История токарного станка
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два соосно установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону. В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем. Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке. В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра Первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А. К. Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно. А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А. К. Нартов остается первым, кто нашел путь к решению этой задачи. Вообще нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта. Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом. Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке. Таким образом ни изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях. В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины. В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку. В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб. Токарный станок Робертса Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю панель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г. Другой бывший сотрудник Модсли — Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости. В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли. Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов. В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
turner.narod.ru
История токарного станка
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два соосно установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму. Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону. В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения. В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем. Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке. В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов. В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра Первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка. В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А. К. Нартова в 1712 г. В Москве услуги токарной обработки металла.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно. А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А. К. Нартов остается первым, кто нашел путь к решению этой задачи. Вообще нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта. Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом. Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке. Таким образом ни изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях. В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины. В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку. В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка. В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб. Токарный станок Робертса Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю панель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г. Другой бывший сотрудник Модсли — Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости. В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли. Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки. Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д. Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов. В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан. Первый универсальный токарный автомат изобрел в 1873 г. Хр. Спенсер.
turnercraft.ru
история изобретения и современные модели
В настоящее время широко известен токарный станок. История его создания начинается с 700-х годов н.э. Первые модели применялись для обработки древесины, 3 века спустя был создан агрегат для работы с металлами.
Первые упоминания
В 700-х годах н.э. был создан агрегат, частично напоминающий современный токарный станок. История его первого удачного запуска начинается с обработки древесины методом вращения заготовки. Ни одной детали установки не было сделано из металла. Поэтому надежность таких устройств довольна низкая.
В то время низкий КПД имел токарный станок. История производства восстановлена по сохранившимся чертежам, рисункам. Чтобы раскрутить заготовку требовалось 2 крепких подмастерья. Точность получаемых изделий невысокая.
Информацию об установках, отдаленно напоминающих токарный станок, история датирует 650 годом до н. э. Однако общим у этих машин был только принцип обработки — методом вращения. Остальные узлы были примитивны. Заготовка приводилась в движение в прямом смысле руками. Использовался рабский труд.
Созданные модели в 12 веке уже имели подобие привода и на них могли получить полноценное изделие. Однако держателей инструмента еще не было. Поэтому о высокой точности изделия было рано говорить.
Устройство первых моделей
Старинный токарный станок зажимал заготовку между центрами. Вращение осуществлялось руками всего на несколько оборотов. Неподвижным инструментом осуществлялся рез. Аналогичный принцип обработки присутствует в современных моделях.
В качестве привода для вращения заготовки мастера использовали: животных, лук со стрелами привязанный веревкой к изделию. Некоторые умельцы для этих целей строили подобие водяной мельницы. Но значительно повысить производительность так и не получалось.

Первый токарный станок имел деревянные части, и с увеличением количества узлов терялась надежность устройства. Водяные приспособления быстро теряли актуальность ввиду сложности ремонта. Только к 14 веку появился простейший привод, значительно упростивший процесс обработки.
Ранние приводные механизмы
Прошло несколько веков с изобретения токарного станка до реализации на нем простейшего приводного механизма. Представить его можно в виде жерди закрепленной посередине на станине поверх заготовки. Один конец очепа привязан веревкой, которая обернута вокруг заготовки. Второй закреплен с педалью для ног.
Этот механизм успешно работал, но не мог дать необходимую производительность. Принцип работы был построен на законах упругой деформации. При нажатии на педаль осуществлялось натяжение веревки, жердь изгибалась и испытывала значительное напряжение. Последнее передавалось заготовке, приводя ее в движение.
Провернув изделие на 1 или 2 оборота, жердь освобождалась и снова изгибалась. Педалью мастер регулировал постоянную работу очепа, заставляя непрерывно вращаться заготовку. Руки при этом были заняты инструментом, совершая обработку древесины.
Этот простейший механизм унаследовали следующие версии станков, которые уже имели кривошипно-шатунный механизм. Аналогичную конструкцию привода впоследствии имели механические швейные машинки 20-го века. На токарных станках при помощи кривошипа добились равномерного движения в одну сторону.
За счет равномерного движения мастера стали получать изделия правильной цилиндрической формы. Единственное чего не хватало — жесткости узлов: центров, державок инструмента, приводного механизма. Из дерева изготавливались держатели резцов, что приводило к их отжиму при обработке.
Но, несмотря на перечисленные недостатки, стало возможным выпускать даже шарообразные детали. Обработка металлов еще была затруднительным процессом. Даже мягкие сплавы вращением не поддавались реальному точению.
Положительным сдвигом в конструировании станков было внедрение универсальности в обработке: уже на одной машине выполнялась обработка заготовок различного диаметра и длины. Это достигалось регулируемыми держателями и центрами. Однако большие детали требовали значительных физических затрат мастера на реализацию вращение.
Многие умельцы приспособили маховик из чугуна и других тяжелых материалов. Использование силы инерции и притяжения облегчило труд обработчика. Однако промышленных масштабов достигнуть было еще сложно.
Металлические детали
Основной задачей изобретателей станков было повысить жесткость узлов. Началом технического перевооружения стало применение металлических центров, зажимающих заготовку. Позже уже внедрили шестеренчатые передачи из стальных деталей.

Металлические запчасти позволили создать винторезные станки. Жесткости уже хватало для обработки мягких металлов. Постепенно совершенствовались отдельные узлы:
- держатель заготовок, позже названный главным узлом — шпинделем;
- конусные упоры оснащались регулируемыми механизмами для изменения положения по длине;
- работа на токарном станке стала легче с изобретением металлического держателя инструмента, но требовался постоянный отвод стружки при повышении производительности;
- чугунная станина повысила жесткость конструкции, что позволило обрабатывать детали значительной длины.
С внедрением металлических узлов раскрутить заготовку становится сложнее. Изобретатели задумались о создании полноценного привода, желая исключить ручной труд человека. Система передач помогла осуществить задуманное. Паровой двигатель впервые был приспособлен для вращения заготовок. Ему предшествовал водяной двигатель.
Равномерность перемещения режущего инструмента осуществлялась червячной передачей при помощи рукоятки. Благодаря этому получалась более чистая поверхность детали. Сменные блоки позволили реализовать универсальную работу на токарном станке. Механизированные конструкции усовершенствовались столетиями. Но по сей день принцип работы узлов базируется на первых изобретениях.
Ученые изобретатели
В настоящий момент, покупая токарный станок, технические характеристики анализируют в первую очередь. В них приводятся основные возможности в обработке, габариты, жесткость, скорость производства. Ранее с модернизацией узлов постепенно вводились параметры, согласно которым модели сравнивали между собой.
Классификация машин помогала оценивать степень совершенства того или иного станка. После анализа собранных данных Андрей Нартов, отечественный изобретатель времен Петра I-го, модернизировал предыдущие модели. Его детищем стал настоящий механизированный станок, позволяющий производить различные виды обработок тел вращения, нарезать резьбу.
Плюсом в конструкции Нартова была возможность изменять скорость вращения подвижного центра. Также им были предусмотрены сменные блоки шестерен. Внешний вид станка и устройство напоминают современный простейший токарный станок ТВ3, 4, 6. Аналогичные узлы имеют и современные обрабатывающие центры.
В 18-ом веке Андрей Нартов представил миру самоходный суппорт. Ходовой винт передавал равномерное перемещение инструмента. Генри Модсли, английский изобретатель, представил свою версию важного узла к концу столетия. В его конструкции изменение скорости перемещения осей осуществлялось благодаря разному шагу резьбы ходового винта.
Основные узлы
Для обработки 3D-деталей резанием методом вращения идеально подходят токарные станки. Обзор современной машины содержит параметры и характеристики основных узлов:
- Станина — основной нагруженный элемент, рама станка. Изготавливают из прочных и твердых сплавов, преимущественно применяется перлит.
- Суппорт — остров для крепления вращающихся инструментальных головок либо статичного инструмента.
- Шпиндель — выступает в роли держателя заготовок. Основной мощный узел вращения.
- Дополнительные узлы: ШВП, оси скольжения, механизмы смазки, подачи СОЖ, воздухоотборники из рабочей зоны, охладители.
Современный токарный станок содержит приводные системы, состоящие из сложной электроники управления и двигателя чаще синхронного. Дополнительные опции позволяют убирать стружку из рабочей зоны, измерять инструмент, подавать СОЖ под давлением непосредственно в область реза. Механика станка подбирается индивидуально под задачи производства, от этого зависит и стоимость оборудования.

