты являются уменьшением диаметра трубы.
Если рассматривать недогрев, то тут подразумевается некачественный шов. Узнать плохо проваренный стык можно по обратной стороне детали – во время сварки металл (естественно, если он не имеет толщины больше сантиметра) с тыльной стороны обязан раскаляться докрасна. После сварочных работ на этом участке видны изменения в цвете металла и образуется окалина.
Сварка швов в разных плоскостях
Что еще нужно сказать относительно сварки, так это о горизонтальных и вертикальных стыках. Вертикальный шов делается чуть проще, что нельзя сказать о горизонтальном.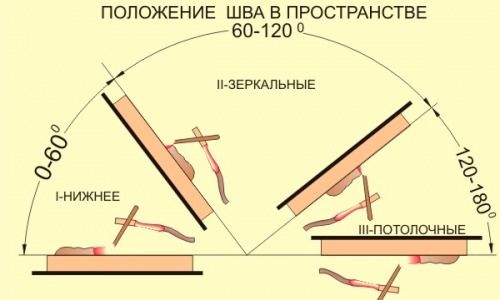 Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.
Между прочим, тут есть один уникальный парадокс – начинающим сварщикам, по какой-то проще дается горизонтальный шов, а вот с вертикальными соединениями возникают проблемы. Как с вертикальный шов сваркой? По принципу рваной дуги – но в этом случае наплавляемый металл меньше вниз стекает.И в конце темы, как правильно варить сваркой, расскажем коротко о потолочном шве, он среди прочих стыков считается самым проблематичным для начинающих. Вся сложность состоит, опять же, в стекании металла вниз. Чтобы это не произошло, потолочный шов необходимо варить быстро и с немного увеличенным током – здесь уже нужен опыт.
Оцените статью: Поделитесь с друзьями!Как правильно варить вертикальный шов электросваркой (потолочный)
«Как правильно варить вертикальный шов электросваркой?» — вопрос, ответ на который интересует не только начинающих сварщиков или тех, кто решил что-то починить, не прибегая к услугам профессионала, но и работников с опытом в этой сфере.

Сварочные работы сами по себе довольно сложный процесс, который требует не только достаточных знаний, но и опыта. Предметы, изделия или их части могут располагаться так и в таких местах, что доступ к ним будет затруднен или расположение сварщика не будет давать ему выполнить работу привычным способом. Таким «нестандартным» расположением предметов для сваривания является вертикальное и потолочное.
Вертикальный шов
Вертикальная сварка полуавтоматомПри сваривании в месте плавления образуется капля жидкого металла, которая под действием силы тяжести будет двигаться по направлению к земле. На вертикальных поверхностях – сверху вниз. Стекание капли металла будет затруднять формирование сварочного шва. Потому «вертикальная» сварка имеет ряд особенностей.
Главный принцип – расплавленный в месте сварки металл должен быстрее, чем обычно, кристаллизоваться. Это возможно, если его капля будет минимального размера. Добиться такого результата можно за счет уменьшения длины электрической дуги и коротким движением электрода вверх или в сторону.
Направление сварного шва может быть как сверху вниз, так и снизу вверх. Необходимо учитывать, что тепло от электрической дуги поднимается. Потому опускаясь вниз, нужно будет увеличить силу тока.
Рекомендуется вести его вверх, тогда застывший кратер металла снизу, будет удерживать верхний. Положение электрода не имеет особого значения. Его наклон может быть как вверх, так и вниз. Удержание его с наклоном вниз обеспечивает больший обзор и возможность контролировать распределение капель и формирование шва. Недостаток такого способа – это грубая чешуйчатая его поверхность.
Наплавленный металл стек внизЕсли условия проведения работ не позволяют сваривать снизу вверх, то применяют обратное направление формирования шва. При этом электрод сначала ставят перпендикулярно по отношению к плоскости свариваемых деталей. При появлении капли жидкого металла положение электрода меняют и держат его с наклоном, так чтобы между свариваемыми поверхностями и ним образовался острый угол, направленный своим концом вверх. Такое положение позволяет удержать каплю от стекания короткой электрической дугой.
Такое положение позволяет удержать каплю от стекания короткой электрической дугой.
Если капля удерживается с трудом или падает, то следует увеличить скорость перемещения электрода и силу тока, а также несколько расширить шов, двигая электрод из стороны в сторону. Это способ «вертикальной» сварки легче, но качество соединения будет хуже. Есть также опасность, что расплавленный металл не удержится дугой и силой поверхностного натяжения, и потечет.
Потолочный шов
Горизонтальная сварка металла электродомИ уж совсем вызывает недоумение и замешательство ситуация, когда необходимо сварить горизонтально расположенные над головой детали и выполнить так называемый потолочный шов электросваркой. Положение сварщика в этом случае чрезвычайно неудобное, а капля расплавленного металла будет падать вертикально вниз.
Электрод при варке «потолочного» располагается перпендикулярно свариваемым поверхностям. Скорость его перемещения должна быть постоянной с небольшими круговыми движениями для расширения шва. Электрическая дуга должна быть короткой. Если она будет длинной, то при сварке образуются подрезы.
Электрическая дуга должна быть короткой. Если она будет длинной, то при сварке образуются подрезы.
Для выполнения этого вида сварки применяется тот же принцип – максимально быстрого затвердения металла. При сварочных работах необходимо использовать электроды со специальным тугоплавким покрытием. Благодаря этому на конце их создается «чехольчик», которым удерживается капля.
Кроме круговых движений в горизонтальной плоскости, электрод перемещают вертикально. После того как электрическая дуга расплавила металл, электрод несколько удаляют от ванной и тем самым гасят дугу. Поступление энергии прекращается. Металл остывает и кристаллизуется, тем самым уменьшая сварочную ванну. То есть плавление производят короткими замыканиями.
К сварке «потолочным» швом следует прибегать лишь в крайних случаях, когда нельзя соединяемые детали расположить более удобным для сварочного процесса образом. Это связано опять-таки с особенностью расположения. Разогрев происходит снизу, а пузырьки газа в ванне жидкого металла, поднимаются. Они всплывают и попадают в корень шва, делая его тем самым менее прочным.
Разогрев происходит снизу, а пузырьки газа в ванне жидкого металла, поднимаются. Они всплывают и попадают в корень шва, делая его тем самым менее прочным.
Рекомендации
Для того чтобы электросваркой варить шов как потолочный, так и вертикальный рекомендуется применять электроды меньшего диаметра и пониженную на 10-12% силу тока, по сравнению с обычными условиями.
Как правило, применяют их диаметром не более 4 мм. Или еще меньшего, если есть необходимость разделать кромки или заплавить зазор между деталями.
Вертикальный и «потолочный» можно варить с применением защитных газов.
Видео: Сварка горизонтального шва
Как правильно варить сваркой — видео
Перед тем, как пробовать учиться варить инверторной сваркой, необходимо ознакомиться с комплектующими частями инвертора, а также посетить несколько практических занятий (можно посмотреть, как правильно варить сваркой видео). Сварочный инвертор состоит из следующих деталей:
Сварочный инвертор состоит из следующих деталей:
преобразователь частоты; система управления; сетевой фильтр и выпрямитель; высокочастотный трансформатор; силовой выпрямитель.
Как правило, габариты сварочного инвертора невелики, это позволяет носить его даже на плече в течение всего рабочего дня.
Как научиться варить сваркой инвертором, может узнать любой желающий. Для этого необходимо использовать сварочные электроды, которые бывают трех основных видов:
- высоколегированные;
- углеродистые;
- легированные.
Благодаря правильному использованию нужных электродов можно получить достаточно качественный шов. Частота тока в сварках инверторного типа при этом не должна превышать 60-85 кГц.
Сварочный инвертор очень экономный, что является очень большим плюсом для аппарата. И размеры оборудования, и его экономичность обусловлены европейскими стандартами, создающими достаточно жёсткие рамки потребления энергии.
Чтобы знать, как правильно варить сваркой (видео), необходимо хотя бы предполагать, какое дополнительно оборудование может понадобиться: защитная маска (выбирать необходимо удобную маску, которая будет удобно крепиться на голове), держатели, защитные рукавицы и костюм.
Какой сварочный аппарат выбрать для проведения сварочных работ?
Чтобы варить инверторной сваркой, прежде всего, необходимо выбрать сам аппарат для сварки. На современном рынке очень много разных моделей сварочных аппаратов, как и много видеоматериалов в разделе как работать со сваркой видео.
Чтобы подобрать наиболее подходящий агрегат, нужно ознакомиться с особенностями каждой модели. В первую очередь при выборе инвертора обращают внимание на диапазон регулировки сварочного тока. К примеру, для сварочных работ на даче отлично пойдёт аппарат с показателем в пределах 160-200 А.
Как варить сваркой «видео по инверторам» наверняка содержит информацию и о таком показателе, как ПВ – продолжительность выключения инвертора. Данный показатель всегда указывается в технических характеристиках сварочного аппарата (в %). К примеру, если ПВ равен 40%, то время работы соответственно будет составлять 60%.
Можно собрать сварочный инвертор и самому, только перед тем, как сделать сварку своими руками, придётся очень много информации проштудировать.
Напряжение холостого хода и потребляемая мощность – два показателя, которые также играют важную роль при выборе. Напряжение должно составлять 50-90 А, а потребление мощности не должно превышать 16-25 А.
Также раздел «как работать со сваркой видео» содержит информацию о пыле- и влагозащищённых свойствах корпуса устройства.
Выбор электродов для сварочного инвертора
Материал «как правильно варить сваркой видео» обязательно также содержит информацию о том, какие электроды нужно покупать для работы со сваркой инверторного типа.
Выбор электродов в первую очередь зависит от того, с какими материалами будет вестись работа (низко-, среднеуглеродистыми сталями, низколегированными, нержавеющими). К примеру, для наплавки и работы со спецсталями используются электроды высоколегированные, для сварки легированных сталей – легированные электроды.
Выбор электродов также зависит от вида работ. Например, на даче, где сварка производится в основном без критических нагрузок, можно использовать электроды класса МР-3 или АНО. Если проводятся более сложные сварочные работы, лучше применять электроды класса ОУНИ. Кроме того, необходимо также учитывать диаметр и марку электродов.
Если проводятся более сложные сварочные работы, лучше применять электроды класса ОУНИ. Кроме того, необходимо также учитывать диаметр и марку электродов.
Азы сварки для начинающих
Перед тем, как приступить к сварке ответственных деталей, необходимо попробовать сварить что-то ненужное. Даже, если сварщик вообще не имеет опыта, на таких изделиях, он сможет сам понять, как научиться варить сваркой.
Нужно заправить электрод в специальный держатель, зажимы зафиксировать на свариваемой детали.
Электрод нужно становить под углом 65о к изделию и стараться при сварке всегда соблюдать небольшое расстояние между электродом и деталью. После прокладки шва по нему рекомендуется постучать молотком, чтобы полностью осыпался весь шлак.
Как правильно варить сваркой видео содержит информацию, где различают три основных вида швов:
- вертикальный;
- горизонтальный;
- потолочный.
Для успешной работы необходимо соблюдать также несколько правил:
- необходимо научиться правильно удерживать сварочный электрод;
- получить сварочную дугу можно двумя способами: подъёмом или черканием;
- получение дуги сопровождается благодаря подводу второго провода (массы), который отходит от инвертора и присоединяется к свариваемой детали;
- оптимальное расстояние от электрода до детали – 2-6 мм;
- если плавно и равномерно вести по всей длине места соединения, то канава, которая образуется при воздействии дуги на металлическую поверхность, будет заполняться расплавленным металлом (как варить сваркой видео содержит подробный материал).

Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
Как правильно варить вертикальный шов электросваркой или дуговым инвертором для начинающих, как сваривать сварочным электродом
06ДекСодержание статьи
- Сваривание вертикала
- Общие определения
- Виды соединений
- Положение в пространстве
- Как правильно варить вертикальный шов электросваркой
- Горизонтальное соединение
- Как правильно варить потолочный вертикал
- Управление положением проводника
- Параметры для вертикального сварочного шва
- Инструкция для начинающего сварщика
- Зачистка швов
- Дефекты
В статье расскажем о том, как правильно варить вертикальный сварочный шов электродом и электродуговой сваркой, какие проблемы встречаются в работе и как с ними справляться.
Сваривание вертикала
Сварщики часто сталкиваются с ситуацией, когда сварное соединение нужно проводить в разных плоскостях, это случается с потолочными конструкциями и боковыми. Иногда это детали, расположенные под углом, в остальных случаях они прямые, но имеют неудобный доступ – на потолке. Основная сложность в том, что на расплавленный металл действует сила притяжения, поэтому может получиться некрасивый, а главное, нефункциональный подтек.
Общие определения
Есть несколько типов шва в зависимости от того, где они располагаются. По направлению:
- вертикальный;
- горизонтальный.
По плоскости:
- нижний;
- верхний;.
- боковой.
Самый простой проходит по горизонту и находится внизу, на рабочем столе. Тогда очень просто следить за образуемой сварной ванной, а само наплавление ложиться аккуратно и последовательно, вне зависимости от того, как движется электрод.
Виды соединений
Сварщик может накладывать шов с одной стороны или с двух, в последнем случае это увеличивает надежность, но бывает иногда затруднительным. Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
Тогда силы компенсируются, не происходит разломов или деформаций. Также есть 4 классических типа сваривания в зависимости от расположения двух частей изделия:
- встык – заготовки находятся двумя краями близко друг к другу, без зазоров;
- тавровое – перевернутая буква «Т», то есть на горизонтальную плоскость прикладывается вертикальная;
- внахлест – одна металлическая плашка накладывается на другую;
- угловое – наиболее трудное, потому что надо добиться правильного угла при соединении.
Расскажем подробнее. Или можно посмотреть этот видеоурок:
Встык
В основном применяется при работе с листами или трубами. Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Зазор должен составлять не более 1-2 мм (здесь будет находиться расплавленный металл). Сами элементы должны быть жестко зафиксированы. Иногда требуется предварительный задел кромок (их скос, чтобы получилось углубление для наплавления) – при толщине стали более 4 мм. Учтите, что чем глубже полость, чем лучше соединение, но сам процесс затрачивает больше электродов (присадочной проволоки на полуавтомате) и длиться дольше. При очень большой ширине заготовки понадобится сделать несколько последовательных проходов. Многослойный шов может заполняться пластами или точечными приварами, как на этом схематическом изображении:
Внахлест
Подходит для листов, имеющих не более 8 мм в толщину. Они накладываются один на второй и провариваются с двух сторон, в обратном случае образуется зазор, в котором может возникнуть очаг коррозии.
Здесь основная особенность – в угле наклона электрода. Он должен находиться под 15-45 градусов от верхней поверхности. Если меньше, то шов получится на нижней плашке, больше – на верхней. В любом случае не будет надежного контакта.
В любом случае не будет надежного контакта.
Как сваривать вертикальный шов при тавровом или угловом соединении
Технология в обоих случаях остается прежней, визуально изделия напоминают букву «Т» в первой ситуации, и «Г» – во второй. Иногда требуется обработка заранее, это зависит от того, насколько толстые заготовки. Рассмотрим в таблице:
Толщина металла | Количество проходов | Обработка кромок |
До 4 мм | 1, с одной стороны | Не требуется |
От 4 до 8 мм | 2, двусторонний | Не требуется |
От 8 до 12 мм | 1, со стороны разделки | Предварительный скос под 45 градусов |
От 12 мм | 2, двусторонний | Два скоса вертикальной плоскости |
При угловом соединении сваривание можно проводить изнутри или снаружи, от этого зависит то, с какой кромочной части будет сниматься излишек. Также можно делать двойной проход. Для наглядности посмотрим на схему:
Также можно делать двойной проход. Для наглядности посмотрим на схему:
Если угол проваривается внутри, то важно расположить электрод по направлению биссектрисы, то есть ровно посередине. Сварщики называют этот метод «в лодочку», потому что две заготовки образуют подобие плавсредства. Но если вы работаете с неоднозначными по толщине стальными листами, то более прямое воздействие должно оказываться на толстый металл, как на изображении:
Сварка угловых швов
При работе появляется несколько трудностей. Первая заключается в том, что с вертикально расположенной заготовки расплавленный металл стекает вниз. Вторая появляется в случаях, когда для работы взял неподходящий, слишком большой в диаметре электрод. Его кончик просто не помещается в углу.
Избежать этого просто. Изначально при розжиге электродуги и при заполнении всего пространства следует делать вращательные движения. Первое прикосновение – к вертикали и под большим наклоном, затем проводник следует постепенно выравнивать под 45 градусов и выше, а кончик – опускать на горизонталь, затем повторять по кругу. Техника отлично изображена на рисунке:
Техника отлично изображена на рисунке:
Положение в пространстве
Здесь все очень просто в теории, и нелегко – при исполнении. Проще всего представить это так: пройдитесь глазами по комнате, сколько там есть прямых линий, столько и возможностей для соединения у сварщика. Как на этой картинке:
Как правильно варить вертикальный шов электросваркой
Чтобы преодолеть силу притяжения, необходимо придерживаться двух основных принципов:
- Кристаллизация металла должна проходить быстрее, чем при обычной работе. Этого можно добиться, если количество расплавленного сплава будет меньше. То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
- Лучшее движение – снизу вверх. Так, внизу будет образовываться затвердевшая масса, которая не даст металлическому составу сливаться вниз.
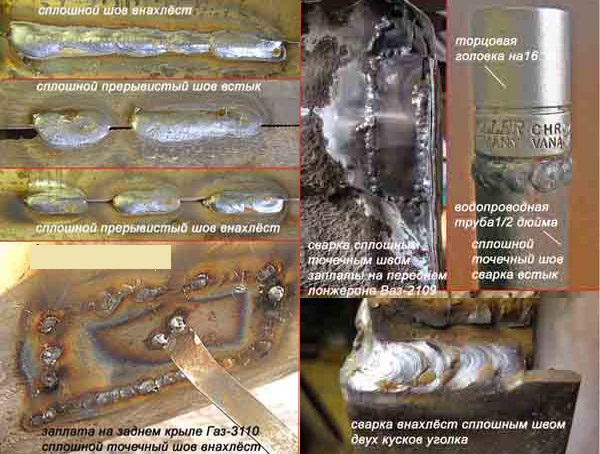 То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.
То есть нужно поддерживать минимальную длину электродуги – перемещать электрод прерывистыми движениями, похожими на постукивание.Но не всегда второй принцип может быть реализован. Бывают ситуации, когда нужно изменить направление. Ниже расскажем, что для этого требуется сделать.
Как варить вертикальный шов дуговой сваркой по технике снизу вверх
Сперва следует по всей линии сделать короткие, до 2 см, прихваты. Они соединяют два листа и препятствуют дальнейшему смещению или деформации в связи с нагревом.
Угол наклона проводника не должен быть меньше 45 градусов, больше – допустимо вплоть до 90. Сам электрод должен быть направлен вверх. Начало работы происходит в самой нижней точке. Скорость передвижения – небольшая. Необходимо следить за ванной, чтобы она не была слишком большой.
Если сварщик производит соединение конструкции со стенками, превышающими 4 мм, то допустимо производить поперечные движения, например, елочкой. Они увеличивают прочность. Посмотрим варианты на изображении:
Они увеличивают прочность. Посмотрим варианты на изображении:
Как правильно сварить вертикальный шов электросваркой по технологии сверху вниз
Чтобы добиться хорошего контроля за движением расплава, следует изменять угол электрода. Сперва он должен располагаться под 90 градусов. Когда первый наплав произойдет, нужно подвинуть проводник ближе – на 70-75.
Остальные хитрости остаются прежними. Опытные сварщики считают, что хоть в таком направлении варить труднее, но результат – намного лучше по прочности и внешнему виду.
Горизонтальное соединение
Это более простая наука, но сила притяжения продолжает работать, если сами свариваемые поверхности располагаются вертикально. Справа налево или наоборот – зависит от техники специалиста и его удобства.
Считается нормой постоянное поддерживание дуги, но если не получается держать под контролем сварочную ванну, можно несколько раз гасить и зажигать электродугу.
Ширина провара зависит от выбранного рисунка (См. выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
выше), а отсутствие подтеком – от силы тока. Она должна быть минимальной, но достаточной для работы. Выбирается опытным путем. Второй вариант – увеличить скорость передвижения проводника, чтобы снизить количество расплавленного металла.
Как правильно варить потолочный вертикал
Это наиболее трудная задача, выполнить ее помогут рекомендации:
- Положение электрода – 90 градусов к поверхности.
- Дуга – короткая.
- Скорость перемещения – постоянная, высокая.
- Рисунок – круговой, чтобы сделать шире свариваемую область.
Важно применять средства защиты.
Управление положением проводника
Есть три возможные расположения электрода:
Углом вперед | Горизонтальные, вертикальные, потолочные конструкции, трубы, тонкостенные заготовки, так как получается широкий расплав и небольшая глубина |
Назад | Угловые стыки и толстые образцы, которые нужно глубоко проваривать |
Прямой | Труднодоступные места |
Параметры для вертикального сварочного шва
Есть стандартные рекомендуемые значения, но мы советуем испытать опытным путем выставляемый режим.
| Диаметр электрода, мм | Сварочный ток при положении шва, А | ||
|---|---|---|---|
| нижнее | вертикальное | потолочное | |
| 3 | 70 — 100 | 70 — 80 | |
| 4 | 120 — 150 | 100 — 120 | 100 |
| 5 | 150 — 180 | 130 — 150 | — |
Инструкция для начинающего сварщика
Новичкам рекомендуем проверить рабочее место на соответствие техники безопасности:
- Прочная одежда с закрытыми руками и ногами. Обувь – из твердой кожи. Обязательно наличие специальных очков или маски.
- Аппарат должен быть исправным. Познакомьтесь с ним, проверьте различные режимы.
- Подготовьте пространство: уберите легковоспламеняющиеся предметы.
Зачистка швов
Сперва следует с помощью молотка и зубила сбить брызги – окалину. Если выпуклое соединение вам не подходит, и вы уверены в глубине и прочности провара, то можно воспользоваться специальной шлифовкой по металлу.
Посмотрим на видео, как это делают опытные сварщики:
Дефекты
Расскажем, с чем может столкнуться каждый при неправильном выполнении работ.
Непровар
В стыке остаются полости воздуха или несоединенной стали.
Результат – непрочное соединение. Причина – малая сила тока или слишком быстрое перемещение электрода.
Подрез
По сути, это канавка, которая образуется так – сварная ванна очень широкая, поэтому заготовка прогревается на большое расстояние. Капля расплава сходит вниз, а на месте образуется полость. Чтобы этого не допустить, следует уменьшить электродугу.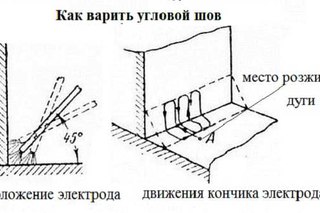 Очень характерно для вертикалов или углов.
Очень характерно для вертикалов или углов.
Прожог
С этим сталкивается каждый новичок, желающий усилить подачу электричества. Образуется полость. Здесь посоветовать можно одно – нужно плавно вести электрод, подолгу не оставлять его на одном месте. Подробнее о дефектах и причинах на видео:
Поры и наплывы
По сути это неровности – в одном месте кристаллизация прошла быстрее, а в другом – медленнее. Обычно виной этому неправильно подобранные электроды (просто некачественные) или сквозняк. Выглядит это так:
Трещины
Они означают, что соединение недостаточно прочное для оказанных нагрузок. Необходимо повторно провести процедуру.
Необходимо повторно провести процедуру.
