Как сделать красивый сварочный шов
Кто только начинает заниматься сварочным делом рекомендую не сваривать сразу сложные стыки. Для начало надо научится контролировать электрод со сваркой ММА, на всех других видах будет в разы проще. Когда зажжете электрод он будет плавится, нужно будет опускать с равномерной скоростью к сварочной ванне. При этом выдерживать угол наклона по отношению к плоскости. Я когда начинал заниматься сваркой, сперва учился варить в нижнем положении. С начало на сборочном столе в кабинке сварщика. Это еще в училище было. Высота стола удобная по росту. Если держать электрод 3 мм вертикально относительно заготовки то рука при этом не устает. Важный момент удобство при сварке должно присутствовать везде.
Лучше всего на куске железяки с очищенной поверхностью и рутиловыми электродами. Они не прихотливые к ржавчине. Можете воспользоваться доступными марками МР-3 . Их кто только не выпускает. Поджигаются хорошо в любом положении. Можно варить на длинной дуге пока не научитесь ее держать.
В самом процессе нужно научится отличать шлак от горячего металла. Когда образуется общая горячая субстанция металл ярко желтого цвета оседает а на поверхностности расплавленный шлак переливается линиями. Его цвет немного темнее и температура остывания намного ниже чем у металла. Сквозь шлак можно видеть как формируется сварочный шов. От этого процесса зависит скорость сварки. Влияет еще и угол наклона электрода. Есть понятие делать проход углом вперед и углом назад. Когда ведете электрод, острым углом вперед, метал проплавляется хорошо оставляет за собой широкий валик гладкий. Сварка увеличивается по скорости. Если вести углом назад то сплавление металла происходит слабо образуется высокий валик с шероховатой поверхностью.
Сварочные швы отличаются по видам. Основной коренной шов и облицовочный. Коренного шва функция сплавить кромки основного металла примерно на 30% от обшей массы наплавленного металла. Облицовочный лишь выравнивает поверхность и наплавляет металл на зону термического влияния, перекрывает подрезы и не проваренные места вдоль шва. Обычно относится к многопроходным швам. Однопроходной делается в один проход.
От простого перейдем к сложному. Нужно научится водить электродом различные каракули. У них есть своя форма которой нужно придерживаться. На фотографии я покажу как водить электродом.
- Усиленное плавление краев в стык без разделки кромок.
- Плавление одного края используется при сварке горизонтального шва. Помогает поднимать с нижней кромки расплавленный металл к верхней кромки.
- Плавит центр сварного шва. Используется с разделкой кромок в один проход. Редко когда используют для коренного шва.
 В исключительных случаях если очень большой зазор.
В исключительных случаях если очень большой зазор. - Используют для наплавки металла на поверхность.
 В исключительных случаях если очень большой зазор.
В исключительных случаях если очень большой зазор.Коренной шов проходят как при учебе в одну линию без колебательных движений. Единственное допускается движение вперед и назад.
Ручкой плохо получается водить эти каракули а их еще нужно научится электродом описывать. В помощь можно использовать вторую руку. Держась за электрод, руку прислонить к основному металлу. На малом токе потихоньку рисуем каракули на ровной плоскости. Здесь нужна выдержка и терпение. Добиваться синхронности работы рук. Обучатся придется долго и потратите не одна пачку электродов. После добавляется другая сложность при сварке в стык с разделкой кромок. Что касается металла толщиной от 5 мм. Сложность уже при обводе контура кромок и сварочной ванны вместе. Не забываем дуга должна находится на равном удалении от сварочной ванны и металла.
Вот так и учатся варить красивые сварные швы. При использовании различных марок электродов с разнообразной обмазкой меняется и стиль сварки. С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
С основным и целлюлозным покрытием придется научится выдерживать короткую дугу. Рутиловые электроды хорошо держат дугу. Кислые только в нижнем положении. Они обычно спец электрод для сварки алюминия. Такими электродами варят почти вертикально к основанию. Есть много и других смежных типов покрытия. К каждым требуется свой угол наклона.
Если вы научились варить сварочный шов на плоскости то получится подбирать нужный угол и к другим электродам. Концентрировать свое внимание уже будете только на сварочную ванну. Руки на автомате будут совершать все движения. А потом уже на полуавтомате научитесь варить супер сварочный шов. На таком оборудовании шлака на шве практически нету. Виден сам металл плавящийся. На TIG сварке плавят присадочный материал. Плазма дуги расплавляет и толкает жидкий металл. Ювелирная работа контролировать сам процесс. Сварка происходит медленно и в основном применяют для сварки цветных металлов.
Я попытался на доступном языке по этапом объяснить как научится правильно и красиво варить швы.
Как сформировать качественный сварочный шов без бугров?
Сварочная работа требует от рабочего знания
особенностей сварки металлов различной толщины, а также техники выполнения сварочных швов. Основным оборудованием сварщика служит сварочный аппарат и металлические стержни — электроды для сварки, которые выбираются в зависимости от того, с каким материалом предстоит работать.
Современное газосварочное оборудование от svarcka.ru значительно упрощает работу специалистов, позволяя выполнять сварку высокого уровня.