Суппорт содержит узлы для размещения подшипников, которые насажены на ШВП (шарико-винтовую пару). Также на нем монтируются элементы для контакта с направляющими скольжения. Смазка в современных станках подается автоматически, контролируется ее уровень в бачке.
В первых токарных станках перемещение инструмента осуществлял человек, он выбирал направление его движения. В современных моделях все манипуляции осуществляет контроллер. Понадобилось несколько веков для изобретения подобного узла. Электроника значительно расширила возможности обработки.
Управление
В последнее время распространены токарные станки с ЧПУ по металлу — с число-программным управлением. Контроллер управляет процессом реза, отслеживает положение осей, вычисляет движение по заложенным параметрам. В памяти хранится несколько этапов реза, вплоть до выхода готовой детали.
Токарные станки с ЧПУ по металлу могут иметь визуализацию процесса, что помогает проверить написанную программу до начала движения инструмента. Весь рез можно увидеть виртуально и вовремя исправить ошибки кода. Современная электроника контролирует нагрузку на оси. Последние версии программного обеспечения позволяют определить поломанный инструмент.
Методика контроля поломанных пластин на державке основана на сравнении графика нагрузок оси при нормальном режиме работы и при превышении аварийного порога. Отслеживание происходит в программе. Сведения для анализа контроллеру подает приводная система либо датчик мощности с возможностью оцифровки значений.
Датчики положения
Первые станки с электроникой имели концевики с микровыключателями для контроля крайних положений. Позже на винтопару стали устанавливать кодеры. В настоящее время используются высокоточные линейки, способные замерить люфт в несколько микрон.
Оснащаются круговыми датчиками и оси вращения. Шпиндельный узел мог быть управляемым. Это требуется для реализации фрезерных функций, которые выполнялись приводным инструментом. Последний часто встраивался в револьверную головку.
Измерение целостности инструмента производится при помощи электронных щупов. Они же облегчают работу по поиску точек привязки для старта цикла реза. Зонды могут замерять геометрию получаемых контуров детали после обработки и автоматически вносить корректоры, закладываемые в повторную чистовую обработку.
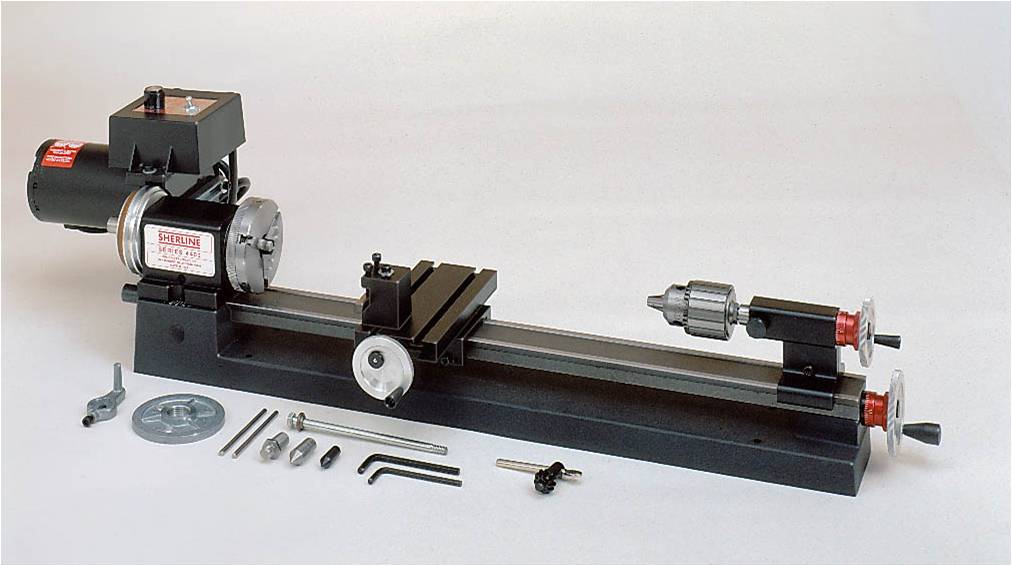
Простейшая современная модель
Токарный станок ТВ 4 относится к учебным моделям с простейшим приводным механизмом. Все управление осуществляется вручную.
Рукоятки:
- регулируют положение инструмента относительно оси вращения;
- задают направления нарезания резьбы правой или левой;
- служат для изменения числа оборотов главного привода;
- определяют шаг резьбы;
- включают продольное перемещение инструмента;
- отвечают за крепление узлов: задней бабки и ее пиноли, головки с резцами.
Маховики перемещают узлы:
- пиноль задней бабки;
- каретку продольную.
В конструкции предусмотрена цепь освещения рабочей зоны. Система безопасности в виде защитного экрана предохраняет работников от попадания стружки. Конструкция станка компактная, что позволяет его использовать в учебных классах, помещениях сервиса.
Токарно-винторезный станок ТВ4 относится к простым конструкциям, где предусмотрены все необходимые узлы полноценной конструкции по обработке металлов. Шпиндель имеет привод через коробку передач. Инструмент закреплен на суппорте с механической подачей, приводится в движение винтопарой.
Размеры
Шпинделем управляет асинхронный двигатель. Максимальный размер заготовки может быть в диаметре:
- не более 125 мм, если проводить обработку над суппортом;
- не более 200 мм, если обработка проводится над станиной.
Длина заготовки зажимаемой в центрах не более 350 мм. В сборе станок весит280 кг, максимальные обороты шпинделя 710 об/мин. Эта скорость вращения является определяющей при чистовой обработке. Питание производится от сети 220В частотой 50 Гц.
Особенности модели
Коробка скоростей станка ТВ4 связана с двигателем шпинделя клиноременной передачей. На шпиндель же вращение передается от коробки через ряд шестерней. Направление вращения заготовки легко меняется фазировкой главного двигателя.
Гитара служит для осуществления передачи вращения от шпинделя к суппортам. Имеется возможность переключать 3 скорости подачи. Соответственно нарезается три разного типа метрические резьбы. Плавность и равномерность хода обеспечивает ходовой винт.
Рукоятками задается направление вращения винтопары передней бабки. Также рукоятками задаются скорости подач. Суппорт ходит только в продольном направлении. Узлы следует смазывать согласно регламентам станка вручную. Шестерни же забирают смазку из ванны, в которой они работают.
На станке реализована возможность работы вручную. Для этого используются маховики. Происходит зацепление реечной шестерни и зубчатой рейкой. Последняя прикручена к станине. Такая конструкция позволяет при необходимости включать ручное управление станком. Аналогичный маховик применяется для перемещения пиноли задней бабки.
fb.ru
История развития токарного станка | Металлорежущие станки
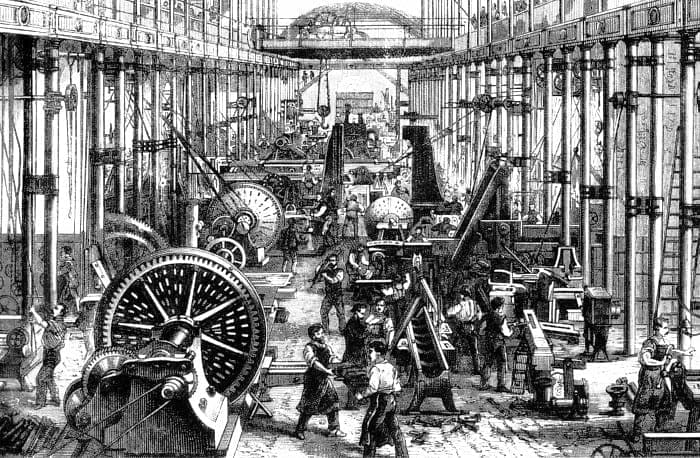
Простейшие токарные станки были известны еще в глубокой древности. Эти станки были весьма примитивны по конструкции: заготовка вращалась от ножного привода, а режущий инструмент (тип современного долота) приходилось держать в руках. Работа на таких станках была непроизводительной, утомительной и неточной.
Дальнейшее развитие токарного станка относится к XVIII в., когда русский механик токарь Петра I А. К. Нартов в 1712- 1725 гг. впервые в мире изобрел механический суппорт, создав тем самым исполнительный механизм токарного станка.
Изобретение суппорта освободило руки токаря от необходимости держать резец во время обтачивания детали и ознаменовало собой начало новой эпохи в развитии не только токарных, но и других металлорежущих станков.
В середине XVIII в. в отечественное станкостроение внес большой вклад гениальный русский ученый М. В. Ломоносов. Для обработки сложных поверхностей металлических зеркал он создал специальный сферо-токарный станок.
В конце XVIII в. славные традиции русских машиностроителей продолжали тверской механик-часовщик Лев Собакин и тульский мастер Алексей Сурнин. По их чертежам изготовлялись токарно-винторезные станки для обработки винтов.
Развитие машиностроения
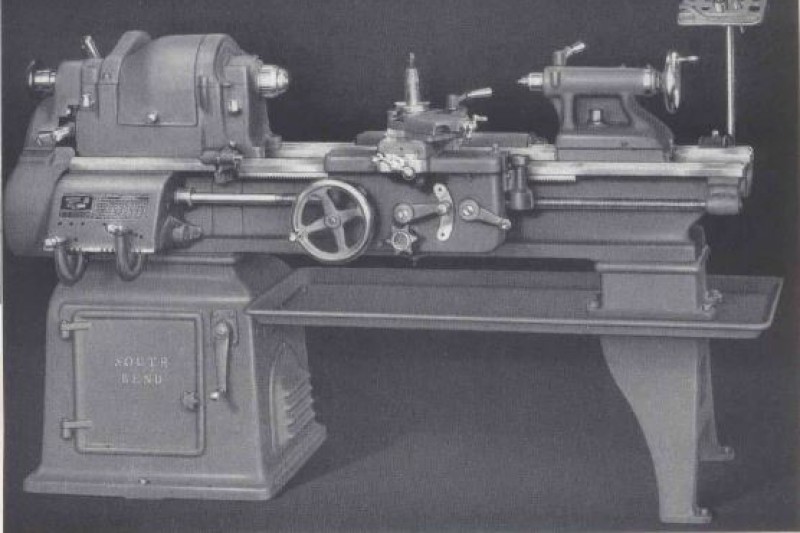
Значительно ближе к современным станкам токарные станки, изготовлявшиеся в середине прошлого столетия. Эти станки уже имели переднюю бабку со ступенчатым шкивом, позволявшим изменять число оборотов обрабатываемых деталей. Суппорт перемещался при помощи ходового винта и сменных зубчатых колес.
Позднее на токарных станках со ступенчато-шкивным приводом для изменения скорости перемещения суппорта стали применять коробку подач; помимо ходового винта, стали применять и ходовой вал.
В начале XX в. с изобретением быстрорежущей стали появляются относительно быстроходные и мощные (по тому времени) токарные станки с приводом от трансмиссии (рис. 232).