В статье мы рассказали, как правильно варить вертикальный шов инвертором или электродуговой сваркой для начинающих. Для закрепления материала посмотрим видеоролик:
Мои пять любимых видеороликов по металлообработке и сварке
Некоторые из вас, вероятно, мечтают попасть в мастерскую и изучить несколько новых навыков.
Сварка 101 — один из самых популярных классов, которые мы предлагаем в Innovation Hub. Итак, я подумал, что поделюсь с вами некоторыми из моих любимых видеороликов о сварке и металлообработке. Здесь найдется что-то для новичков, вплоть до самых опытных производителей металла. Итак, без лишних слов…
Итак, без лишних слов…
Канал Make Something — один из моих любимых.Хотя большинство его видео посвящено различным проектам в области деревообработки, они недавно были расширены и на другие материалы. Это видео отлично подходит для новичка. В этом видео у ведущего Дэйва, ведущего, возникли проблемы со сваркой — они не очень хорошо выглядят и не очень прочны, поэтому он пригласил друга и бывшего инструктора, чтобы они помогли ему дать несколько советов во время сварки. Это так важно, потому что он дает те маленькие подсказки, которые так трудно запомнить, просто говоря о сварке.Такие мелочи, как, к чему прислушиваться, и почему и как регулировать угол при сварке различных соединений. Они также рассматривают некоторые основные настройки для настройки вашего сварочного аппарата. Это фантастическое видео, полное полезной информации.
Канал Джимми Дисты на YouTube — это колодец, к которому я всегда могу вернуться и найти что-то потрясающее и вдохновляющее. В этом видео у него есть два других производителя, JD Brewer и Jody из советов по сварке, которые помогают ему показать всем нам несколько советов и приемов по сварке.Я бы поместил это видео в диапазон от новичка до немного опытного. В них рассказывается о множестве различных приемов, которые помогут вам настроить машину и изменить настройки. В видеоролике они также дают массу небольших советов, которые вы узнаете только за десятилетия сварки. Если вы только мечтали сварить вместе пару кусков металла, вы узнаете, как это сделать, из этого видео, а если вы уже какое-то время занимаетесь сваркой, вы обязательно чему-нибудь научитесь. Это видео немного длиннее обычных роликов для этого канала, но не позволяйте времени мешать вам его посмотреть.Я смотрел его несколько раз и каждый раз узнавал что-то новое.
В этом видео у него есть два других производителя, JD Brewer и Jody из советов по сварке, которые помогают ему показать всем нам несколько советов и приемов по сварке.Я бы поместил это видео в диапазон от новичка до немного опытного. В них рассказывается о множестве различных приемов, которые помогут вам настроить машину и изменить настройки. В видеоролике они также дают массу небольших советов, которые вы узнаете только за десятилетия сварки. Если вы только мечтали сварить вместе пару кусков металла, вы узнаете, как это сделать, из этого видео, а если вы уже какое-то время занимаетесь сваркой, вы обязательно чему-нибудь научитесь. Это видео немного длиннее обычных роликов для этого канала, но не позволяйте времени мешать вам его посмотреть.Я смотрел его несколько раз и каждый раз узнавал что-то новое.
Итак, у вас есть сварочный аппарат, и вы можете неплохо сваривать металл. Круто, что теперь? Хорошо по шагам Этот старый Тони с его видео на Oxy / Acetylene. Этот старый Тони — фантастический мастер по металлу, и вам стоит посмотреть все его видео. Это видео отлично подходит для начинающих владельцев фонарей. Из его видео о настройке и использовании Oxy / Acetylene вы узнаете, как именно это сделать.Что мне нравится в этом видео по сравнению со многими другими видео на ту же тему, так это то, что у него очень простой способ объяснить, почему вы делаете что-то определенным образом. Он не дает чрезвычайно научных объяснений химических реакций, которые могут происходить, он объясняет, почему, но сохраняет простоту. У него также очень веселое и сухое чувство юмора в своих видео, и он явно любит повеселиться. Если вам нужно знать, как использовать этот удивительный инструмент, это отличное место для начала.
Круто, что теперь? Хорошо по шагам Этот старый Тони с его видео на Oxy / Acetylene. Этот старый Тони — фантастический мастер по металлу, и вам стоит посмотреть все его видео. Это видео отлично подходит для начинающих владельцев фонарей. Из его видео о настройке и использовании Oxy / Acetylene вы узнаете, как именно это сделать.Что мне нравится в этом видео по сравнению со многими другими видео на ту же тему, так это то, что у него очень простой способ объяснить, почему вы делаете что-то определенным образом. Он не дает чрезвычайно научных объяснений химических реакций, которые могут происходить, он объясняет, почему, но сохраняет простоту. У него также очень веселое и сухое чувство юмора в своих видео, и он явно любит повеселиться. Если вам нужно знать, как использовать этот удивительный инструмент, это отличное место для начала.
Что это еще за видео This Old Tony так скоро? Но вы уже говорили о нем только в предыдущем видео, можно сказать. Поверьте, на его канале полно потрясающих видео, и я хотел убедиться, что вы их смотрите. В этом видео Этот старый Тони делает ножничный подъемник, чтобы поднимать и опускать свой мотоцикл. Он шаг за шагом строит с нуля этот впечатляющий лифт. Что мне действительно понравилось в этом видео, так это то, как он показывает, как он справляется с проблемами, с которыми он сталкивается, и показывает, что все нормально, если не все сделано идеально. Я имею в виду, что не все должно иметь очень жесткую терпимость.Хотя у вас может не быть всех тех же инструментов, что есть у Тони, вы можете избежать неприятностей в своей сборке, и она все равно будет работать. В качестве обучающего видео это может быть лучше для более опытных мастеров-металлистов, но все же отлично для новичков, которые можно посмотреть просто для вдохновения.
Поверьте, на его канале полно потрясающих видео, и я хотел убедиться, что вы их смотрите. В этом видео Этот старый Тони делает ножничный подъемник, чтобы поднимать и опускать свой мотоцикл. Он шаг за шагом строит с нуля этот впечатляющий лифт. Что мне действительно понравилось в этом видео, так это то, как он показывает, как он справляется с проблемами, с которыми он сталкивается, и показывает, что все нормально, если не все сделано идеально. Я имею в виду, что не все должно иметь очень жесткую терпимость.Хотя у вас может не быть всех тех же инструментов, что есть у Тони, вы можете избежать неприятностей в своей сборке, и она все равно будет работать. В качестве обучающего видео это может быть лучше для более опытных мастеров-металлистов, но все же отлично для новичков, которые можно посмотреть просто для вдохновения.
Что это, видео Bon Appetit в списке видеороликов по металлообработке? Как я мог так запутаться? Что ж, не бойтесь, это видео о сварке уличного гриля. Джимми Диреста и Брэд Леоне объединились, чтобы сделать идеальный гриль. Это видео показывает вам не только, как построить потрясающий гриль, который вы можете взять с собой куда угодно, пока вы едете в своей машине, но и показывает мыслительный процесс создания гриля и насколько он важен. — не всегда придерживаться первоначального замысла. Иногда можно по ходу изменить дизайн, если придумаешь что-то получше. Плюс ко всему, на это просто весело смотреть. Во второй части этой серии видео Брэд учит Джимми готовить на гриле, и ее также стоит посмотреть.
Джимми Диреста и Брэд Леоне объединились, чтобы сделать идеальный гриль. Это видео показывает вам не только, как построить потрясающий гриль, который вы можете взять с собой куда угодно, пока вы едете в своей машине, но и показывает мыслительный процесс создания гриля и насколько он важен. — не всегда придерживаться первоначального замысла. Иногда можно по ходу изменить дизайн, если придумаешь что-то получше. Плюс ко всему, на это просто весело смотреть. Во второй части этой серии видео Брэд учит Джимми готовить на гриле, и ее также стоит посмотреть.
Я надеюсь, что это даст вам некоторые идеи и, по крайней мере, прочную основу для сварки и того, что вы можете с этим сделать. Помните, что у всех этих видео есть одна общая черта — люди, занятые чем-то. Самое важное, что вы можете сделать, чтобы стать хорошим сварщиком, — это начать. Практикуйте все, что можете, когда можете. Помните, что никто из этих людей не начинал сваривать безупречные бусины, им приходилось тратить время на основные сварные швы, чтобы стать лучше. Не могу дождаться, когда вы все в магазине в своих сварочных масках, когда это закончится.
Самое важное, что вы можете сделать, чтобы стать хорошим сварщиком, — это начать. Практикуйте все, что можете, когда можете. Помните, что никто из этих людей не начинал сваривать безупречные бусины, им приходилось тратить время на основные сварные швы, чтобы стать лучше. Не могу дождаться, когда вы все в магазине в своих сварочных масках, когда это закончится.
Шовная сварка: применение, преимущества и недостатки
Шовная сварка — это процесс соединения двух одинаковых или разнородных материалов в шве с помощью электрического тока и давления. Этот процесс в основном используется для металлов, поскольку они легко проводят электричество и могут выдерживать относительно высокое давление.
Шовная сварка возможна благодаря контактному сопротивлению, создаваемому между двумя металлами.
При прохождении тока между металлами в небольшом зазоре выделяется тепло.Электроды поддерживают и контролируют поток электричества.
СВЯЗАННЫЕ С: УЛЬТРАЗВУКОВАЯ СВАРКА: ПЕРСПЕКТИВНАЯ ТЕХНОЛОГИЯ ДЛЯ СВАРАНИЯ И ПЛАСТИКА, И МЕТАЛЛА
Давайте подробно рассмотрим этот метод сварки, используемый в различных отраслях промышленности.
Что такое сварка контактным швом?
Шовная сварка или контактная сварка — это подмножество контактной сварки, которая представляет собой процесс сварки двух материалов с использованием электрического тока.
В основном существует четыре типа контактной сварки:
- Контактная точечная сварка
- Контактная сварка выступом
- Контактная стыковая сварка
- Контактная сварка
Шовная контактная сварка является одним из наиболее распространенных сварочных процессов, используемых для соединения металлические листы со сплошным сварным швом.
Когда два одинаковых или разных материала прижимаются друг к другу, между ними будет небольшой зазор из-за неровностей поверхности. При контактной сварке швом этот зазор создает электрическое сопротивление между двумя материалами и вызывает их нагрев на стыке.
Это также известно как контактное сопротивление.
Сварочный ток имеет первостепенное значение при сварке швов. Количество тепла, выделяемого в швах, будет зависеть от величины тока, протекающего через него.
Количество тепла, выделяемого в швах, будет зависеть от величины тока, протекающего через него.
Однако слишком сильное включение электричества может вызвать выбросы и порчу электрода. Переменный ток (АС) по-прежнему является наиболее предпочтительным видом электрического тока, используемого при сварке швов.
При сварке швов используются электроды в форме колеса. Эти колеса прикладывают к деталям силу и электричество.
Сила сварки должна быть пропорциональна твердости материалов. Следовательно, для более твердых металлов требуется большее усилие сварки по сравнению с более мягкими металлами.
В более широком смысле, сварка контактным швом подразделяется на:
Шовная сварка прерывистым движением
Ролики и подача электрического тока остаются активными, пока не будет достигнуто положение сварки. Это означает, что сварка происходит в определенных точках или области, а не в виде сплошной линии.
Сварка швов прерывистым движением полезна для сварки толстых металлов, когда непрерывная сварка невозможна. Существует два типа сварки прерывистым швом:
- Ролик Точечная сварка
- Сварка швом внахлест
Шовная сварка непрерывным движением
При сварке непрерывным швом возможен непрерывный шов.Металл соединяется, проходя через электроды с постоянной скоростью роликов. Он обеспечивает однородный сварной шов внахлест, поскольку детали остаются под постоянным давлением.
Тип электродов, используемых при контактной сварке швов, зависит от свариваемого материала. Например, если мы используем шовную сварку для сварки алюминия, то часто избегают использования медных электродов. Это связано с тем, что медные сплавы с алюминием приводят к гораздо более быстрому износу электрода.