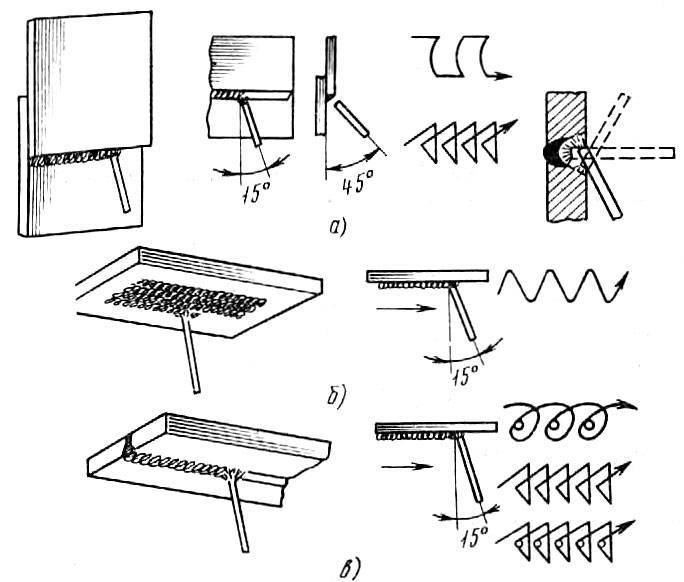
Качественный может быть сформирован только при последовательном применении трёх основных сварочных движений:
- поступательное движение
- движение вдоль оси валика
- колебательное движение
После разжигания дуги выполняется поступательное движение по оси электрода, для выработки требующейся длинны дуги, от нее будет зависеть качество шва. Слишком длинная дуга ведёт к разбрызгиванию металла и его окислению, при этом металл становится пористым. Электроды для сварки нагреваются значительно быстрее основного металла, капли от электрода, попадая на холодную рабочую поверхность, застывают, образуя бугры.
Слишком длинная дуга ведёт к разбрызгиванию металла и его окислению, при этом металл становится пористым. Электроды для сварки нагреваются значительно быстрее основного металла, капли от электрода, попадая на холодную рабочую поверхность, застывают, образуя бугры.
Рекомендуется не задерживаться на первом этапе и переходить к движениям вдоль оси валика. На этом этапе большое значение имеет скорость движений. При высокой скорости происходит непровар, основной металл недостаточно разогревается. Низкая скорость наоборот оборачивается перегревом и сквозным проплавлением. Оптимально выбранная скорость позволяет получить чистый шов диаметром на 2-3 см превышающим электроды для сварки.
Важно отметить, что при работе сварочный электрод должен быть наклонен к оси шва под углом 15 градусов к стороне ведения шва, так он сформируется плотным и гладким. А также начало сваркилучше начинать с верхней части кратера, так вы сможете избежать перепадов на шве во время смены электрода.
Завершающий этап сварочной работы — колебательные движения поперек сварочного шва для формирования сварочного валика большего диаметра. Колебательные движения могут быть разной формы, но амплитуда их совершения увеличивается по краям и снижается в середине шва. Так электрод обеспечивает лучший провар краям основного материала.
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.
{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.LANGUAGE}} {{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}} {{l10n_strings.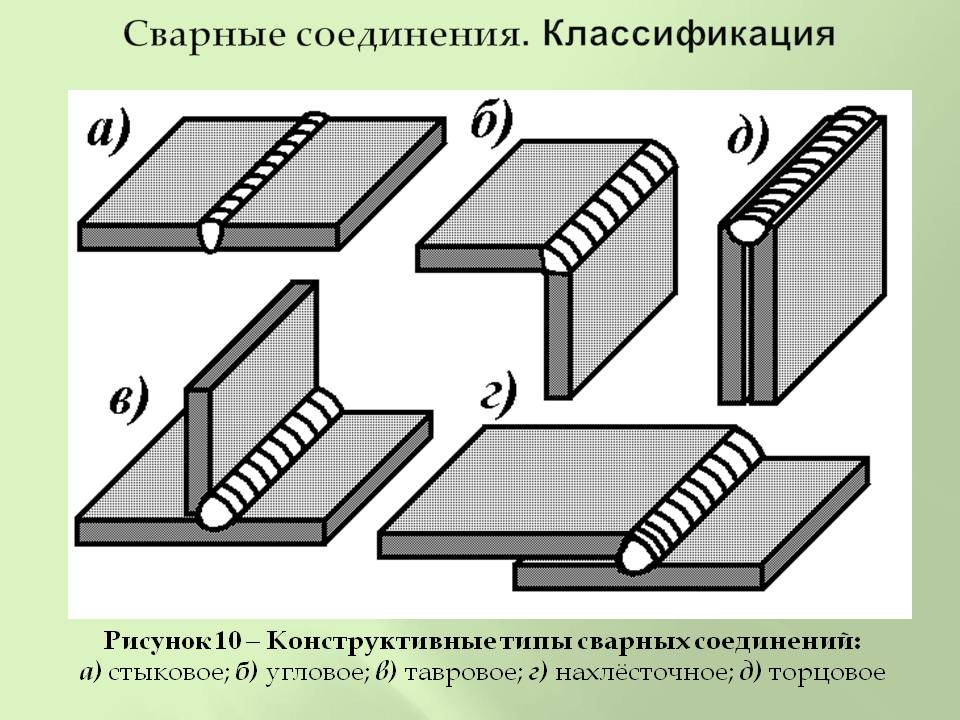 AUTHOR_TOOLTIP_TEXT}} {{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}
AUTHOR_TOOLTIP_TEXT}} {{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}Как сделать «художественные» швы ручной дуговой сваркой❓| Секреты таланливого сварщика Александра Зырянова | Euro Welder
🙏Приветствую гостей и подписчиков канала Euro Welder — канале о сварке и сварщиках!