Рис. 232. Токарно-винторезный станок со ступенчатым шкивом: 1 — коробка подач, 2 — ступенчатый шкив, 3 — ходовой винт, 4 — ходовой вал
Бурное развитие отечественного станкостроения началось у нас после Великой Октябрьской социалистической революции.
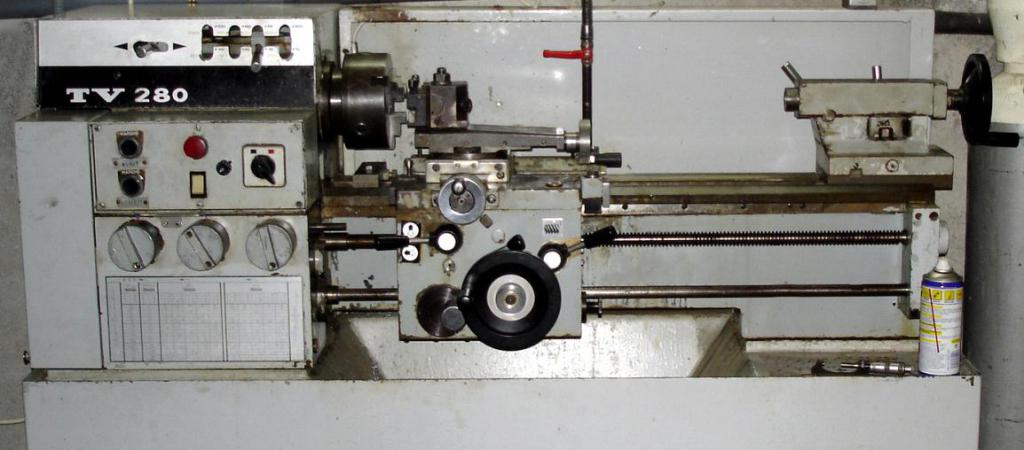
Современные токарные станки выпускаются с индивидуальным электрическим приводом; универсальные токарно-винторезные станки оборудованы коробкой скоростей, обеспечивающей быстрое изменение чисел оборотов обрабатываемой детали, и более совершенной коробкой подач.
Станкостроительных завод «Красный пролетарий»
К группе токарно-винторезных станков, получивших широкое распространение на наших машиностроительных заводах, относится станок модели 1А62 (рис. 233), выпускавшийся заводом «Красный пролетарий». Этот станок был получен в результате модернизации широко распространенного ранее токарно-винторезного станка (1Д62М) ДИП-200, у которого верхний предел чисел оборотов шпинделя был увеличен с 600 до 1200 в минуту, мощность электродвигателя — с 4,3 до 7 квт, а плоскоременная передача от электродвигателя заменена клиноременной.
Начиная с 1956 г. станок 1А62 заменен токарно-винторезным станком модели 1К62 (рис. 234). Этот новый станок более соответствующий современному уровню техники имеет более мощный электродвигатель (N= 10 квт). Коробка скоростей дает возможность устанавливать 23 различные скорости шпинделя (от 12,5 до 2 тыс. об/мин). Число подач 48 — от 0,075 до 4,16 мм на один оборот шпинделя.

Рис. 233 Токарно-винторезный станок модели 1А62 завода «Красный пролетарий»

Рис. 234. Токарно-винторезный станок модели 1К62 завода «Красный пролетарий»
Наряду с совершенствованием токарно-винторезных станков средних размеров советские инженеры и новаторы производства создали новые конструкции тяжелых токарных станков для обработки деталей большого размера. Например, коллектив Краматорского завода тяжелого машиностроения освоил производство мощного полностью механизированного токарного станка для обработки деталей диаметром до 2,5 м, длиной до 16 м и весом до 100 т.
Второй гигант тяжелого машиностроения — Коломенский станкостроительный завод — строит для токарной обработки еще более крупные станки. Здесь освоены карусельные станки, на которых можно обрабатывать детали диаметром 13 и 22 м.
Похожие материалы
www.metalcutting.ru
История токарного станка — полезная информация Токарно-винторезные станки
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.