Лазерная сварка швом и контактная сварка швом
Термин шовная сварка стал почти синонимом контактной сварки.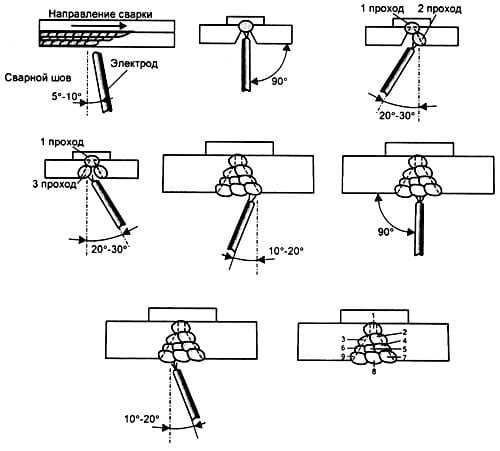 Однако существует и другой процесс шовной сварки, называемый лазерной сваркой.
Однако существует и другой процесс шовной сварки, называемый лазерной сваркой.
Лазерная шовная сварка — это разновидность лазерной точечной сварки. При лазерной точечной сварке высокоинтенсивный лазер направляется на точку, где луч заставляет целевое пятно плавиться и свариваться.
Однако в этом случае головка лазерного инструмента неподвижна. В этой технике сварки лазер перемещается вдоль шва, чтобы создать постоянный сварной шов.
Этот тип сварки обычно используется для сварки датчиков, компонентов радара, инсулиновых помп, батарейных отсеков и корпусов кардиостимуляторов.
Преимущества контактной шовной сварки
Контактная шовная сварка обладает уникальным набором преимуществ, которые делают ее очень выгодной во многих отраслях промышленности.
Герметичные сварные швы: Одной из наиболее важных характеристик непрерывного шва является то, что он может создавать воздухонепроницаемые и водонепроницаемые уплотнения. Это очень важно при создании металлических конструкций, нуждающихся в защите от утечки воздуха или воды, например, герметичных сосудов или сосудов.
Быстрый процесс сварки: Сварка возможна на высоких скоростях.А поскольку весь процесс является автоматическим, сварка контактным швом выполняется быстрее, чем другие альтернативы, такие как точечная сварка.
Не требуется присадочный материал / флюс: Сварка возможна без использования присадочного материала или флюса.
Недостатки контактной шовной сварки
Способ настройки контактной шовной сварки, с этим связаны некоторые недостатки. Ниже приведены некоторые ограничения или недостатки контактной сварки.
Ограниченные линии сварки: Поскольку аппарат для сварки швов состоит из роликов, возможны только прямолинейные или равномерно изогнутые линейные швы.
Ограничения по толщине: Существуют ограничения, когда дело доходит до толщины листов, поскольку сварка швов может стать довольно обременительной, если толщина одного листа превышает 3 мм.
 youtube.com/embed/kNKeyeK1ixQ» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/kNKeyeK1ixQ» allowfullscreen=»allowfullscreen»/>
Применение шовной сварки
Контактная сварка швов находит свое применение при сборке топливных баков, поскольку она должна быть непроницаемой для жидкости. Он также используется для сварки частей сосудов, которые должны быть водо- или воздухонепроницаемыми.
Некоторые другие виды сварки также могут создавать водо- и воздухонепроницаемые уплотнения, но они не обязательно гарантируют чистый сварной шов.Подобно тому, что достигается при сварке швов.
Другое распространенное применение — сварка труб. Сварка контактным швом особенно используется в этой области, поскольку в процессе не используются сплавы металлов.
Следовательно, нет сварных швов, которые испортили бы эстетический вид трубок или труб. Эта технология сварки позволяет создавать бесшовные стыки, которые трудно даже почувствовать на стыковой поверхности.
СВЯЗАННЫЕ С: РУКОВОДСТВО ПО ЗАРАБОТКЕ ДЕНЕГ НА СВАРКЕ: ВАРИАНТЫ И СОВЕТЫ ДЛЯ КАРЬЕРЫ
Сварка швов также используется при производстве резервуаров из листового металла, используемых в качестве резервуаров для керосина, бензина и других жидкостей. В таком случае важную роль играют как воздухонепроницаемые, так и непроницаемые для жидкости сварные швы. Это потому, что жидкости, такие как бензин, испаряются при контакте с воздухом.
В таком случае важную роль играют как воздухонепроницаемые, так и непроницаемые для жидкости сварные швы. Это потому, что жидкости, такие как бензин, испаряются при контакте с воздухом.
Сварка контактным швом находит применение во многих отраслях промышленности благодаря уникальным возможностям сварки. Как и любой сварочный процесс, у него есть свои достоинства и недостатки.
Однако для определенного набора требований контактная сварка швом идеальна по своим характеристикам и возможностям сварки.
5 видов сварных швов
Для разных работ требуются разные типы сварных швов.Сварные соединения созданы с учетом требований и сил каждого отдельного применения. Давайте рассмотрим 5 типов сварных швов ниже.
Угловые сварные швы
Угловые сварные швы — это еще один термин, обозначающий угловые, нахлесточные и тройники. Угловые сварные швы являются наиболее распространенным типом сварных соединений и составляют почти 75% соединений, выполненных с помощью дуговой сварки. Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые швы дороже угловых.Угловые швы в основном используются в системах трубопроводов для соединения труб с раструбными соединениями.
Вам не нужно подготавливать кромку, и этот тип соединения упрощает сварку трубопроводных систем. Стыковые швы дороже угловых.Угловые швы в основном используются в системах трубопроводов для соединения труб с раструбными соединениями.
Cliffswelding утверждает, что сварные швы могут быть выполнены различными способами, в том числе:
- Отливка
- Стрижка
- Обработка
- Ковка
- Подача
- Штамповка
- Кислородно-ацетиленовая резка (процесс термической резки)
- Маршрут
- Шлифовальный
- Плазменная резка (процесс термической резки)
Угловые внешние швы
Угловые наружные швы — один из самых популярных сварных швов в производстве листового металла. Угловые сварные швы используются на внешней кромке детали.Этот сварной шов представляет собой тип соединения, которое соединяется под прямым углом между двумя металлическими частями, образуя L. Они распространены в конструкции коробок, рам коробов и подобных конструкций.
Стили сварки, используемые для создания угловых соединений:
- Точечная сварка
- Угловой шов
- Сварной шов с V-образной канавкой
- Сварка под квадратные кромки или стык
- Сварка с П-образной канавкой
- Сварка под фаску
- Сварка под развальцовку с V-образной канавкой
- Сварка с J-образной канавкой
- Уголок приварной фланец.
- Торцевой сварной шов
X-швы
Двойной V-образный шов также известен как X-образный шов и двойной V-образный шов. Это тип стыковой сварки, состоящий из комбинации двух V-образных швов на каждой из двух сторон соединяемых компонентов
.
Одиночные стыковые сварные швы аналогичны скошенным стыкам, но вместо того, чтобы иметь скошенную кромку только на одной стороне, скошены обе стороны сварного шва. В толстых металлах и когда сварка может выполняться с обеих сторон детали, используется соединение с двойным V-образным вырезом. При сварке более толстых металлов двойное V-образное соединение требует меньше присадочного материала, поскольку есть два более узких V-образных соединения по сравнению с более широким одинарным V соединением. Двойной V-образный шарнир также помогает компенсировать деформационные силы. В случае соединения с одним V-образным соединением напряжение имеет тенденцию к деформации детали в одном направлении, когда V-образный шов заполнен, но в случае соединения с двойным V-образным соединением с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
При сварке более толстых металлов двойное V-образное соединение требует меньше присадочного материала, поскольку есть два более узких V-образных соединения по сравнению с более широким одинарным V соединением. Двойной V-образный шарнир также помогает компенсировать деформационные силы. В случае соединения с одним V-образным соединением напряжение имеет тенденцию к деформации детали в одном направлении, когда V-образный шов заполнен, но в случае соединения с двойным V-образным соединением с обеих сторон материала имеются сварные швы, имеющие противоположные напряжения, выпрямляющие материал. .
V-образный шов
Для получения V-образного угла, типичного для V-образного шва, заготовки либо скошены, либо расположены под соответствующим углом
друг к другу.
Швы внахлест
Шов внахлест — это когда один шов перекрывает другой, образуя сплошной и герметичный шов. Этот шов выглядит чистым и собранным. Идеально подходят для сварки полов и крыш.
Возникла проблема с утечкой? Вот видео, как исправить протекающий шов. Мы надеемся, что эти 5 сварных швов дадут вам лучшее понимание и помогут в вашем следующем проекте.
Магазинные сварочные комплекты и инструмент:
Если у вас есть инструмент и вам требуется обслуживание инструментов с горячим воздухом Leister, позвоните нам по телефону 800.694.1472!
Chelsea Huber
Chelsea Huber — эксперт по цифровому маркетингу, создатель контента, любитель социальных сетей и разбирается в моде и стиле. Когда ее нет за компьютером, вы можете найти ее на пляже, играющей со своим догом Хенли.
Перенос холодного металла: шовная сварка
Сварка швов
Protocase обеспечивает сварку швов как стандартный процесс. Шовная сварка полезна для непрерывного соединения двух или более кусков листового металла, чтобы они казались бесшовными.Для сварки швом детали надежно зажимаются и свариваются, а затем излишки металла удаляются шлифованием. Полученные непрерывно соединенные швы полезны для защиты от атмосферных воздействий, уменьшения утечки электромагнитных помех и для достижения бесшовного внешнего вида при желании.
Полученные непрерывно соединенные швы полезны для защиты от атмосферных воздействий, уменьшения утечки электромагнитных помех и для достижения бесшовного внешнего вида при желании.
Перенос холодного металла: революционная технология сварки
Protocase принял сварку CMT в качестве стандарта для шовной сварки. CMT — это недавно разработанная технология, которая намного превосходит традиционную сварку TIG и MIG для соединения тонкого листового металла.До CMT сварка тонколистового металла всегда была больше видом искусства, чем инженерный производственный процесс. MIG и TIG создают чрезмерное количество тепла, которое может вызвать обратное плавление и деформацию, часто разрушая детали и вызывая высокий уровень внутреннего брака. Это увеличило не только наши внутренние затраты, но и вероятность того, что вы опоздаете на работу. Напротив, CMT генерирует только одну десятую теплоты сварки MIG, а деформация и обратное плавление практически исключаются. Это устанавливает новые стандарты в сварке тонкостенных листов, особенно там, где существуют строгие требования к внешнему виду сварных швов. CMT дает вам:
CMT дает вам:
- Качественная сварка всего металла, который у нас есть для изготовления. (Раньше мы не могли сваривать некоторые тонкие материалы.) Подробнее о металлах, которые мы храним, см. На наших страницах, посвященных холоднокатаной стали, гальваническому отжигу, нержавеющей стали, алюминию и меди. (медь обычно паяется)
- Снижение затрат за счет сокращения времени сварки и снижения количества брака.
- Большой выбор материалов для корпусов вашей конструкции.Все, что мы можем изготовить, теперь мы можем сваривать.
Как работает сварка CMT
Процесс CMT физически напоминает сварку MIG с подачей проволоки в том смысле, что сварочная проволока и защитный газ пропускаются через сварочную горелку, а электрическая дуга между сварочной проволокой и поверхностью сварки приводит к тому, что кончик сварочной проволоки становится жидким и применяется. к сварочной поверхности. Но CMT использует автоматическое включение и выключение нагревательной дуги для систематического нагрева и охлаждения сварочной проволоки, при этом проволока входит в контакт со сварочной ванной и выходит из нее много раз в секунду. Поскольку при сварке CMT используется пульсирующее действие, а не непрерывный поток энергии, при сварке CMT выделяется только одна десятая тепла, чем при сварке MIG. Уменьшение тепла — величайшее преимущество CMT, поэтому его называют «холодным» переносом металла.