Для тех кто не знает, кроме данного (скорее личного) блога, у нас имеется довольно крупное сообщество Вконтакте, которое объединяет огромное количество различных сварщиков, большинство из которых крайне талантливые профессионалы.
В редакцию группы поступают предложенные на публикацию сообщения, большинство которых из категории «работы на оценку». Отбирая такие сообщения мне попались фото довольно забавных и красивых работ молодого сварщика Александра Зырянова:
Фото двух типов швов, которые Саша прислал на оценку в группу. Ещё два фото справа->->->Фото двух типов швов, которые Саша прислал на оценку в группу. Ещё два фото справа->->->
Интерес к его наплавочным и отчасти художественным швам у меня созрел потому, что подобные швы, которые сварщиками прозваны «американкой», обычно выполняют аргонно-дуговой сваркой. Однако Саша выполняет их с помощью базовой ручной дуговой сварки плавящимися электродами.
Чтобы узнать об этом талантливом сварщике побольше информации, а также узнать все секреты выполнения таких швов, я обратился к нему в личное сообщение. Саша Зырянов оказался очень общительным и интересным собеседником и сразу согласился дать небольшое интервью.
Респондент интервью: Александр Зырянов.
-Привет, Саша! Расскажи немного о себе;)
Всем привет! Меня зовут Александр, на данный момент мне 21 год и я сварщик 5го разряда. Вышел с обычной ПТУ, с 5м разрядом, за многие выигранные конкурсы по сварке.
Успел поработать в разных местах и всегда пытаюсь найти себе хорошую работу, чтобы можно было её совмещать с творчеством. На данный момент больше всего свариваю трубопровод и различные узлы. Где можно натренировать свой «скил» на неповоротных стыках в очень неудобном положении.Некоторые фото Саши с работы. Для просмотра всех фото листайте вправо ->->->Ещё фото справа ->->->Ещё фото справа ->->->
Некоторые фото Саши с работы. Для просмотра всех фото листайте вправо ->->->
Для молодого сварщика, я много знаю теории, из-за этого меня часто на новых работах недооценивают, ибо видят: молодой — значит ничего не умеет, но когда в мои руки попадает какое-нибудь изделие — забирают свои слова обратно!) Заслуженно ли я получил 5-й разряд? С одной стороны да — я знаю и могу многое, а с другой нет.
 Мне кажется нужно быть возрастом старше и опыта на производствах больше.
Мне кажется нужно быть возрастом старше и опыта на производствах больше.Каждый сварщик имеет свое мнение о сварке. Лично моё — это искусство, которое меня кормит. Это больше чем работа, это то чем я живу и хочу дальше в этой теме двигаться.
-Саша, расскажи как ты выполняешь эти самые швы, которые прислал на публикацию к нам в группу?
«Американка» РДС Александра Зырянова.«Американка» РДС Александра Зырянова.
Как делать красиво этот «шайтан» магической палочкой?)) На самом деле всё довольно просто:
Для создания так называемой «американки» я выбираю металл достаточной толщины: от 5 до 12 мм и использую электроды с рутиловым покрытием (Е6013). Но тут стоит отметить, что такой шов невозможно сварить без отрыва дуги, как «аргоном» — он сваривается с отрывом дуги потому что сильно нагревается.Схема «американки» от Саши. «Кругляшки в начале, это маленькая задержка на месте и потом просто доводишь ванну до нужной границы».

Схема «американки» от Саши. «Кругляшки в начале, это маленькая задержка на месте и потом просто доводишь ванну до нужной границы».
Чешуйку (полоску) сделал, оторвал, подождал чтобы шлак стал вишнёвого цвета (800 градусов) — свариваешь следующую и так все. За правило всегда беру около 15 градусов от конца прошлой чешуйки.
Тут необходимо держать в голове границы шва, чтобы не вылезти за его рамки, а у кого плохо с глазомером — лучше отчертить заранее под линейку границы. Вы должны чётко понимать, какой путь преодолеет сварочная ванна, и этот путь нужно повторять чётко ко всем остальным чешуйкам и с одинаковым тактом. Такт в прерывистой сварке очень важен как и в музыке. Время дуги, время остывания шлака, скорость сварки, угол последующих чешуек — все влияет на итог хорошего и красивого шва.
Силу тока лучше устанавливать чуть выше номинального (нормального рабочего). К примеру, если брать за основу принцип из советских учебников 1мм металла = 20 Ампер, то в при выполнении этих швов можно рассчитывать — 1мм = 25 Ампер.«Американка» РДС Александра Зырянова.

«Американка» РДС Александра Зырянова.
К примеру вот этот шовАвтор работы: Александр Зырянов.
Автор работы: Александр Зырянов.
выполняется точно также, но с большим расстоянием между чешуйками.
Можно также выполнять «точками», как шов на этом фото посередине:Автор работы: Александр Зырянов.
Автор работы: Александр Зырянов.
В целом все эти швы прокладываются классическим зигзагом:Автор работы: Александр Зырянов.
Автор работы: Александр Зырянов.
-Саша, расскажи планы на будущее и пару слов читателям этой статьи.