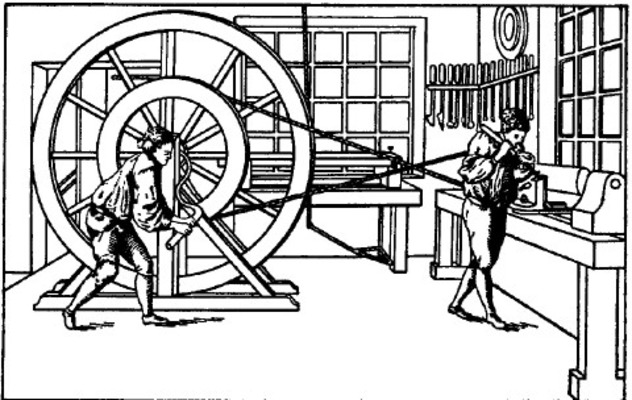
В XIV — XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа — упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один — два оборота, а жердь — согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону.
Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.
В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, — вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке.
В середине XVI Жак Бессон (умер в 1569 г.) — изобрел токарный станок для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы «копир-заготовка». Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А.К. Нартов остается первым, кто нашел путь к решению этой задачи.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины.

В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка.
В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.

Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю па нель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г.
Другой бывший сотрудник Модсли — Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап — автоматизация токарных станков. Здесь пальма первенства принадлежала американцам. В США развитие техники обработки металлов началось позднее, чем в Европе. Американские станки первой половины XIХ в. значительно уступали станкам Модсли.
Во второй половине XIХ в. качество американских станков было уже достаточно высоким. Станки выпускались серийно, причем вводилась полная взаимозаменяемость деталей и блоков, выпускаемых одной фирмой. При поломке детали достаточно было выписать с завода аналогичную и заменить сломанную деталь на целую без всякой подгонки.
Во второй половине XIХ в. были введены элементы, обеспечивающие полную механизацию обработки — блок автоматической подачи по обеим координатам, совершенную систему крепления резца и детали. Режимы резания и подач изменялись быстро и без значительных усилий. В токарных станках имелись элементы автоматики — автоматический останов станка при достижении определенного размера, система автоматического регулирования скорости лобового точения и т.д.
Однако основным достижением американского станкостроения было не развитие традиционного токарного станка, а создание его модификации — револьверного станка. В связи с необходимостью изготовления нового стрелкового оружия (револьверов) С. Фитч в 1845 г. разработал и построил револьверный станок с восемью режущими инструментами в револьверной головке. Быстрота смены инструмента резко повысила производительность станка при изготовлении серийной продукции. Это был серьезный шаг к созданию станков-автоматов.
В деревообработке первые станки-автоматы уже появились: в 1842 г. такой автомат построил К. Випиль, а в 1846 г. Т. Слоан.
Первый универсальный токарный автомат изобрел в 1873г. Хр. Спенсер.
Суппорт токарного станка

Одним из важнейших достижений машиностроения в начале XIX века стало распространение металлорежущих станков с суппортами — механическими держателями для резца. Введение суппорта разом повлекло за собой усовершенствование и удешевление всех машин, дало толчок к новым усовершенствованиям и изобретениям.
Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали).
На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали).
Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
Устройство поперечного суппорта показано на рисунке ниже. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим — связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
Токарный станок имеет весьма древнюю историю, причем с годами его конструкция менялась очень незначительно. Приводя во вращение кусок дерева, мастер с помощью долота мог придать ему самую причудливую цилиндрическую форму. Для этого он прижимал долото к быстро вращающемуся куску дерева, отделял от него круговую стружку и постепенно давал заготовке нужные очертания. В деталях своего устройства станки могли довольно значительно отличаться друг от друга, но вплоть до конца XVIII века все они имели одну принципиальную особенность: при обработке заготовка вращалась, а резец находился в руках мастера.
Исключения из этого правила были очень редкими, и их ни в коем случае нельзя считать типичными для этой эпохи. Например, держатели для резца получили распространение в копировальных станках. С помощью таких станков работник, не обладавший особыми навыками, мог изготовлять затейливые изделия очень сложной формы. Для этого пользовались бронзовой моделью, имевшей вид изделия, но большего размера (обычно 2:1). Нужное изображение получали на заготовке следующим образом.

Станок оборудовался двумя суппортами, позволявшими вытачивать изделия без участия руки работника: в одном был закреплен копировальный палец, в другом — резец. Неподвижный копировальный палец имел вид стержня, на заостренном конце которого помешался маленький ролик. К ролику копировального пальца специальной пружиной постоянно прижималась модель. Во время работы станка она начинала вращаться и в соответствии с выступами и впадинами на своей поверхности совершала колебательные движения.
Эти движения модели через систему зубчатых колес передавались вращающейся заготовке, которая повторяла их. Заготовка находилась в контакте с резцом, подобно тому, как модель находилась в контакте с копировальным пальцем. В зависимости от рельефа модели заготовка то приближалась к резцу, то удалялась от него. При этом менялась и толщина стружки. После многих проходов резца по поверхности заготовки возникал рельеф, аналогичный имевшемуся на модели, но в меньшем масштабе.
Копировальный станок был очень сложным и дорогим инструментом. Приобрести его могли лишь весьма состоятельные люди. В первой половине XVIII века, когда возникла мода на точеные изделия из дерева и кости, токарными работами занимались многие европейские монархи и титулованная знать. Для них большей частью и предназначались копировальные станки.
Но широкого распространения в токарном деле эти приспособления не получили. Простой токарный станок вполне удовлетворял всем потребностям человека вплоть до второй половины XVIII века. Однако с середины столетия все чаще стала возникать необходимость обрабатывать с большой точностью массивные железные детали. Валы, винты различной величины, зубчатые колеса были первыми деталями машин, о механическом изготовлении которых встал вопрос тотчас же после их появления, так как они требовались в огромном количестве.
Особенно остро нужда в высокоточной обработке металлических заготовок стала ощущаться после внедрения в жизнь великого изобретения Уатта. Изготовление деталей для паровых машин оказалось очень сложной технической задачей для того уровня, которого достигло машиностроение XVIII века.
Обычно резец укреплялся на длинной крючкообразной палке. Рабочий держал его в руках, опираясь как на рычаг на специальную подставку. Этот труд требовал больших профессиональных навыков и большой физической силы. Любая ошибка приводила к порче всей заготовки или к слишком большой погрешности обработки.
В 1765 году из-за невозможности рассверлить с достаточной точностью цилиндр длиной в два фута и диаметром в шесть дюймов Уатт вынужден был прибегнуть к ковкому цилиндру. Расточка цилиндра длиною в девять футов и диаметром в 28 дюймов допускала точность до «толщины маленького пальца».
С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами. Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой.
Нарезка винтов долго оставалась сложной технической задачей, поскольку требовала высокой точности и мастерства. Механики давно задумывались над тем, как упростить эту операцию. Еще в 1701 году в труде Ш. Плюме описывался способ нарезки винтов с помощью примитивного суппорта.
Для этого к заготовке припаивали отрезок винта в качестве хвостовика. Шаг напаиваемого винта должен был быть равен шагу того винта, который нужно было нарезать на заготовке. Затем заготовку устанавливали в простейших разъемных деревянных бабках; передняя бабка поддерживала тело заготовки, а в заднюю вставлялся припаянный винт. При вращении винта деревянное гнездо задней бабки сминалось по форме винта и служило гайкой, вследствие чего вся заготовка перемещалась в сторону передней бабки. Подача на оборот была такова, что позволяла неподвижному резцу резать винт с требуемым шагом.
Подобного же рода приспособление было на токарно-винторезном станке 1785 года, который был непосредственным предшественником станка Модсли. Здесь нарезка резьбы, служившая образцом для изготавливаемого винта, наносилась непосредственно на шпиндель, удерживавший заготовку и приводивший ее во вращение. (Шпинделем называют вращающийся вал токарного станка с устройством для зажима обрабатываемой детали.) Это давало возможность делать нарезку на винтах машинным способом: рабочий приводил во вращение заготовку, которая за счет резьбы шпинделя, точно так же как и в приспособлении Плюме, начинала поступательно перемещаться относительно неподвижного резца, который рабочий держал на палке.
Таким образом, на изделии получалась резьба, точно соответствующая резьбе шпинделя. Впрочем, точность и прямолинейность обработки зависели здесь исключительно от силы и твердости руки рабочего, направлявшего инструмент. В этом заключалось большое неудобство. Кроме того, резьба на шпинделе была всего 8-10 мм, что позволяло нарезать только очень короткие винты.
Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы.
Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом.
Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении.
Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл. При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную мастерскую и в 1798 году создал более совершенный токарный станок. Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага.
Слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем. В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом.
Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте. Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов.
Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи. Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках.
В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50).
На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков. В 1817 году был создан строгальный станок с суппортом, позволивший быстро обрабатывать плоские поверхности. В 1818 году Уитни придумал фрезерный станок. В 1839 году появился карусельный станок и т.д.
Нартов Андрей Константинович (1683 — 1756)