Поскольку при сварке CMT используется пульсирующее действие, а не непрерывный поток энергии, при сварке CMT выделяется только одна десятая тепла, чем при сварке MIG. Уменьшение тепла — величайшее преимущество CMT, поэтому его называют «холодным» переносом металла.
| Во время горения дуги присадочный металл перемещается в сторону сварочной ванны. | Когда присадочный металл погружается в сварочную ванну, дуга гаснет. Сварочный ток снижен. | Движение провода назад способствует отделению капель во время короткого замыкания. Ток короткого замыкания остается небольшим. | Движение проволоки меняется на противоположное, и процесс начинается заново. |
Геометрия коробления и сварного шва при сварке швов CMT
Угловые швы (см. Диаграмму A) геометрически стабильны.Напряжениям от изменения температуры и затвердевания противодействуют опоры, предлагаемые обоими краями соединения. Большинство углов геометрии можно полностью сварить швом без коробления с помощью сварки CMT. Это верно для всего металла, который у нас есть.
Диаграмму A) геометрически стабильны.Напряжениям от изменения температуры и затвердевания противодействуют опоры, предлагаемые обоими краями соединения. Большинство углов геометрии можно полностью сварить швом без коробления с помощью сварки CMT. Это верно для всего металла, который у нас есть.
Т-образные соединения (см. Диаграмму B). Швы, соединяющие край детали с плоской поверхностью, склонны к короблению, поскольку отсутствует геометрическая опора для противодействия напряжениям от температуры и затвердевания основного металла.Таким образом, даже при сварке CMT, если сделать длинный шов поперек детали, возможно, что после сварки плоская поверхность больше не будет плоской. Особенно это касается нержавеющей стали и алюминия. Одно из решений, которое может работать в определенных ситуациях, — это соединение путем сварки нескольких коротких сегментов, а не создание непрерывного шва. Это может оставить достаточно немодифицированного основного металла, чтобы придать детали достаточную целостность для сохранения плоскостности. Если вам требуется геометрия Т-образного сварного шва, наш технический персонал может помочь вам с проектированием.
Если вам требуется геометрия Т-образного сварного шва, наш технический персонал может помочь вам с проектированием.
Другие геометрии сварных швов необходимо решать в каждом конкретном случае. Свяжитесь с нашим техническим персоналом.
Обработка, шлифовка и обработка сварного шва
Вы только что сварили свои металлические секции, и теперь ваша вновь сформированная заготовка требует бесшовной отделки. Вот наше руководство по удалению и отделке сварного шва.
В этой статье рассматриваются:
Перед сваркой
Типы сварных швов
Различия между углеродистой сталью и нержавеющей сталью
Первичная шлифовка сварного шва
Подготовка и смешивание сварного шва
Какая отделка?
Дополнительная информация
Перед сваркой
Поскольку используемые процессы и требуемая отделка часто различаются и обычно зависят от типа материала и присущих ему требований к отделке, в этой статье будут рассмотрены как углеродистая сталь, так и нержавеющая сталь. Перед началом сварки, особенно с углеродистой сталью, заготовку следует очистить от любой прокатной окалины, образующейся в процессе производства горячей прокатки — прокатная окалина может повлиять на качество сварного шва. Мы рекомендуем наш диск Norton Blaze Rapid Strip как идеальный продукт для удаления накипи в этом случае. |

Типы сварки
Углеродистая сталь | Нержавеющая сталь |
Сварка MIG (металл в среде инертного газа) | Сварка TIG (вольфрамовый инертный газ)
|
Разница между обработкой углеродистой стали и нержавеющей стали
Решение о том, какую отделку вы хотите получить, во многом зависит от применения готовой детали и самого основного материала.
Углеродистая сталь | Нержавеющая сталь |
|
|
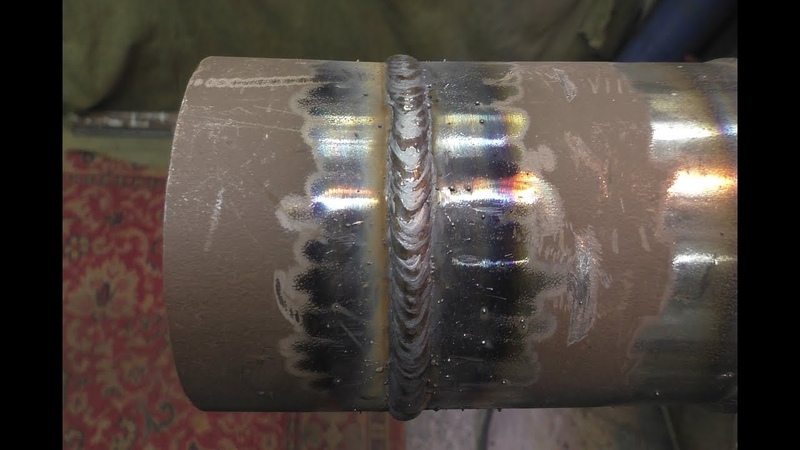

Следует отметить, что если вы работаете с обоими материалами, их следует хранить отдельно в отделке отделки вашей мастерской, чтобы избежать перекрестного загрязнения; особенно при переходе с углеродистой стали на нержавеющую.
Последнее, что вам нужно сделать, это нанести часть заготовки из углеродистой стали на заготовку из нержавеющей стали. Не забудьте также хранить любые абразивные материалы, которые вы используете, отдельно.
Первичная шлифовка шва
Первый этап чистовой обработки шва такой же; снятие лишнего припуска с самого шва. Чтобы добиться этого начального снятия припуска и если чистовая обработка поверхности не важна, слесарь может выбрать простой шлифовальный круг с угловой шлифовальной машиной. Использование шлифовального круга на сварном швеХотя шлифовальный круг может использоваться для удаления припусков на обоих материалах, для достижения удовлетворительного качества результата на нержавеющей стали потребуется высокий уровень навыков и опыта. Могут наблюдаться такие подводные камни, как строжка и подрезание, поэтому необходимо следить за тем, чтобы при шлифовании был выбран правильный угол. ПОСМОТРЕТЬ ПОРТАТИВНЫЕ ШЛИФОВАЛЬНЫЕ КОЛЕСА |
 Здесь цель состоит в том, чтобы отшлифовать соединение до ровной и сплошной поверхности с остальной частью основного металла.
Здесь цель состоит в том, чтобы отшлифовать соединение до ровной и сплошной поверхности с остальной частью основного металла.Углеродистая сталь | Нержавеющая сталь |
|

 2. Нержавеющая сталь имеет тонкий калибр, поэтому существует риск образования заметных плоских пятен; особенно на трубчатых деталях.
2. Нержавеющая сталь имеет тонкий калибр, поэтому существует риск образования заметных плоских пятен; особенно на трубчатых деталях.При выборе шлифовального круга существует множество возможных вариантов. Как всегда, размер зерна, тип зерна и связующий агент будут определять, как продукт работает и ощущается, поэтому убедитесь, что вы четко понимаете, что вам нужно, прежде чем продолжить!
Использование лепесткового диска на сварном швеЛепестковый диск — неизменно популярный выбор, когда речь идет о чистовой сварке нержавеющей и углеродистой стали, и нетрудно понять, почему, поскольку они обладают ключевыми преимуществами перед стандартный шлифовальный круг. Лепестковые диски — идеальный выбор из-за их длительного срока службы, гораздо более высокого комфорта и контроля оператора (обычно пользователю предоставляется больше места для ошибок), низкого уровня шума и качества отделки поверхности — все это важные причины для выбора эти абразивы. ОБЗОР ДИСКОВ ЗАСЛОНКИ |

Углеродистая сталь | Нерж. время и подготовьте заготовку для дальнейшего кондиционирования (при необходимости) перед окраской. | Рабочие-металлисты обычно выбирают лепестковый диск там, где требуется более высокое качество и улучшенная обработка поверхности, поскольку такой лепестковый диск (или волоконный диск) является звездой для нержавеющей стали. Наш лепестковый диск Norton Quantum с зернистостью P80 был бы идеальным на этом первом этапе съема материала. Мы рекомендуем менее опытным операторам выбрать P120. |
Подготовка и смешивание сварного шва
Углеродистая сталь | Нержавеющая сталь |
|
|


На этом этапе сварной шов между сплавленными металлическими деталями должен почти исчезнуть. Поверхность углеродистой стали теперь готова к окраске или использованию.
Для нержавеющей стали требуются дальнейшие шаги для более тонкой отделки, поэтому приведенная ниже информация относится только к нержавеющей стали.
Какая отделка?
Решение о том, какую отделку выбрать для вашей заготовки из нержавеющей стали, полностью зависит от того, для чего будет использоваться конечный продукт.
Время сиять…
Относительно легко и быстро можно получить яркую и однородную поверхность.
Чтобы сгладить оставшиеся дефекты поверхности и царапины, оставленные на нержавеющей стали в результате предыдущих процессов, мы рекомендуем использовать Norton Rapid Blend NEX-2SF.Карбид кремния тонкой очистки придаст металлу действительно впечатляющий блеск.
Ее лучше всего использовать под углом 10-15 °, и ее нужно медленно перемещать по металлу, используя только вес угловой шлифовальной машины для давления. Также попробуйте спецификацию NEX-3SF для большей прочности, когда гибкость и удобство менее важны.
Для достижения наилучших результатов и во избежание ожогов используйте скорость от 6000 до 7000 об / мин.
Эта отделка должна оставить гладкую блестящую поверхность, которую вы ищете, но если вам нужен еще более глянцевый блеск, идеально подойдет войлочный диск Norton Rapid Polish.
Прочтите наше руководство о том, как добиться зеркального блеска нержавеющей стали.
 youtube.com/embed/k_CJ5gkz8h0?controls=0″/>
youtube.com/embed/k_CJ5gkz8h0?controls=0″/> Отделка номер 4
Для балюстрады или перил может быть указана отделка номер 4. Покрытие номер 4 — это обычная, но специализированная отделка нержавеющей стали, которую невозможно получить с помощью роторного абразива, такого как диск.
Его линейный вид достигается только с помощью ремня или колеса. В этом случае предыдущий шаг заменяется использованием абразивной ленты с зернистостью P80 — P120, за которой следует нетканая лента Rapid Prep среднего класса, а затем, наконец, завершается очень тонкой нетканой лентой.
Цель состоит в том, чтобы удалить только небольшое количество поверхностного металла без значительного влияния на общую толщину. Если требуется линейный эффект, важно убедиться, что шлифование следует только в одном направлении.
Следует отметить, что на плоских поверхностях нам понадобится станок Satinex с ремнями на втулке насоса или чередующимися колесами Satinex (закрылки с покрытием p80 с нетканым материалом грубого помола), а для трубок — абразивные ленты на станке для чистовой обработки труб. .
.
Для получения чистого, гладкого и бесшовного блеска сварной детали требуется более мелкий абразив с очень низкой скоростью резания.
Взгляните на нашего эксперта по Norton Пола Грея, отделывающего поручни из нержавеющей стали.
Для получения дополнительной помощи и информации…
Для получения информации о продукте загрузите каталог Norton Abrasives Solutions для сварочных приложений или Промышленный каталог Norton.
Посетите наш канал Youtube, который до краев заполнен удобными видеоинструкциями и демонстрациями продукции, связанной с производством металла.
Посетите наш специальный раздел «Металлообработка», чтобы найти статьи с практическими рекомендациями.
Как всегда, наши специалисты Norton всегда готовы ответить на любые ваши вопросы. Просто свяжитесь с нами, используя нашу веб-форму.
Найдите ближайшего к вам дистрибьютора +
аэрозолей page5 — SchoolScience.co.uk
Высокоскоростное точное машиностроение
Изображение: Thyssen-Krupp
Оловянная сталь прибывает в рулонах со сталелитейного завода. Каждый из них около 4 км в длину и метр в ширину.
Каждый из них около 4 км в длину и метр в ширину.
Цветной печатный станок печатает графические изображения банок непосредственно на стальном листе, прежде чем лист будет разрезан и нарезан на более мелкие листы для сгибания в цилиндры для банок.