План если только один, оставить за собой след, вклад, на который можно будет смотреть и говорить, что жизнь прожита не зря. Может даже попытаться создать свою сварочную лигу соревнований. По мне это очень круто быть Кеном Блоком в сварочном мире и задавать свои тренды и стили:))
А читателям желаю только самого наилучшего, ровной дуги и бесконечного электрода!Ещё один шов Александра Зырянова напоследок 🙂
Ещё один шов Александра Зырянова напоследок 🙂
Не забудьте оценить старания и полезную информацию от коллеги в комментариях, а также оценить статью по справедливости 😉
С Уважением Euro Welder.
Защита сварных швов от коррозии
Несмотря на то, что сварочное соединение одно из самых прочных, сам процесс сварки закладывает основу для ускоренного разрушения шва от коррозии. Чтобы этому противодействовать, применяют разные способы для предотвращения ржавления металла. Давайте разберемся, что это за способы и какие из них наиболее доступны в бытовых и производственных условиях.
В этой статье:
Причины коррозии сварочных швов
Сварочные швы начинают ржаветь быстрее основного металла. Это можно заметить на следующий день, осмотрев конструкцию, над которой трудились вчера. Коррозия возникает на соединениях, созданных любым методом сварки (MMA, TIG, MIG) и не зависит от аппарата и его цены.
Образование ржавчины на швах обусловлено следующими причинами:
Виды коррозии сварочных швов
После сварки процесс коррозии бывает наружный, внутренний или объединенный, что по-своему влияет на внешний вид соединения и ухудшение его характеристик. По типу коррозии существует:
По типу коррозии существует:
Методы предотвращения коррозии
Защита сварочного шва от коррозии выполняется при помощи химических, термических и механических процессов. Рассмотрев технологию, необходимые средства для каждого метода, получится выбрать подходящий для своих условий работы.
Отжиг
Чтобы убрать температурные напряжения в конструкции после сварки, изделие отжигают. Это происходит путем нагрева детали до 800 градусов. Затем его помещают в водный раствор натрий-хрома (3%), содержащий ингибиторы коррозии. Благодаря такой обработке напряжения сглаживаются, шов «впитывает» молекулы хрома. Это продлевает срок службы сварочного соединения и защищает от ржавчины.
Но для такого метода нужно оборудование и условия для нагрева изделия до 800 градусов. Это можно сделать при помощи газовой горелки или в крупной печи. Затем требуется большая емкость, куда окунается деталь со сварочными швами. Следовательно, крупные конструкции в бытовых условиях обработать сложно. Процесс по отжигу (нагреву и последующему охлаждению) занимает время, что сказывается на производительности при большой партии одинаковой продукции.
Анодирование
Электрохимический процесс, при котором защита сварных швов от возникновения коррозии достигается путем создания на поверхности особо прочной пленки. Процесс происходит в такой последовательности:
Процесс происходит в такой последовательности:
- Швы предварительно травят, обрабатывая азотной кислотой. Остальную поверхность просто обезжиривают растворителями (уайт-спирит, ацетон, бензин).
- В ванну на дно укладывают свинцовые листы. К ним присоединяют контакты с напряжением, чтобы проводник стал катодом.
- Емкость наполняют серной или хромовой кислотой. Чаще используют серную среду, поскольку процесс требует меньшего расхода электроэнергии. Хромовый ангидрид более дорогостоящий.
- К изделию подключают второй полюс, чтобы оно играло роль анода.
- Деталь погружается в ванну и подается напряжение. Происходит анодирование, создается устойчивый особо прочный верхний слой.
- Изделие извлекается и промывается горячей водой для удаления кислоты. Горячая вода содействует уменьшению пор в металле и уплотнению защитной пленки.
- Затем деталь сушат.
Для анодирования необходимо электричество, химические растворы и емкость, способная вместить конструкцию со сварочными швами. Следовательно, создать условия для такого метода защиты можно только на производстве. В быту получится организовать анодирование только для небольших изделий.
Следовательно, создать условия для такого метода защиты можно только на производстве. В быту получится организовать анодирование только для небольших изделий.
Лужение
Лужение сварочного шва — это наплавление на его поверхность другого материала, служащего защитой. Чаще всего используют олово или его сплавы, поскольку у них относительно невысокая температура плавления. Сварочный шов обрабатывают механически до нужного вида, толщины, формы. Затем газовой горелкой или паяльной лампой разогревают поверхность соединения. Второй рукой подают в нагреваемую зону припой — оловянный стержень. Он постепенно плавится и олово растекается по поверхности основного металла. Когда припой остывает, образуется прочная защитная пленка, устойчивая не только к образованию коррозии, но и механическому воздействию.
Метод можно реализовать в домашних условиях, в гараже или мастерской. Понадобится олово и паяльная лампа. Но сам процесс лужения долгий по времени, требует аккуратности и терпения. Работа на вертикальных поверхностях осложняется законами гравитации — расплавленное олово скапывает вниз. Поэтому способ защиты сварочного шва подойдет только как разовый, а для серийного применения нужно искать другой метод.
Работа на вертикальных поверхностях осложняется законами гравитации — расплавленное олово скапывает вниз. Поэтому способ защиты сварочного шва подойдет только как разовый, а для серийного применения нужно искать другой метод.