Деятель времени Петра Великого. Русский механик и изобретатель. Учился в Школе математических и навигацких наук в Москве. Около 1718 года был послан царем за границу для усовершенствования в токарном искусстве и «приобретения знаний в механике и математике». По указанию Петра I, Нартов вскоре был переведен в Петербург и назначен личным токарем царя в дворцовой токарной мастерской.
Работая здесь в 1712-1725, Нартов изобрел и построил ряд совершенных и оригинальных по кинематической схеме токарных станков (в том числе копировальных), часть которых была снабжена механическими суппортами. С появлением суппорта решалась задача изготовления частей машин строго определенной геометрической формы, задача производства машин машинами.
В 1726-1727 и в 1733 Нартов работал при Московском монетном дворе, где создал оригинальные монетные станки. В том же 1733 году Нартов создал механизм для подъема «Царь колокола». После смерти Петра, Нартову было поручено сделать «триумфальный столп» в честь императора, с изображением всех его «баталий».
Когда в Академию Наук были сданы все токарные принадлежности и предметы Петра, а также и «триумфальный столп», то, по настоянию начальника академии, барона Корфа, считавшего Нартова единственным человеком, способным окончить «столп», он был переведен в академию «к токарным станкам», для заведывания учениками токарного и механического дела и слесарями. Петровская токарня, превращенная Нартовым в академические мастерские, послужила базой для последующих работ М. В. Ломоносова, а затем И. П. Кулибина (особенно в области приборостроения).
В 1742 году Нартов принес Сенату жалобу на советника академии Шумахера, с которым у него происходили пререкания по денежному вопросу, а затем добился назначения следствия над Шумахером, на место которого был определен сам Нартов. В этой должности он пробыл только 1,5 года, потому что оказался «ничего кроме токарного художества незнающим и самовластным»; он велел запечатать архив академической канцелярии, грубо обращался с академиками, и наконец, довел дело до того, что Ломоносов и другие члены стали просить возвращения Шумахера, который вновь вступил в управление академией в 1744 году, а Нартов сосредоточил свою деятельность «на пушечно-артиллерийском деле».
1738-1756, работая в Артиллерийском ведомстве, Нартов создал станки для сверления канала и обточки цапф пушек, оригинальные запалы, оптический прицел; предложил новые способы отливки пушек и заделки раковин в канале орудия. В 1741 Нартов изобрел скорострельную батарею из 44 трехфунтовых мортирок. В этой батарее впервые в истории артиллерии был применен винтовой подъемный механизм, который позволял придавать мортиркам желаемый угол возвышения.
В обнаруженной рукописи Нартова «Ясное зрелище махин» описывается более 20 токарных, токарно-копировальных, токарно-винторезных станков различных конструкций. Выполненные Нартовым чертежи и технические описания свидетельствуют о его больших инженерных познаниях. Он издал также: «Достопамятные повествования и речи Петра Великого» и «Театрум махинарум».
Генри Модсли (Maudslay Henry 1771-1831)

Английский механик и промышленник. Создал токарно-винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др. Ранние годы провел в Вулвиче под Лондоном.
В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь-механик, в мастерской Дж. Брама — лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете.
Создал «Лабораторию Модсли». Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции. Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков. Строил для России паровые корабельный машины.
Другие статьи по теме:
rustan.ru
Краткий исторический обзор развития токарного станка
Поразительно, но изобретение токарного станка состоялось за много веков до появления электричества, в VII веке до нашей эры, на территории Древнего Египта. На фресках того периода изображены примитивные устройства для обработки дерева или рога с помощью резца. Закрепленную деталь вращал подмастерье-невольник, а мастер снимал с нее стружку. Следующий прорыв в токарном деле состоялся на рубеже нашей эры. Неизвестный изобретатель догадался использовать тетиву лука в качестве привода движущего элемента. Теперь мастер мог работать один, без подсобников.
Работа на станке в Древнем Египте
В Средние века лучшим токарным оборудованием считались немецкие станки. Они обладали ножным приводом, с XVI века оснащались кривошипно-шатунным механизмом и стальным зажимным центром. Это было довольно совершенное для своей эпохи оборудование, на нем вытачивались разнообразные тела вращения. Повышение мощности было ограничено мускульной силой человека.
В XVII веке появились частично механизированные станки. Заготовка вращалась от привода водяного колеса, резец приводился в действие вручную. В следующем веке русский изобретатель А.К. Нартов собрал опытный образец революционно-нового станка. В его разработке был использован механизированный суппорт для продольного движения резца вдоль детали, сменные зубчатые колеса и функция нарезки резьбы. Бурное развитие металлообработки в Европе во многом определилось изобретением Нартова.
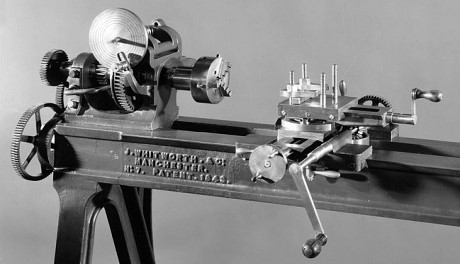
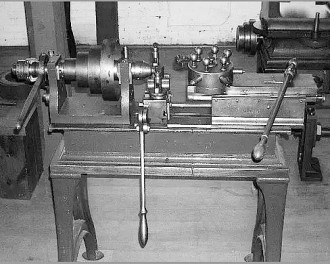
В начале XIX столетия англичанин Генри Модсли запатентовал универсальный токарный станок, причем конструкция суппорта оказалась на удивление совершенной.
Токарный станок Модсли
Родиной автоматизации токарной металлообработки стали США. Здесь были изобретены револьверные станки, внедрена стандартизация машиностроительного оборудования и первые системы безопасности. Уже в конце XIX века на американском токарном оборудовании имелись автоматические функции — остановка режущего лезвия при достижении заданного размера, автоподстройка скорости фронтальной расточки и т.д. Любой современный токарный станок с ЧПУ оснащается таким функционалом в обязательном порядке.
В двадцатом столетии к семейству токарно-винторезных станков прибавились токарно-карусельные, автоматизированные и роботизированные механизмы, многошпиндельные модели и оборудование для продольного точения. Появились программируемые станки и токарно-фрезерные обрабатывающие центры. Рекордсменом среди токарных станков считается штучное изделие компании «Вальдрих Зиген». Имея поворотное основание диаметром пять метров, он способен обрабатывать заготовки весом до пяти тонн. Дальнейшее совершенствование токарного оборудования развивается с учетом высоких требований к точности заданных размеров, чистоте обрабатываемой поверхности, эргономичности и безопасности.
www.shtray.ru
Основные направления развития металлообработки в России и Европе
В середине XVIII столетия человеческая цивилизация вплотную приблизилась к одному из наиболее значимых этапов своего развития – периоду, который историки впоследствии назовут промышленной революцией, или Великим индустриальным переворотом. К этому времени в наиболее развитых странах мира, список которых тогда возглавляла подпитываемая многочисленными колониями Англия, начался активный процесс перехода от преимущественно аграрного устройства экономики к индустриальному. Зарождающийся промышленный капитализм обусловил потребность в повышении производительности труда, а также улучшении качества и снижении себестоимости продуктов производства.
Данным преобразованиям способствовало множество факторов: развитие торговли и формирование рынка наемного труда, становление банков и системы кредитования, эволюция права и расцвет точных наук, рост количества изобретений и технических новаций. Примитивный ручной труд и деревянные орудия труда уже не могли обеспечить потребности общества. Фабрики и мануфактуры остро нуждались в механизмах и машинах, изготовленных из металла. Именно быстро прогрессирующая металлообработка сыграла особую роль в успехе промышленной революции XVIII – XIX столетий.
Металлообработка, как основа фабричного производства машин и механизмов
До начала индустриального переворота технологии обработки металлов путем резания, сверления и шлифовки совершенствовались крайне медленно, и эта работа носила разрозненный характер. В мануфактурный период потребность в новых инструментах подвигла владельцев фабрик к созданию вспомогательных мастерских, оборудованных элементарными сверлильными, точильными и шлифовальными станками. Часть из них приводилась в действие мускульной силой, другие — энергией воды. Но общим для всех этих приспособлений была минимальная степень механизации процесса обработки, что обуславливало низкое качество изделий.
В начале XVIII века изготовление деталей на станке выполнялось рабочим, который был вынужден удерживать обрабатывающий инструмент в руке. К сожалению, мировая техническая общественность тогда не узнала об изобретении талантливого русского механика А.К.Нартова — суппорте резцедержателе, которым он еще в 1717 году оснастил построенный им же токарный копировальный станок. В России тех лет данная разработка, как и многие другие изобретения этого талантливого «начальника» придворной токарни и воспитанника царя реформатора Петра I, была не востребована, и на время забыта.
Только ближе к концу столетия конструкция Нартова была изучена и стала отправной точкой для создания управляемого механического суппорта английским механиком и изобретателем Генри Модсли. После этого события устройство почти всех основных видов станков, применявшихся в мануфактурах и на фабриках, подверглось основательной модернизации. До этого токарные работы выполнялись при помощи примитивных держателей резца, что не позволяло обеспечить необходимую точность обработки. С появлением управляемого суппорта данная проблема была окончательно устранена.
«Социальный» заказ и потребность фабрик в новых, воплощенных в металле средствах производства, всячески стимулировали развитие способов металлообработки. Эта востребованность стала реальным катализатором процессов индустриализации, и привела к созданию новой отрасли промышленного производства – машиностроения. Однако, для того чтобы в полной мере удовлетворить технические запросы быстро развивавшегося общества, машиностроению предстояло совершить качественный технологический прорыв.
Важнейшие разработки и изобретения эры индустриального переворота