Этот лист разрезается, а затем нарезается на прямоугольники для каждой банки.
Сварка шва
На схемах справа показан процесс сварки жестяных банок. Вдоль видимого катятся два медных электрода. Между электродами проходит большой электрический ток, который плавит две части стали вместе.
Если вы хотите увидеть действительно быструю сварку банки, посмотрите видео на этом сайте. (Только для серьезных фанатов скорости)
Фактическая скорость составляет ~ 400 банок в минуту, и показаны плоские листы белой жести, которые скручиваются в цилиндр и свариваются. Это плавный процесс, который происходит в рамках одного оборудования.
Чтобы посмотреть видео, показывающее установку, расположение и обжим клапана, щелкните ссылку ниже. Он показывает закрытый IP-адрес процесса от 45 секунд и далее
https://www.youtube.com/watch?v=5xDKigJ2pV0
Чтобы посмотреть видео, показывающее различные типы жестяных банок и способы их изготовления:
https://youtu.be/ruOGOLVA078
Если мы посмотрим на шов с помощью USB-микроскопа или маломощного бинокулярного микроскопа, мы увидим, что шов имеет правильный рисунок. Это вызвано пульсацией сварочного тока. Сварной шов представляет собой не непрерывную линию, а серию перекрывающихся «самородков».Необходимо точно контролировать синхронизацию импульсов и скорость банок. Если банки пойдут слишком быстро, будут образовываться зазоры, и банка будет протекать. Если идти слишком медленно, тепло растопит дыру в банке. Зеленая полоса — это край пластиковой линейки с отметкой в миллиметрах.
Изображение: Crown Holdings
На изображениях вверху и справа попробуйте идентифицировать:
- слегка перекрывающиеся края банки
- медный электродный провод вокруг каждого колеса
- Формовочные ролики, придающие форму банке
Последний процесс — добавить верх (конус) и низ (купол)
Вопросы и задания по стальным банкам
1. С помощью микроскопа выше или с помощью вашего собственного USB-микроскопа и миллиметровой шкалы определите частоту импульсов сварочного тока, если шов банки имеет длину 20 см и проходит через сварочный аппарат за 0,5 с.
2. Почему печать на банке останавливается в нескольких миллиметрах от линии шва?
3. Почему медь используется для изготовления электродных колес и проволоки в сварочных аппаратах?
НАЖМИТЕ ЗДЕСЬ ДЛЯ ОТВЕТОВ>
Производство алюминиевых банок
Примерно половина банок, производимых в Великобритании, изготавливается из алюминия.Они легче, у них нет шва, и можно делать банки меньшего размера.
Производственный процесс включает в себя формирование банки из цельной алюминиевой заготовки с использованием штампа и штампа под огромным давлением. Алюминий — мягкий металл. Когда он подвергается воздействию огромных сил удара, он нагревается и течет, как жидкость.
Чтобы увидеть процесс экструзии алюминиевых банок, щелкните ссылку на видео ниже:
https://www. youtube.com/watch?v=-xhwrnGkjas
youtube.com/watch?v=-xhwrnGkjas
Вопросы по алюминиевым аэрозольным баллонам
1.Почему процесс экструзии алюминиевых банок не подходит для стальных банок?
2, В чем разница между процессом печати алюминиевых и стальных банок?
НАЖМИТЕ ЗДЕСЬ ДЛЯ ОТВЕТОВ>
<предыдущая страница следующая страница>
как правильно приготовить сваркой
29 мая 2017
Вы легко научитесь наложить правильный и качественный сварной шов самостоятельно.Электрическая или дуговая сварка, предназначенная для начинающих мастеров, предполагает первоначальное обучение формированию этих неразъемных соединений. Начинать следует с самых простых, постепенно переходя к более сложным связям, когда вы накопите достаточный опыт.
Для выполнения сварных швов подготовка соответствующего оборудования обязательна. Для работы с электродуговой сваркой нужно взять следующие инструменты и материалы.
- Непосредственно само сварочное оборудование, бывает разных типов.
- Электроды необходимого диаметра — обычно это зависит от толщины соединяемых элементов.
- Молоток специальной заточки, который сбивает шлак.
- Щетка металлическая для очистки участка металла, на котором сформирован сварной шов.
При формировании стыка помните о соответствующих мерах безопасности. Невозможно выполнять работу без подходящей маски, оснащенной специальными светофильтрами.
Желательно носить достаточно тесную одежду с длинными рукавами, перчатки из замшевых материалов.Кроме того, стоит взять выпрямитель или трансформатор, если оборудование довольно старое. Однако в последнее время все больше и больше сварных швов применяется с использованием инверторного оборудования, которое оснащено всем необходимым для преобразования переменного тока в постоянный.
Технология работы
Чтобы правильно уложить расплавленный электрод на образующийся шов, следует учитывать, что сварка — не очень простая и безопасная технология.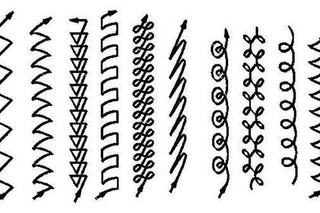 В первую очередь это подразумевает использование высокой температуры, которая должна превышать температуру плавления стали.
В первую очередь это подразумевает использование высокой температуры, которая должна превышать температуру плавления стали.
Под его непосредственным воздействием основной металл и электрод плавятся. Соответственно, образуется так называемая сварочная ванна, в которой смешиваются металлы заготовки и электрода, в результате чего образуется сварное соединение или шов.
Размер сварочной ванны напрямую зависит от того, какие настройки были сделаны на оборудовании, от расположения в пространстве, скорости движения электрода, зазора между свариваемыми элементами. Получение правильного сварного шва подразумевает среднюю ширину шва — от 4 до 30 мм, в зависимости от толщины заготовок.
Электродуговая технология предполагает использование электродов с так называемым покрытием. Когда напряжение подается на электрод и свариваемые элементы, над ванной образуется особая газовая зона. Благодаря этому происходит абсолютное вытеснение воздуха, не допускающее прямого контакта кислорода со свариваемыми металлами. При сварке элементов на поверхности стыка образуется шлак, который также препятствует контакту жидкого чугуна с воздухом.
При сварке элементов на поверхности стыка образуется шлак, который также препятствует контакту жидкого чугуна с воздухом.
Формирование правильного сварного шва осуществляется при снятии электрической дуги: металл начинает постепенно остывать и образовывать кристаллическую решетку… Защитный слой шлака необходимо удалить после затвердевания металла.
Основы электродуговой сварки
Чтобы сделать надежный сварной шов и правильно уложить расплавленный электродный материал, необходимо уделить пристальное внимание началу работы. Освоение этой работы лучше всего начинать под наблюдением опытного сварщика, который избежит самых распространенных ошибок и при необходимости проконсультирует.
Соединяемые части должны быть жестко закреплены.В связи с тем, что работы ведутся при высоких температурах, необходимо предусмотреть все меры, связанные с пожарной безопасностью. Установите рядом с собой ведро с водой. Не работайте на деревянных основаниях.
Зажим заземления крепится к свариваемым элементам. Перед этим следует внимательно проверить качество его изоляции. Если он поврежден, не используйте этот кабель. Кроме того, он должен быть надежно закреплен в специальной клипсе.
Перед этим следует внимательно проверить качество его изоляции. Если он поврежден, не используйте этот кабель. Кроме того, он должен быть надежно закреплен в специальной клипсе.
Грамотно подобранные настройки оборудования позволяют плавно и равномерно наносить электрод, за счет чего металл приваривается к свариваемым элементам.
Когда все подготовительные работы будут завершены, осторожно зажгите дугу. Делать это нужно следующим образом: электрод держат под углом к заготовкам около 60 градусов, медленно водят по металлической поверхности до появления искр. Затем они слегка касаются заготовок и отодвигают их от них на расстояние примерно 5 мм, образуя электрическую дугу.
Этот зазор необходимо будет поддерживать в течение всего времени работы. Если все было сделано правильно, электрод будет постепенно плавиться и выгорать, поэтому его придется медленно подносить к заготовкам, выдерживая тем самым необходимое расстояние.Его не следует приближать, так как он может прилипнуть. Если дуги не возникло, вам придется увеличить силу тока на оборудовании.
Если дуги не возникло, вам придется увеличить силу тока на оборудовании.
Перемещение электрода во время сварки должно осуществляться по одному из трех путей.
- Поступательная — электрическая дуга направлена по оси соединяемых элементов. Это позволяет не только поддерживать его постоянное горение, но и образовывать достаточно тонкий и прочный шов.
- Продольный — позволяет обеспечить резьбовой шов различной высоты, которая будет напрямую зависеть от скорости, с которой движется электрод.На самом деле связь получается очень прочной, но для ее усиления придется совершать некоторые боковые движения.
- Поперечный — обеспечивает формирование сварного шва необходимой ширины … Совершает колебательные движения. Ширина шва выбирается исходя из толщины соединяемых элементов, их размеров и ряда других параметров.
Обычно при выполнении работ используются все эти движения, которые в сочетании друг с другом образуют определенную траекторию. Обычно он у каждого сварщика разный. В принципе, сама траектория не очень важна, главное, чтобы края заготовок были как можно лучше оплавлены и соответственно получился шов с заданными параметрами.
Обычно он у каждого сварщика разный. В принципе, сама траектория не очень важна, главное, чтобы края заготовок были как можно лучше оплавлены и соответственно получился шов с заданными параметрами.
Сварка трубопроводов: особенности технологии
Следует отметить, что под сваркой подразумевается образование не только горизонтальных, но и вертикальных швов, что позволяет производить сварку, в том числе промышленных трубопроводов, требующих наиболее качественного соединения.В связи с этим к таким работам допускаются только опытные сварщики, имеющие все необходимые документы, подтверждающие их высокую квалификацию.
В отличие от плоских деталей, при сварке труб электрод держится под углом 45 градусов. Максимальная высота этого стыка должна быть не более 4 м. В зависимости от толщины труб ширина шва может быть довольно большой — в некоторых случаях до 4 см. При проведении промышленных работ, чтобы получить полноценный и прочный стык, участки, где будет образовываться шов, очищаются от жира, ржавчины и других загрязнений, способных снизить прочность стыка.
Сварка подразумевает постоянное повышение квалификации, только в этом случае можно будет получить самый качественный стык, который прослужит долго.
Благодаря долговечности и надежности сварных креплений нет ни одной отрасли промышленности, где бы эта технология не применялась. Владение электросварочным аппаратом позволит построить любые металлоконструкции, начиная от простого забора на даче и заканчивая многофункциональным мангалом или ажурными качелями в саду.Поэтому мы рассмотрим, как правильно сварить сваркой, и расскажем обо всех секретах и нюансах технологии сварки, чтобы ваш первый шов был аккуратным и прочным.
Чтобы научиться правильно сваривать сваркой, необходимо знать, что электродуговая сварка — это процесс закрепления металла с использованием электрической дуги между электродом и поверхностью обрабатываемого материала. Возникающая при этом повышенная температура способствует одновременному плавлению металлической основы и электрода. Более того, появляется так называемая сварочная ванна, где основной металл соединяется с расплавленным электродом.
Более того, появляется так называемая сварочная ванна, где основной металл соединяется с расплавленным электродом.
Объем ванны напрямую зависит от формы кромок стыкуемых поверхностей, режима сварки, положения изделий в пространстве, скорости движения электрода и т. Д. И т. Д. — 7- шириной 15 мм, глубиной около 5 мм и длиной 11-32 мм.
Слой газа, образующийся при плавлении электродного покрытия, не позволяет металлу гореть от повышенной температуры; он полностью вытесняет кислород из места плавления.После снятия сварочной дуги металл кристаллизуется и появляется общий шов деталей, защищенный слоем шлака, после остывания его снимают.
Основные преимущества дуговой сварки:
- наличие;
- возможность приготовления различных материалов без переналадки аппарата;
- хорошая производительность;
- расходных материалов в наличии;
- отличное качество шва.