Шпаклевание, грунтование
Техника защиты часто используется в автомастерских для защиты швов при замене арок, порогов, других частей кузова автомобилей. После сварки швы зачищаются и шпаклюются, чтобы вывести ровную плоскость, скрыть следы сварочных работ. Затем поверхность грунтуют, красят и покрывают лаком. Процесс очень кропотливый, требует большого опыта, навыка, иначе сварочный шов будет виден. Если не качественно удалить ржавчину в околошовной зоне, коррозия продолжится под ЛКП и вскоре краску вспучит, потребуется все переделывать.
Подбор присадки и проволоки
При сварке нержавеющей стали часть легирующих элементов выгорает под действием высоких температур. Чтобы компенсировать потери, выбирают проволоку с увеличенным содержанием хрома, благодаря чему шов остается максимально приближенным по составу к основному металлу. Но такая технология защиты шва от коррозии применима только с легированными металлами. Для малоуглеродистой и углеродистой конструкционной стали аналогов нет.
Но такая технология защиты шва от коррозии применима только с легированными металлами. Для малоуглеродистой и углеродистой конструкционной стали аналогов нет.
Возможности сварочной химии
Наиболее простой способ защиты всех видов сварных соединений — применение сварочной химии. Это специальные средства, наносимые на швы после сварки, которые надежно защищают металл от ржавчины. Их можно использовать на любой поверхности (горизонтальной, вертикальной, потолочной). По консистенции сварочная химия бывает в виде пасты или спрея.
Пасты для защиты сварочных швов имеют разный принцип действия, что зависит от состава. Есть травильные пасты, применяющиеся для легированных сталей. Они восстанавливают коррозионностойкие свойства за счет серной, плавиковой и азотной кислот, находящихся в составе.
Другие пасты состоят из смеси синтетических масел. Они образуют на поверхности сварочного шва защитную пленку, устойчивую к:

Еще одни виды паст состоят из алкидной смолы. Они выполнены с металлическим блеском, напоминающим цинковое покрытие. Смола устойчива к солям, температурам от -50 до +240 градусов. Надежно изолирует шов от контакта с воздухом и водой.
Все виды защитных антикоррозионных паст не содержат вредных компонентов, поэтому безопасны для сварщика. Имеют желеобразную консистенцию, легко наносятся на вертикальные и потолочные поверхности, не стекают вниз. Пасты с маслами обеспечивают дополнительную смазку, чтобы контактирующие со швом детали не стачивали верхний слой соединения. Нанесение пасты занимает минимум времени, поэтому не сказывается на производительности.
Спреи для защиты шва от коррозии изготавливаются на основе акриловой смолы, синтетического воска и пигментов нержавеющей стали. Бывают прозрачные, с серебристым или латунным оттенком, придающим изделию красивый вид. По применению они еще проще, чем пасты. После сварки требуется распылить средство по шву и окружающей поверхности.
После сварки требуется распылить средство по шву и окружающей поверхности.
Спреи и пасты для защиты швов могут наносить даже новички — особых знаний не нужно. Удобство работы во всех пространственных положениях с большими и малыми конструкциями делает их лучшим способом защиты от ржавчины.
Ответы на вопросы: защита сварных швов от коррозии Как долго спрей защищает сварочный шов от ржавчины? СкрытьПодробнее
Это зависит от состава. Срок защиты производитель указывает в характеристиках. Например, спреи на восковой основе, образующие прозрачную пленку, защищают в течение 3 месяцев. Этого достаточно, чтобы полностью собрать крупную конструкцию, транспортировать ее в другое место и там уже окрасить.
Можно ли удалить защитную пленку от спрея? СкрытьПодробнее
Да, перед окрашиванием или необходимостью в дальнейшей сварке пленка стирается очистителями, продающимися в специализированных магазинах.
Большинство спреев выдерживают температуру до 200 градусов. Некоторые товары способны кратковременно переносить до 300 градусов. Пасты на основе синтетических масел сохраняют свои свойства при 1200 градусах.
Как наносить спрей на сварочный шов? СкрытьПодробнееНеобходимо дождаться остывания соединения. Нанесение проводят при комнатной температуре с расстояния 25 см до поверхности. Предварительно шов обрабатывают очистителем.
Как быстро высыхает антикоррозионная защита? СкрытьПодробнееБольшинство спреев на отлип высыхает спустя 10 минут. За деталь уже можно браться, переставлять ее. Полное отвердение наступает спустя 4-6 часов.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Сварка вертикальных швов: особенности и основные правила
Самым простым и удобным положением сварки является нижнее положение. С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.
С него начинается обучение профессии. По мере роста мастерства и уверенности в себе, сварщики переходят к горизонтальным, вертикальным и потолочным швам. Рассмотрим различные варианты проведения таких работ.1 / 1
Классификация сварных соединений
Главный признак, по которому производится классификация сварных соединений, это их пространственное положение. При этом их делят на следующие виды:
· стыковые соединения;
· угловые соединения;
· тавровые соединения;
· нахлесточные соединения.
Особенности вертикальных швов
Для того, чтобы понимать, как варить вертикальный шов, необходимо ознакомиться с особенностями такой сварки. Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Основная особенность состоит в постоянной склонности к стеканию расплавленного металла вниз. Сварочная ванна будет стремиться вниз под действием силы земного притяжения. Остановить его может повышенная вязкость. Чтобы увеличить вязкость расплава, необходимо уменьшить его температуру до определенной величины.