1.Токарный станок
В Англии революционные преобразования экономики начались с бурного прогресса в текстильной промышленности. Обеспечить эту отрасль новыми, более производительными машинами удалось благодаря не менее быстро развивавшимся технологиям и совершенствованию методов металлообработки. Спрос обеспечил быструю эволюцию средств производства, и, в первую очередь, одного из основных на то время технических средств обработки металлов резанием – токарного станка. На протяжении XVIII – XIX столетий конструкция токарного станка претерпела множественные усовершенствования, среди которых следует особо отметить следующие:
● 1712 г. Изобретение российским механиком Андреем Константиновичем Нартовым самоходного суппорта, обеспечившего возможность фиксированного крепления резца и его точного линейного перемещения вдоль обрабатываемой детали.

●1718 – 1729 г.г. Совершенствование А.К.Нартовым устройства токарного станка — копира, в котором траектория хода привода суппорта и передвижение копировального пальца управлялись различными участками ходового винта с отличающимися параметрами нарезки.
● 1751 г. Первый в мире полностью металлический токарный станок универсального типа от француза Жака де Вокансона. Его отличала тяжелая станина, мощные, изготовленные из металла центры, и V-образные направляющие.
● 1778 г. Новые типы винторезных станков авторства английского механика Д. Рамедона. Для изготовления резьбы с тем или иным шагом, в одном из них применялись сменные шестерни, в другом за движение резца отвечала специальная струна, которая наматывалась на вал определенного диаметра.
● 1795 г. Усовершенствованный французским механиком Сено функционал винторезного станка. Помимо уже применявшихся в станках Рамедона сменных шестерен и большого ходового винта, очевидным отличием данной разработки стал оригинальный конструктив механизированного суппорта.
● 1798 – 1800 г.г. Совершенная модель универсального токарного станка, построенная английским инженером Генри Модсли и его учениками. Данная конструкция стала прообразом токарно-винторезных станков будущего, и во многом определила направление развития данного вида металлообрабатывающего оборудования на сто, и более лет вперед. Кроме того, Г. Модсли первым начал процесс стандартизации резьбовых соединений.
● 1815 – 1826 г.г. Работы учеников и последователей Генри Модсли – Р.Робертса и Д.Клемента. Первому из них удалось улучшить станки за счет оптимального расположения ходового винта, создать элементарный вариатор в виде зубчатого перебора и сделать более удобным управление, вынеся все переключающие органы ближе к рабочему месту токаря. Д.Робертсу историки станкостроения приписывают создание лоботокарного станка, позволившего обрабатывать детали крупных диаметров.
● 1835 г. Важнейшая доработка механизма подачи токарных станков британским инженером-механиком и изобретателем Джозефом Витуортом – еще одним учеником Г.Модсли. Он разработал механизм поперечной передачи и связал его с продольным приводным механизмом.
● 1845 г. Автоматизированный револьверный станок американского инженера С.Фитча, предложившего прототип револьверной головки с восемью закрепленными в ней сменными резцами. Быстрая смена режущих инструментов снизила до минимума потери времени на их переустановку, и резко повысила производительность труда при обработке серийных изделий.

● 1873 г. Создание прообраза металлорежущего токарного станка автомата американским инженером и предпринимателем Х.Спенсером, который усовершенствовал конструкцию разработанных его предшественниками револьверных станков. Важной новацией авторства Х.Спенсера стала модернизированная система управления с использованием кулачкового механизма и распределительного вала.
● 1880 – 1895 г.г. Начало мелкосерийного выпуска токарных систем фирмы «Кливленд» и металлорежущего оборудования других производителей, построенного по принципу многошпиндельного станка автомата. Достигнутое таким образом расширение функциональных возможностей позволило реализовать давнишнюю мечту разработчиков промышленного металлорежущего оборудования – за счет совмещения различных операций многократно повысить производительность и экономическую эффективность работы станочного парка.
2.Фрезерный станок

Обтачивая вращающуюся деталь, невозможно выполнить обработку продольных и наклонных плоских поверхностей, а также устройство всевозможных пазов, канавок, подсечек, сплошных «карманов» и окон. Закрепив неподвижно деталь, и сделав подвижным вращающийся режущий инструмент, человечество открыло для себя фрезерные работы еще в XVII веке, когда китайские мастера изготовили достаточно примитивный станок, тем не менее, позволивший обработать крупную плоскую деталь для астрономического прибора.
Однако обеспечить точную работу механизма подачи вращающейся фрезы, достаточную для выполнения мелких работ по металлу, оказалось значительно сложнее, чем управлять суппортом с неподвижно закрепленным резцом в токарном станке. Разнообразные конструкции для фрезерования плоских поверхностей, разработанные в XVII веке, годились только для обработки изделий из дерева или кости. Многочисленные попытки создать станок для фрезерования металлических деталей успехом в то время не увенчались.