К недостаткам метода можно отнести необходимость подготовки кромок под сварку и непременное наличие электричества.
Подбор оборудования и материалов
Перед тем, как приступить к сварке сваркой, нужно для себя понять, что этот процесс сопровождается появлением брызг и искр горячего металла, опасностью для глаз и выделением токсичных газов.
Следовательно, чтобы готовить безопасно, нужно запастись не только качественной техникой, но и необходимой техникой … Для начала готовки вам потребуется:
Качественный сварочный аппарат с возможностью регулировки напряжения 10-200 А.Естественно, вы можете собрать простой сварочный трансформатор самостоятельно, но в этом случае не нужно думать о том, как правильно варить тонкий металл, ведь для этой работы требуются минимальные значения напряжения. Заводские устройства делятся на:
- Сварочные инверторы. Эти машины предоставляют множество возможностей для приготовления пищи с любыми оптимальными характеристиками электрода. Электронные компоненты инверторной системы позволяют регулировать силу тока, силу дуги, скорость зажигания и т. Д., это обеспечивает отличную свариваемость деталей. К тому же инверторы легкие и довольно компактные.
- Выпрямители сварочные. Эти устройства оснащены диодным выпрямителем, благодаря которому переменное напряжение преобразуется в постоянное напряжение, необходимое для образования дуги. Сварка металла с помощью выпрямителей немного проще благодаря стабильной высокой дуге.
- Трансформаторы сварочные. Используется для снижения напряжения при увеличении силы тока. Являясь производительными и недорогими аппаратами, они достаточно хорошо сваривают металл, но имеют недостатки в виде большой массы, сильного перепада напряжения и нестабильной дуги.
О том, какую сварку лучше варить, всегда возникают споры. Некоторым сварщикам нравится надежность и простота трансформатора Кому-то нравится ручная сварка с помощью выпрямителя. Но удобнее всего научиться готовить сваркой с помощью сварочного инвертора. Возможность регулировки напряжения даст возможность правильно приготовить металл буквально на первых этапах.
Как выбрать электроды
Для ручной дуговой сварки использовать стержневые электроды с защитной проволочной обработкой.Металл проволоки должен соответствовать типу свариваемых материалов, поэтому для сварки магниевых, бронзовых или стальных металлов используются разные электроды.
Защитное покрытие во время сварки проволока плавится и превращается в шлак, который, выходя за пределы сварочной ванны, защищает расплав от воздействия азота, воздуха и кислорода. Иногда смеси имеют газообразующие добавки; во время варки они выделяют газ, который ограничивает доступ кислорода к месту плавления.
Как правило, у новичков не возникает вопрос, какие электроды выбрать, ведь чаще всего они начинают осваивать ремесло с сварки простейших низкоуглеродистых сталей.
Применение сварочных выпрямителей позволяет применять для таких и нержавеющих металлов электроды марки uONII , предназначенные для приготовления пищи на постоянном токе.
Электроды маркиАНО можно использовать для работы с трансформаторами и выпрямителями, они позволяют работать как с обратным, так и с постоянным током, потому что любители выбирают их гораздо чаще, чем УОНИИ.
С учетом толщины свариваемых деталей применяют электроды сечением 1,6-5 мм. При этом для резки металлов используются прутки 4-5 мм, обнажающие наибольшую силу тока.
Требуемый диаметр электрода можно узнать по таблицам зависимости этого параметра от толщины материала, а также по различным формулам. Новички нечасто используют электроды диаметром более 4 мм.
Разновидности сварки (стыковая, нависающая, горизонтальная и т. Д.) Практически не зависят от диаметра проволоки, чего нельзя сказать о ширине шва и глубине сварочной ванны.
Поскольку для удельный сварочный ток напрямую зависит от диаметра электрода, то на конце тонкой проволоки концентрация тока выше, поскольку глубина проплавления больше, чем при использовании толстого стержня. При этом использование электрода сечением 4-5 мм не так сильно плавит металл, создавая более широкий шов.
То есть сложно ответить, какой выбрать электрод, правильный выбор учитывает множество нюансов, от типа сварочного агрегата до необходимой ширины шва.
Подбираем силу тока и полярность
Для правильной варки металла необходимый ток определяется по таблицам или расчетом, а затем это значение устанавливается на панели инвертора. Чем выше сила тока, тем глубже сварочная ванна и тем больше мощность дуги. Но превышать оптимальный показатель не нужно — металл выгорит и шов будет некачественным.
При установке силы тока обязательно учитывается место работы.Максимальный ток выставлен для горизонтальных плоскостей. При вертикальных швах ее уменьшают на 15%, а потолочные требуют снижения силы тока более чем на 20%.
Если вы готовите с использованием выпрямителя или инверторной сварки, то на качество сварки влияют как сила тока, так и полярность, а именно направление движения электронов.
Электроны перемещаются с отрицательного на положительный … Для правильного приготовления изменяется полярность, устанавливается как постоянный ток (продукт на плюс, электрод на минус), так и обратный.Как правило, выбирается прямое подключение, деталь в этом случае нагревается больше, но для сварки тонких материалов полярность меняют с помощью инвертора. Обратная полярность также используется для сварки легированных металлов, склонных к выгоранию, легкоплавких лигатур.
Техника ручной сварки
Попробуйте сначала зажечь дугу и удерживайте ее в течение некоторого времени. После следуйте инструкциям:
Научившись зажигать дугу, попробуйте медленно двигать стержень на себя, делая за это время движения на 3-5 мм в стороны … Попробуйте переместить расплав с периферии в середину сварочной ванны. Сделав шов размером около 5 см, снимите стержень и дайте металлу остыть, затем постучите по стыку молотком, чтобы удалить шлак. Качественный шов имеет волнистую монолитную поверхность без неровностей и кратеров.
Чистота шва напрямую зависит от правильного движения электрода и размера дуги.
Как сохранить дугу
- Для широкого шва электрод перемещают по его линии, совершая колебательные возвратно-поступательные движения.Величина их амплитуды зависит от того, насколько широким будет выходить шов, поэтому размер амплитуды рассчитывается с учетом конкретных условий.
- При продольном перемещении электрода создается сплав нити ролика, его ширина, как правило, на несколько миллиметров больше диаметра электрода, а толщина будет зависеть от силы тока и скорости движения. Бусинка нитки — самый узкий шов.
- Требуемая длина дуги поддерживается поступательным движением электрода вдоль оси.При плавлении размер стержня уменьшается, поэтому необходимо все время подносить держатель с электродом к металлу, соблюдая необходимый зазор.
Во время сварки применяется комбинация этих трех движений.
Защита металла от коррозии
Если вы помните, еще в самом начале статьи мы говорили о том, что для того, чтобы правильно сварить электросваркой , мало просто посмотреть видео, но еще нужно подготовиться теоретически? Согласитесь, статья дает лучшую возможность изучить теорию.Кроме того, в роликах почему-то упускается необходимость защиты деталей от коррозии при последующей эксплуатации. Мы постараемся устранить этот дефект.
Ни для кого не секрет, что металл под воздействием кислорода быстро подвергается образованию ржавчины. Поверьте, сварные швы гораздо быстрее разъедают.
Для защиты металлических изделий от коррозии обычно применяется окраска. Чтобы не делать эту работу ежегодно, делайте это по всем правилам.
Для начала нужно удалить ржавчину и старую краску … Для этого желательно использовать металлические насадки-щетки для болгарки или дрели, но можно провести работу и простой металлической щеткой. Не забывайте во время этой работы защищать глаза козырьком или очками.
После очистки деталей покрыть их нейтрализатором ржавчины, а затем обработать слоем грунтовки. Выберите состав грунтовки, специально разработанный для металлических работ. После того, как этот слой застынет, можно приступать к рисованию. Отличные результаты показали пентафталевые и акриловые эмали, применяемые для наружных работ.
Получить специальность сварщика можно после 2 лет обучения в ПТУ или колледже, в крайнем случае можно пройти курсы. Тем, кто не хочет заниматься этим профессионально, а просто хочет умело выполнить сварочные швы, поможет следующая подборка распространенных сварных швов.
Сварочный инструмент
Приобретение необходимого оборудования — важная подготовка к успешному выполнению сварных швов. Основное устройство для их создания — сварочный аппарат.Его варианты могут работать как на постоянном, так и на переменном токе. При работе на сварочном аппарате нужно приобретать электроды.Если применима дуговая сварка, то электроды при постоянном токе перемещаются в одном направлении, которое определяется в соответствии с полярностью.
Есть несколько сварочных аппаратов:
- Трансформатор … Он преобразует электричество, поступающее из сети, в переменный ток для процесса сварки.Если выбрать его дешевый вариант, можно получить тяжелый прибор, с которым возникнут трудности при транспортировке, а также высокое постоянство дуги и потери напряжения при работе.
- Выпрямитель … Он преобразует переменный ток сети в постоянный для сварки. У него почти те же недостатки и преимущества, что и у предыдущего устройства. Но качество швов после его наложения намного лучше, так как он сохраняет устойчивость дуги.
- Инвертор … Обеспечивает d.C. и напряжение для сварки. Это компактное устройство, обеспечивающее плавное регулирование тока, отличается от аналогов быстрым откликом и легким зажиганием.
Сварочные инверторы нового поколения превосходят по точности трансформаторы, генераторы и выпрямители, ранее использовавшиеся для сварки; полярность можно выставить самостоятельно на них. Новичкам рекомендуется освоить сварку инверторами.
Успешное использование этих устройств зависит от правильной полярности концепции.Если выбрана прямая полярность, то провод с «минусом» идет на электрод, а с «плюсом» — на клемму «земля». При обратной полярности все будет наоборот.
Электропитание сварочного аппарата осуществляется по проводам с быстроразъемными зажимами. Жилы должны быть медными и изолированными, они проводят ток, а синтетическая пленка действует как разделитель.
Металлические сварочные электроды изготавливаются из сварочной проволоки … Но для чугуна используется присадочная проволока с графитовым стержнем.Чугун, в отличие от стали, очень хрупкий материал и требует холодной сварки. При сварке необходимо постоянно следить за нагревом ее поверхности, иначе могут возникнуть трещины. Шов выполняется не цельным, а нарастающим с обязательной долбкой.
Основы для начинающего сварщика
Освоение сварки начинается с обучения работе с ненужными металлическими деталями. Лучше запастись емкостью с водой, если вдруг по неопытности возникнет пожар, то можно будет быстро ликвидировать пожар.На первых шагах нужно быть внимательными и бдительными, даже если отразится небольшая искра, этого будет достаточно для начала возгорания:- На выбранном устройстве проверяется изоляция кабеля, правильность его заливки в держатель.
- Устанавливаем необходимое значение тока, ориентируясь на диаметр электрода.
- Зажигается дуга с наклоном 60-70 градусов и медленно переносится по свариваемой поверхности. Деталь касается дуги, когда от электрода исходит искра.Расстояние между дугой и электродом во время сварки должно составлять 5 мм. Во время работы электроды перегорят. Если электрод при движении прилипает к металлу, его необходимо отвести в сторону.
- Дуга может появиться не с первого раза, тогда величина тока увеличивается так, что получается дуга постоянной длины 5 мм.
- Когда получится его зажечь, нужно попробовать приварить борт, стараясь собрать расплавленный металл к центру дуги.
После такого обучения можно будет переходить к сварке 2 частей металла.
Правильное выполнение вертикального шва (видео)
В этом видео показано, как сделать вертикальный шов на тонком металле толщиной всего 2 мм.Для сварки используются корейские электроды диаметром 2,6 мм. Обычно такие швы делают с наклоном вперед, но поскольку используется профиль, на котором делается небольшой зазор, работа будет перпендикулярной или с небольшим встречным уклоном.Для сравнения швов сначала сваривается половина зазора на 45 ампер, затем переключаются на 60 и 70. Через светофильтр видно, что сварка ведется снизу профиля. Получилось 2 петли. Как видите, на 70 ампер он получается более плавным и точным.