Но, при низкой температуре не произойдет расплавление и сваривание деталей. Здесь и начинаются основные особенности вертикальных швов. При ММА сварке вертикальных швов расплавление производят короткими касаниями электрода с последующим его отводом в сторону. Во время этих отводов уменьшается поступление энергии в зону сварки и происходит ускоренная кристаллизация металла. Кристаллизованный металл создает своеобразную полочку, на которую ложится следующая порция расплавленного металла.
Технология сварки вертикальных швов
Как мы уже выяснили ранее, для удержания расплавленного металла на вертикальной поверхности необходима ускоренная кристаллизация металла. Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
Этого эффекта достигают путем поддерживания малой длины дуги. В идеале, длина дуги должна равняться половине диаметра электрода. Но, для такой «ювелирной» работы необходимо иметь сварщиков очень высокой квалификации.
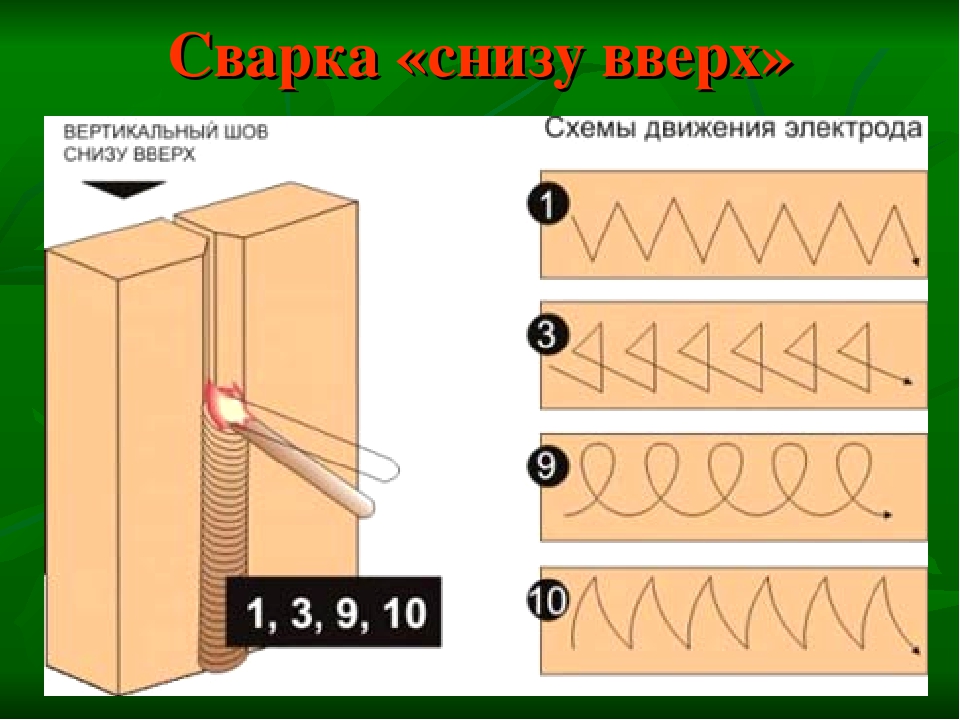
Реально можно говорить о расстоянии, равном диаметру электрода. Вертикальные швы принято варить, в основном, электродами диаметром 3 мм. Такой же будет и длина дуги. Наилучшим направлением сварки вертикального шва принято считать направление снизу-вверх. При этом застывший внизу объем металла будет поддерживать сварочную ванну.
Два хорошо закрепленных листа металла прихватывают один к другому короткими прихватками, что гарантирует отсутствие их смещения в процессе сварки и частично предохраняет от деформирования. Электрод должен быть направлен вверх под углом не менее 45 градусов. При увеличении угла (ближе к перпендикулярному) между электродом и свариваемой велика вероятность прожога свариваемого металла.
Для наиболее надежного процесса сварки величину сварочного тока снижают на 10 – 20% в сравнении с аналогичными условиями при сварке в нижнем положении. Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
Скорость сварки поддерживается низкая с постоянным контролем размеров сварочной ванны, не позволяя ей выходить за определенные размеры.
Сварка листов толщиной 4 и более миллиметров необходимо проводить с поперечными движениями электрода. Эта техника оказывает существенное влияние на прочность сварного соединения. Поперечные движения производятся по определенным схемам, самая распространенная — «ёлочка».
Процесс плавления металла электрической дугой
Для лучшего понимания процесса образования вертикального сварного шва, есть смысл рассмотреть физическую сущность и особенности плавления металлов электрической дугой, которая загорается в промежутке между электродом и свариваемым изделием при соблюдении определенных условий.
При касании электродом металлической поверхности, к которой подсоединен сварочный кабель другой полярности, замыкается электрическая цепь, что является одним из условий протекания электрического тока. Вторым условием является наличие электродвижущей силы, которую дает источник питания: сварочный трансформатор, выпрямитель или инвертор.
Когда эти условия соблюдены, мы имеем электрический ток в этой цепи. При оттягивании электрода назад мы разрываем электрическую цепь. В этот момент под действием сложных физических явлений загорается электрическая дуга. Теоретически её температура может доходить до 7000 С0, что позволяет ей расплавить любой металл.
Таким образом, под воздействием электрической дуги происходит расплавление свариваемого изделия и металла электрода, которые перемешиваются в сварочной ванне, и, после остывания, становятся одним целым.