В полной мере решить эту задачу смог американский промышленник и инженер Илай Уитни, который в 1818 году построил полноценный фрезерный станок с механизированным суппортом, длительное время применявшийся на принадлежавшем ему оружейном заводе. Несмотря на наличие деревянной станины, деревянного двухступенчатого шкива и кустарный внешний вид, фрезерный станок конструкции Илая Уитни успешно справился со всеми возложенными на него функциями, и работал практически без поломок.
Заслуживают нашего внимания конструкции специализированных фрезерных станков, разработанных российскими механиками для оружейного завода в Туле. Уже к 1826 году там были сданы в эксплуатацию два станка для подрезки казенных концов ружейных стволов. Закрепленный в специальном подвижном приспособлении, ствол подавался в рабочую зону торцовой фрезы, Конструктивно и по внешнему виду изготовленные тульскими мастерами станки были совершеннее изделий Илая Уитни, и обеспечивали более высокое качество обработки поверхности деталей.


В первой половине XVIII века технический прогресс в области совершенствования конструкций и функциональных возможностей фрезерных станков был связан с потребностями оружейников. Очередной и более совершенный, чем разработки предшественников, прототип фрезерного станка в 1835 году был изготовлен механиками американской оружейной компании «Гай, Сильвестр и Ко». Отличительной особенностью данной конструкции стала уникальная система перемещения фрезы в вертикальной плоскости, которая впоследствии была преобразована в более надежный механизм подъема стола.
В середине XVIIIвека возможности фрезерных станков наконец-то были востребованы «мирными» предприятиями, которые уже вовсю работали на нужды индустриальной революции, и вынуждены были обрабатывать плоские поверхности шлифованием. Первой разработкой гражданского назначения стал станок английской компании «Нэсмит и Гейскелл», который выполнял фрезерование плоских граней гаек. Несмотря на узкую специализацию, это устройство, по сути, являлось универсальным горизонтально-фрезерным станком, и вполне могло применяться на множестве других операций.
Еще более совершенную конструкцию фрезерного станка в 1855 году разработала и воплотила в металле американская компания «Линкольн» (Phoenix Iron Works Джорджа Линкольна). Рабочий стол этого изделия, как и у предшественников, приводился в движение ременной передачей и червячным механизмом, но для продольного перемещения стола здесь был применен ходовой винт с маховиком. Установка фрезы в вертикальной плоскости выполнялась в данной конструкции перемещение подшипников оправки, что также стало определенной технической новацией, обеспечившей удобство и повысившей точность работы. Схема станка стала классической и была заимствована многими производителями фрезерного оборудования.


История создания этого популярного станка и его широкого распространения тесно связана с именами людей, которые впоследствии основали всемирно известную и в наши дни компанию. Фрэнсис Пратт, создатель «Линкольна», работал начальником производства в Phoenix Iron Works вместе с Эмосом Уитни (родственником родоначальника фрезерного оборудования Илая Уитни). Оба были талантливыми механиками и изобретателями и в 1860 году основали Pratt & Whitney Company, специализирующуюся на выпуске металлообрабатывающего оборудования. В годы Гражданской войны в США компания существенно разрослась и станки под этой маркой стали продаваться по всему миру. В настоящее время Pratt & Whitney– крупнейший поставщик газотурбинных двигателей и генераторных установок.
3.Паровой двигатель Уатта — востребованный привод станочного оборудования
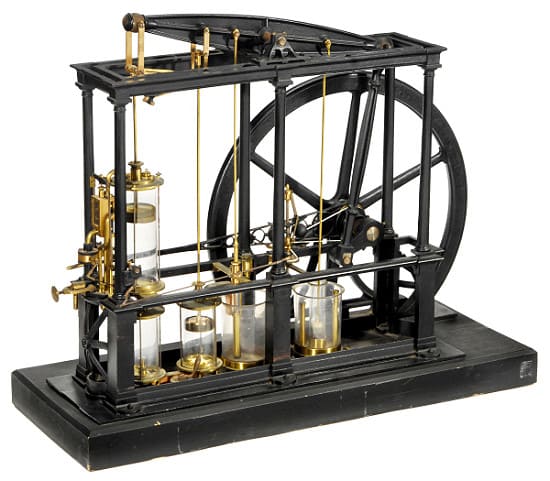
Приводимые в действие силой ветра или падающей воды токарные, сверлильные и фрезерные станки не могли в полной мере обеспечить необходимые параметры вращения заготовок или инструментов, что существенно сказывалось на качестве обработки металлов. Чтобы организовать фабричный выпуск новых машин и других средств производства, требовался мощный движитель, который смог бы с необходимой скоростью и силой приводить в действие механизмы станочного оборудования. Таким двигателем стала созданная шотландским инженером, механиком и изобретателем Джеймсом Уаттом универсальная паровая машина.
Оригинальную конструкцию «парового насоса» в 1698 году разработал и изготовил Томас Сэвери, который в том же году запатентовал свое изобретение и применил его для откачивания шахтных вод. По причине низкой производительности и большого расхода топлива использовать этот двигатель в качестве привода агрегатов станочного оборудования было невозможно. Данную конструкцию, начиная с 1705 года, пытался улучшить другой англичанин – Томас Ньюкомен. Он довел построенный на ее основе водоподъемный насос до мелкосерийного производства, однако из-за недостаточной мощности для применения в промышленности этот двигатель также не подходил.
Свой вариант парового двигателя научный консультант университета в Глазго Джеймс Уатт разработал в 1764 году. Но только спустя 12 лет, когда его партнером стал состоятельный промышленник Мэтью Болтон, изобретателю удалось организовать производство и коммерческую продажу изготовленных паровых машин. Именно Уатт сумел преобразовать поступательное движение поршней своих машин во вращение нагрузочного выходного вала. Начальная конструкция потом многократно дорабатывалась и становилась все более мощной и экономичной. Но главное было сделано – в конце XVIII века металлорежущие станки получили такой необходимый, и не зависящий от природных явлений, автономный привод.
Дальнейшее развитие металлообрабатывающих станков

Индустриальная революция обусловила необходимость в разработке и выпуске машин практически для всех отраслей промышленного производства. От уровня развития средств металлообработки зависело состояние экономики, поэтому техническая база станкостроения непрерывно совершенствовалась. Конструкция механического суппорта, первично разработанная для крепления и управляемого перемещения резцов токарного станка, была с успехом применена в других видах станочного оборудования.
Для создания новых металлообрабатывающих устройств применялся не только механический суппорт, но и другие конструктивные узлы токарного станка – система зубчатой передачи, механизм подачи, зажимные устройства и элементы кинематики. Многочисленные американские машиностроительные заводы, которые к середине XIX века в техническом развитии обогнали родоначальников станкостроения – англичан, массово выпускали шлифовальные, расточные, токарно-револьверные, универсально-фрезерные и карусельные станки, ставшие со временем основой промышленного расцвета и мощи США.
В 60-е годы XIX века машиностроение начало стремительно развиваться в Германии и России. В нашей стране одним из пионеров станкостроения стал Тульский оружейный завод, который для собственных нужд начал выпуск токарных, фрезерных, сверлильных, резьбонарезных, шлифовальных, протяжных и шлифовальных станков. Успешно начали работу машиностроительные предприятия, построенные в Москве, Ижевске, Сестрорецке, Воронеже и Санкт-Петербурге. Первым специализированным предприятием станкостроения стал московский завод братьев Бромлей, позднее переименованный в «Красный Пролетарий».
Российские заводы быстро освоили производство всего необходимого ассортимента станочного оборудования, включая оригинальные собственные разработки продольно-строгальных и колесотокарных станков. Несмотря на эти очевидные успехи, общий уровень российского станкостроения тех лет существенно отставал от количественных и качественных показателей машиностроительных отраслей Англии, США и Германии, поэтому основная масса станочного оборудования для заводов и фабрик России приобреталась их владельцами за рубежом. Типовым оснащением металлообрабатывающих предприятий того времени были станки шести видов:
● Токарные, на которых обтачивали наружные и внутренние поверхности тел вращения, выполнялась обработка гладких и ступенчатых валов, изделий в форме шара или конуса, растачивались цилиндрические детали и нарезалась резьба.
● Фрезерные станки, позволявшие обрабатывать внешние и внутренние поверхности заготовок деталей сложной формы, к которым предъявлялись повышенные требования по точности и качеству.
● Строгальные станки горизонтального и вертикального типа, предназначенные для обработки заготовок и изделий с плоскими поверхностями.
● Сверлильные станки, при помощи которых высверливались, растачивались и обрабатывались отверстия, а также могли нарезаться резьбы.
● Шлифовальные машины, на которых производилась чистовая обработка изделий специальным абразивным инструментом и материалами.
● Станки специального назначения, разработанные и изготовленные для выполнения ограниченного количества или одной конкретной операции технологического процесса.