Как сварить потолочный шов электросваркой? (видео)
Данный вид сварки выполняется на примере тонких пластин, для которых используются электроды УОНИ с основным покрытием.Вот инструкция по сварке:
- Первое движение электрода выполняется по схеме «елочка», при этом необходимо совершать небольшие колебательные движения.При варке шва потолка прикладывают ток 85 ампер, она выполняется без отрыва. Другой вариант выполнения такого шва — перемещение электрода немного назад, а затем вперед.
- После того, как все пластины были сварены, переходят к выполнению углового шва полупотолка, который выполняется, начиная с малого шва и возвращаясь, а затем применяется такая же елочка, но с обратным углом. Для углового шва необходимо установить более высокий ток в 90 ампер. Угловую сварку можно выполнить вторым способом, используя возвратно-поступательные движения.
- Последние швы выполняются на стыке пластин внахлест. Это стык полупотолка. Из-за того, что верхняя пластина тонкая, движения «елочкой» нужно выполнять плавно с небольшим шагом, не прикладывая к ней слишком сильно электрод во избежание взрывов. Движение по одному шву можно комбинировать. Сила тока осталась прежней — 90 ампер.
Шов внахлест показывает, что при широких движениях электродом образуются поднутрения из-за тонкой платины. В начале швов появляются поры, возникшие в результате плохой очистки металла.
Видеоурок по выполнению сварных швов для начинающих
Умение готовить швы отличается своей красотой и качеством. Чтобы выполнить эти требования, вам необходимо иметь определенные навыки.Их можно приобрести только с опытом. А для начинающих сварщиков-самоучек нет лучшего руководства, чем видео профессионала, в котором по полочкам разложено, как правильно и надежно сваривать швы.Зазор между трубками 2 миллиметра. Плавка труб будет производиться отрывом с использованием электродов с рутиловым покрытием. Сварку проводят под углом назад, точечно, не отрывая электрод, в одном и том же месте до образования валика. Фактический ток в аппарате будет примерно 110 ампер.Процесс сварки демонстрируется через светофильтр и при дневном свете. Перед тем, как делать шов, электрод нужно немного согнуть, чтобы было удобнее готовить. При осмотре шва, выполненного светофильтром после отбивания шлака, видно, что он образует ровный наплыв, только на месте замка автор ролика усиливает его дополнительной каплей.
Основным условием получения красивых изгибных швов является использование подходящего метода сварки и положения дуги.
После покупки необходимого инструмента и правильного выполнения подготовительных работ вы сможете самостоятельно выполнить швы, указанные в статье. А правильность их создания можно проверить, сравнив с примерами, представленными в видеоуроках от профессионалов в области сварки.
При проведении строительных работ часто возникает необходимость соединения разрозненных металлических элементов между собой. Один из самых надежных и привычных вариантов выполнения поставленной задачи — это проведение электросварки.При должных навыках и опыте в результате получается почти монолитное соединение, которое прослужит не один год. Как правильно готовить, мы расскажем в этой статье.
С чего начать?
Прежде чем приступить к описанию работ, необходимо в общих чертах рассказать о сути процесса электросварки, так как успешность действий во многом будет зависеть от понимания этого вопроса.
Электросварка металлов заключается в том, что элементы соединяются под действием точечного нагрева, в результате чего металл двух соединяемых деталей плавится.Расплавленный металл смешивается и после затвердевания образует прочную связь.
Суть в том, что на электрод подается электрический ток. В момент подведения ее к соединяемым деталям возникает электрическая дуга, имеющая высокую температуру … В результате плавятся металл соединяемых деталей и материал электрода. После возникновения дуги электрод следует держать на небольшом расстоянии от свариваемой детали. При этом, образуя защитную пленку, появляется шлак, сопротивляющийся преждевременному и неравномерному охлаждению сварочной ванны.По окончании работы этот шлак соскребают, и можно увидеть получившийся сварной шов.
Правила работы
Если с теоретической стороной вопроса все понятно, можно начинать пробовать проводить сварку. Сразу стоит отметить, что качественный шов сразу не получится. Первоначальные опыты лучше проводить в присутствии опытного специалиста, а при выполнении не очень важных работ … Дело в том, что качество здесь напрямую зависит от опыта.Даже полностью понимая теорию, не каждый сможет с первого раза правильно приготовить шов. Однако есть определенные правила, по которым следует проводить работы:
- соблюдение правил техники безопасности. Сварка связана с риском получения травм от поражения электрическим током, а также термических ожогов. Все действия следует проводить только в специальной защитной одежде и при условии заземления. Кроме того, сварка генерирует очень интенсивное ультрафиолетовое излучение, и поэтому работы нельзя проводить без соответствующей защиты глаз;
- свариваемые детали должны быть закреплены как можно прочнее.Во время сварки недопустимо смещение деталей, так как это негативно скажется на качестве шва;
- толщина используемого при сварке электрода прямо пропорциональна толщине металла свариваемых деталей;
- необходимо провести электрод по свариваемым деталям равномерно. Следует избегать чрезмерного разрыва и заедания электрода. Если шов прерван, необходимо остановить процесс, зачистить шов и, отступив 1-1.5 см от края перерыва, продолжить работу;
- Шлак, который появляется во время работы, следует удалять не сразу, а после работы.
Удалять сразу шлак опасно, так как он летит в разные стороны, может привести к травмам и даже возгоранию.
Как упоминалось выше, выбор толщины электрода должен основываться на толщине металла. Схематично это можно выразить в следующей таблице:
Информация установлена эмпирически и довольно приблизительна, но определенную закономерность уловить можно.
Что касается непосредственно процесса сварки, то это происходит следующим образом:
- Сначала детали фиксируются и размещаются близко друг к другу.
- Электрод вставлен, и сварочный аппарат подключен.
- Электрод отнесен на расстояние около 5 мм от поверхности металла, в результате чего должна возникнуть электрическая дуга. Если это произойдет раньше, то ток нужно уменьшить, а если позже, то увеличить. Если у вас старый сварочный аппарат, дугу придется зажечь, прикоснувшись электродом к поверхности свариваемого металла.
- При получении стабильной дуги электрод плавно перемещается по линии стыка, что приводит к сварке.
- После проведения работ шов необходимо очистить от образовавшейся шлаковой корки, выбив ее.
Отдельно стоит рассмотреть вопрос о траектории движения электрода относительно сварочной линии. Здесь важно понимать, что электрод не всегда двигается во время работы. Исходя из конкретных условий, должны быть колебательные движения относительно оси электрода (для удержания электрической дуги), постепенное вертикальное перемещение электрода и колебательные, дугообразные движения для регулировки ширины шва.Сварной шов образуется путем объединения этих разнонаправленных движений, которые вы можете видеть на рисунке. Как уже упоминалось выше, полное понимание проблемы приходит только с опытом.
В заключение можно добавить, что освоить технологию электросварки для бытовых целей вполне возможно, но для выполнения действительно качественных работ потребуется не один час обучения и руководства специалиста.
Видеоуроки: как готовить электросваркой
Автор видео — слесарь, научившийся готовить электросваркой.Внимательно посмотрите это видео:
- Какие электроды?
- Какой диаметр выбрать?
- Сушка покрытия
В одном коротком рассказе описать все нюансы этого увлекательного дела невозможно, ведь квалифицированные сварщики обучаются не один месяц, а настоящее мастерство приходит к ним через опыт. Сварщик научится делать искусные швы только через несколько лет. Тем не менее, стоит дать несколько рекомендаций, которые помогут мастерам научиться сваривать хотя бы на начальном уровне.Зная некоторые правила обращения с электродами и сварочным аппаратом, сварщики-любители уже могут сделать забор, сарай, калитку или калитку.
Что такое электроды?
Изучив тонкости профессии, специалисты могут определить тип электрода, просто взглянув на него. Для непрофессионалов эти знания в будущем, возможно, не помешают, а пока им необходимо дать предварительную информацию об электродах, используемых для легирования металлов. Их всего около 10 видов:
Положение электрода при сварке деталей.
- Стержни для сварки низколегированных и высокоуглеродистых сталей.
- Электроды для соединения высоколегированных сталей.
- Электроды для сварки жаропрочных металлов.
- Стержни для сварки чугунных изделий.
- Наплавка электродов (операция выполняется при восстановлении металлических поверхностей).
Кроме того, существуют электроды, которые разработаны специально для резки металлов, соединения цветных и неоднородных металлов, а также сварки различных сплавов.
Все электроды имеют одинаковую конструкцию. Их вал покрывает защитное покрытие, которое поддерживает горение сварочной дуги и создает зону без окисления в области шва. Покрытие не полностью покрывает стержень. Один конец подвергается воздействию дуги при контакте с поверхностью, с другой стороны снимается покрытие на несколько сантиметров, чтобы прикрепить электрод к держателю. Стержни изготавливаются из различных марок стали и даже из полимеров, а их покрытие — из фторида кальция, рудной кислоты и соединений рутила.
Вернуться к содержанию
Какой диаметр выбрать?
Диаграммы движения электродов при сварке.
Чтобы не прожечь свариваемый металл, нужно уметь правильно подбирать электроды. Их сечение должно быть прямо пропорционально толщине стыкуемых кромок.
- Листы толщиной 2 мм или изделия со стенками до 2 мм сплавлены прутками сечением от 1,5 до 2 мм.
- Для металла толщиной 3 мм подходят стержни 2,5 или 3 мм.
- Толщина 4-5 мм — сечение 3 или 4 мм.
- Листы от 6 до 8 мм наплавлены электродами 4 мм.
- 9-12 мм — диаметр 4 и 5 мм.
- 13-15 мм — сечение стержня 5 мм.
Кстати, толщина электрода определяется именно сечением стального стержня.
Вернуться к содержанию
Как отрегулировать сварочный ток?
Ошибка начинающих сварщиков заключается в том, что они не могут выбрать правильную силу тока для сварки.Это напрямую зависит от того, какой электродный стержень используется и какая операция со сталью будет производиться. Ниже приведены диапазоны тока, соответствующие нормальной работе с электродами разной толщины.
Следует добавить, что максимальные значения показывают ток резки металла, а минимальные значения — ток его сварки. На практике они могут немного отличаться, но отклонения (небольшие) вызваны характеристиками отдельных сварочных аппаратов… Оптимальный диапазон выбирается в пределах заданных значений. Если сила тока ниже требуемого минимума, то приготовление пищи не получится, так как стержень электрода при соприкосновении с свариваемой поверхностью только срежет искры. При токе, превышающем допустимый максимум, сталь плавится и горит.
Вот таблица соответствия между сечением и током:
- 1,5 мм — 30-60 А;
- 2 мм — 30-80 А;
- 2,5 мм — 50-110 А;
- 3 мм — 70-130 А;
- 4 мм — 110-170 А;
- 5 мм — 150-220 А.
В быту в основном используются электроды сечением от 2 до 4 мм, поэтому при выборе сварочных аппаратов необходимо учитывать этот фактор.
Вернуться к содержанию
Как удерживать и направлять электродный стержень
Сварка металлических колодцев — это не только правильный выбор силы тока и сечения стержня. Также нужно уметь правильно направлять стержень по шву, держать его под нужным углом и не допускать перегрева стыков или преждевременного затухания дуги.Первоначальное прикосновение стержня к свариваемым краям должно быть похоже на легкое постукивание или зажигание спичкой. После того, как дуга образовалась, электрод не нужно прижимать к свариваемым поверхностям. Расстояние между его концом и металлом должно составлять от 2 до 5 мм. Постепенно (и довольно быстро) вы научитесь выдерживать необходимый зазор, чтобы стержень не прилипал и дуга не гасла.
Рука сварщика должна быть расслаблена. Это позволит водить электрод не по прямой линии, а легкими волнообразными движениями (аналогично тому, как кондитер намазывает крем на торте), тогда соседние поверхности будут не только раскаленными, но и надежно слились друг с другом.