Полуавтоматический режим
Полуавтоматическая сварка более производительный вид в сравнении с ручной дуговой сваркой. Она производится с помощью сварочной проволоки, что подразумевает другие значения сварочных токов и меньшую вероятность стекания ванны при вертикальной сварке. Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Этот вид сварки не требует высокой квалификации сварщиков и позволяет делать качественные швы даже начинающим. К тому же, производительность полуавтоматической сварки в 3 – 4 раза выше, чем ручной.
Шов, полученный в результате сваривания полуавтоматом, имеет лучший внешний вид и высокое качество. Это связано с воздействием защитных газов на расплавленный металл в области сварочной ванны. Здесь подразумеваются защитные газы, которые подводятся непосредственно к горелке через специальные каналы. Наличие регулировочной аппаратуры позволяет изменять количество подаваемого газа в зависимости от свариваемых металлов и режима сварки.
Защитные газы, применяемые для полуавтоматической сварки разделяют на инертные и активные. В качестве активных газов применяют углекислый газ. Но, наиболее высокое качество шва можно получить только при сварке в среде смеси на основе аргона. Это связано с тем, что эти газы не реагируют с металлами, их относят к инертным.
Как получить надежные швы после сварки электродами
Сварка является прекрасным способом соединить две или более металлические детали в кратчайшие сроки, при этом, у Вас получится одна конструкция, устойчивая к воздействию факторов окружающей среды. Однако при сваривании у Вас может не получиться шов надлежащего качества, но если все сделать правильно, у Вас получится прочная конструкция, устойчивая к разным нагрузкам.
Однако при сваривании у Вас может не получиться шов надлежащего качества, но если все сделать правильно, у Вас получится прочная конструкция, устойчивая к разным нагрузкам.
Для того чтобы производить высококачественные сварочные швы, Вам, прежде всего, нужно использовать хороший сварочный аппарат. Ток, который он выдает, должен соответствовать тому, что указан на разметке. Если Ваш сварочный аппарат не создает никаких проблем при работе, Вы можете не волноваться, что сварочный шов будет не качественным.
Теперь переходим к другой проблеме, из-за которой сварочный шов будет получаться не качественным. Этой проблемой являются плохие сварочные электроды. Приобрести хорошие электроды Вы можете у известного завода изготовителя, но если Вы используете сварочные электроды, купленные у одного из знакомых, то можете не удивляться, что Ваше изделие не окажется прочным.
Нередко может случаться так, что даже сварочные электроды, купленные у хорошего производителя, могут производить плохой сварочный шов. Это означает, что Вам нужно прокалить их.
Прокаливать сварочные электроды лучше всего, используя специальную печь для прокалки электродов. Приобрести такую печь для Вас не составит больших затрат, но ее пользу Вы сразу же оцените. Производя прокаливание сварочных электродов, Вы сможете увидеть разницу между прокаленными электродами и теми, с которыми не работали печью для прокалки электродов. Узнать температуру прокалки, а также продолжительность данного процесса Вы можете на упаковке сварочных электродов или в Интернете, где полно информации на этот счет.
Также еще одной причиной низкого качества сварочного шва может являться неправильное произведение сваривания. Например, Вы можете производить сваривание под неправильным углом, или же используя не подходящий сварочный ток. Таким образом, Вы можете сами влиять на качество сварочного шва, поэтому для того чтобы самим не испортить свариваемое изделие, Вам нужно производить сваривание правильно, чтобы оно соответствовало самым современным технологиям.
Еще одной причиной плохого сваривания может являться быстрое или медленное сваривание, из-за чего металл может проплавляться или, наоборот, быть плохо проваренным. Как следствие, Вы не сможете сделать качественный сварочный шов, нарушая те, или иные правила, которых нужно придерживаться при сваривании металлических изделий и других конструкций.
Рекомендую почитать:
Также Вам очень важно помнить, что производить сваривание Вы можете с использованием подходящего сварочного аппарата, качественных сварочных электродов и т.д., но сваривание не будет получаться надлежащим, потому что Вы можете что-то сами сделать не так как нужно. Поэтому Вам нужно внимательно следить за сварочным процессом и Ваше изделие будет долговечным.
6 советов и рекомендаций по сварке — как правильно сваривать
1 Прежде чем ты начнешь
Во-первых, потренируйтесь обращаться с пистолетом без сварки. Положите его ствол в одну руку и опустите эту руку на стол. Другая рука управляет спусковым крючком пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте позу и движения пистолета так, чтобы они казались естественными.
Положите его ствол в одну руку и опустите эту руку на стол. Другая рука управляет спусковым крючком пистолета. Встаньте в удобное положение и плавно перемещайте пистолет по рабочей поверхности. Отрегулируйте позу и движения пистолета так, чтобы они казались естественными.
Присоедините рабочий кабель к заготовке и держите пистолет так, чтобы проволока касалась поверхности сварного шва под углом примерно 30 градусов.Слегка коснитесь проволокой поверхности, нажмите спусковой крючок и осторожно потяните пистолет на себя, чтобы сделать первый пробный сварной шов. Проволока должна плавиться в сварочную лужу с равномерной скоростью и издавать устойчивый треск во время движения. При необходимости отрегулируйте настройки сварочного аппарата.