В конце XIX века металлообрабатывающее оборудование всех основных групп дифференцировалось, и выпускалось в виде универсальных станков, либо машин специального назначения. Действительно, зачем тратиться на сложный и дорогой станок, если он будет использоваться для выполнения всего нескольких однотипных операций. К примеру, так появилось специальное расточное оборудование, применявшееся для изготовления стволов орудий и обработки любых других изделий цилиндрической формы и большой длины.
При попытке приспособить токарный станок к работе с заготовками малой длины и значительных диаметров была разработана конструкция лоботокарного станка. Подобным образом, под конкретную задачу, появились токарно-карусельные станки для обработки заготовок большого веса и размера, с которыми не могло работать оборудование стандартного исполнения. Для обработки крупногабаритных изделий были разработаны конструкции радиально-сверлильных и продольно-строгальных станков с длинными подвижными столами.
Наивысшим достижением станкостроительной отрасли конца XIX века стали станки токарно-револьверного типа, оборудованные головками для одномоментной установки до 16 инструментов, а также карусельно-фрезерное оборудование, позволявшее вести обработку сразу нескольких изделий крупного веса и размеров. Не менее востребованными стали все специализированные машины, предназначенные для нарезки зубьев и обработки зубчатых колес – станки зубофрезерного, зубодолбежного и зубострогального типа.
На рубеже XX века конструкторы и инженеры механики считали, что дальнейшее развитие станочного оборудования для металлообработки должно быть связано с автоматизацией, дальнейшим повышением точности и скорости выполнения операций. Огромное значение для будущего отрасли имело изобретение американскими инженерами Уайтом и Тэйлором высоколегированной «быстрорежущей» стали для изготовления резцов и других металлорежущих инструментов. Однако открывшимися в связи с этим изобретением возможностями обработки металлов на повышенных скоростях станкостроители смогли в полной мере воспользоваться уже в XX веке.
Избранные персоны промышленной революции
Основой любых прогрессивных изменений в жизни общества, будь то социальные, экономические или технологические преобразования, являются конкретные личности. Кроме потребностей общества в совершенствовании технического базиса производства, необходимым условием индустриальной революции стала созидательная деятельность множества талантливых людей – станочников, механиков, изобретателей и инженеров конструкторов.



Именно они, дополняя и совершенствуя разработки друг друга, создали в итоге станочный парк, который позволил наладить производство необходимого количества новых и более совершенных средств производства. Для примера перечислим хотя бы нескольких «действующих лиц» индустриальной революции, не забыв и о наших великих соотечественниках, также внесших свой весомый вклад в практику и теорию металлообработки:



● А.К.Нартов – выходец из народа, начавший карьеру токарем дворцовой мастерской Петра I, и закончивший свой земной путь в генеральском чине статского советника. После обучения за границей, молодой заведующий придворной «токарней» Андрей Нартов еще в 1717 году предложил конструкцию механизированного суппорта токарного станка. Впоследствии А.К.Нартов детально разработал механизмы еще 34 станков, но после его смерти рукописи попали в придворную библиотеку, и были найдены потомками только через 200 лет.
● Генри Модсли – английский механик, который увековечил свое имя созданием в 1794 году совершенной конструкции крестового механического самоходного суппорта. Он же в 1798 году при разработке токарно-винторезного станка применил сменный ходовой винт, и впервые предложил стандартизовать все резьбовые детали и соединения. Кроме того, Генри Модсли известен тем, что обучил и воспитал на собственном заводе целую плеяду учеников, каждый из которых продолжил дело учителя и внес собственный вклад в дальнейшее развитие средств металлообработки.
● Джозеф Витуорт. Этот британский инженер и предприниматель вошел в историю не только усовершенствованием конструкции поперечной передачи токарного станка. Впоследствии Д,Витуорт стал промышленником, построил собственный механический завод, а главное – еще в 1841 году предложил принципы унификации деталей машин и стандарты винтовой резьбы, которые носят его имя и применяются поныне. Он же является автором системы калибров, которую разработал и вместе с особо точными измерительными приборами ввел в практику работы своего завода, показав тем самым пример станочникам всего мира.
● И.А.Тиме – российский ученый и инженер механик, впервые изучивший и осветивший в своих трудах процессы, которые происходят при механической обработке металла. Изучая параметры образования стружки при различных скоростях подачи и резания, он смог установить важные закономерности, позволившие ему в 1870 году опубликовать рекомендации по настройке оптимальных режимов работы металлорежущих станков.
● К.А.Зворыкин – выпускник Санкт-Петербургского механического технологического института, впоследствии профессор. Константин Алексеевич Зворыкин продолжил изыскания И.А.Тиме и опубликовал труды, посвященные проблемам оптимального резания металлов, в которых привел уточненную схему усилий, воздействующих на резец. В 1883 году К.А.Зворыкин создал прибор, позволявший определить силу резания, и вывел формулу, по которой можно было рассчитать наиболее эффективные режимы работы станка.
● Фредерик Тэйлор – американский инженер, в течение 26 лет изучавший процессы резания металлов резцами различной формы, под различными углами и на всех возможных скоростных режимах. Он выявил закономерности, влияющие на качество обработки, затраты времени, толщину стружки, параметры охлаждения и стойкости резцов. В результате он практическим путем установил самые выгодные режимы металлообработки, и в 1884 году создал на основе своих исследований специальную счетную линейку рабочего – станочника, по которой можно было определить оптимальный режим резания. Работы Ф.Тейлора имели неоценимое значение для совершенствования способов металлообработки, и с благодарностью были приняты профильными специалистами всего мира.
Российское станкостроение на пороге XX века
Индустриальная революция в России, с ее преимущественно аграрным укладом экономики, запоздала почти на столетие. Однако, начавшись в середине XIX столетия, за достаточно короткий по историческим меркам период в 50 лет промышленная революция подвергла всю производственную и социально-экономическую сферу российского государства необратимой реформации. После отмены крепостного права в стране окончательно утвердился капитализм и присущие ему рыночные отношения, быстро шли процессы накопления капитала и создания промышленных предприятий. Как сто лет назад в Англии, внедрение высокопроизводительных машин началось на фабриках хлопчатобумажной промышленности.
По данным статистики, к началу 1900 года в России начитывалось 1805 предприятий машиностроения и металлообработки, оснащенных 2966 механическими двигателями. Общее количество и видовое разнообразие металлорежущих станков история, к сожалению, не сохранила. В то же время на 185 ткацких фабриках применялось более 150 тысяч механических ткацких станков, многие из которых были изготовлены на отечественных машиностроительных предприятиях. Российское станкостроение, хотя значительно отставало от уровня ведущих стран мира, развивалось поистине семимильными шагами. К концу XIX века по уровню оснащенности промышленных предприятий металлообрабатывающими станками Россия вышла на среднемировые показатели.
kospas.ru