2 Подготовьте металл
Разметьте линию твердосплавным резцом или столярным шилом и разрежьте отрезной пилой по металлу или ножовкой. Для получения прочного шва очистите металл обезжиривателем.
3 Подготовьте металл (продолжение)
Затем отшлифуйте или подпилите небольшой скос по кромкам, которые вы свариваете. Это обеспечит максимально глубокое проникновение сварного шва и зенковку, так что вы сможете шлифовать заподлицо. Не переусердствуйте, иначе при сварке вы прожигете металл.
Это обеспечит максимально глубокое проникновение сварного шва и зенковку, так что вы сможете шлифовать заподлицо. Не переусердствуйте, иначе при сварке вы прожигете металл.
4 Разместите кусочки
При создании такого проекта, как наша таблица C, вам необходимо сформировать точные углы в 90 градусов.Скрепите скошенные поверхности вместе, оставив достаточно места для прихваточного шва. Детали должны лежать ровно и аккуратно, не мешая металлическим заусенцам.
Проверьте положение сборки квадратом. Используйте столярный алюминиевый треугольный квадрат с внутренней стороны стыка или стальной столярный квадрат с внешней стороны.
5 Прихваточный шов
Скрепите детали вместе в нескольких местах вдоль каждого стыка. Еще раз проверьте наличие квадратных углов; если что-то смещается и сборка выходит из-под квадрата, отшлифуйте прихваточный шов, переставьте детали и повторите попытку.
6 Завершить сварку
После того, как вы закрепили все на месте, уложите последние сварные швы.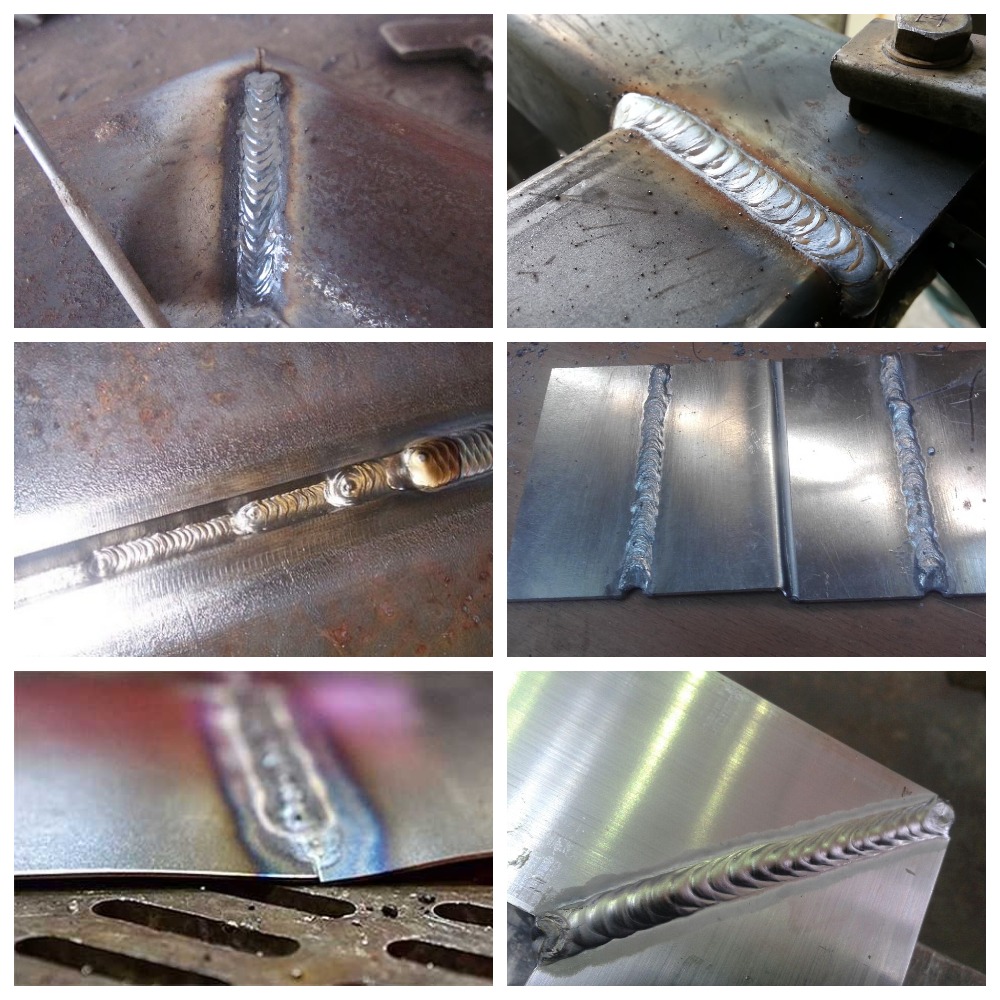 Создавать красивые гладкие сварные швы так же приятно, как и не поддаваться искушению переборщить. Чем больше металла вы отложите, тем больше потребуется его стачивания.
Создавать красивые гладкие сварные швы так же приятно, как и не поддаваться искушению переборщить. Чем больше металла вы отложите, тем больше потребуется его стачивания.
7 Очистка после сварки
Отколите шлак сварочным молотком, а затем используйте шлифовальный круг с зернистостью 36, чтобы сбить валики с окружающим металлом.Чтобы обеспечить ровную гладкую поверхность, перемещайте шлифовальный станок вдоль сварного шва, а не поперек него. Удалите все отметки с помощью откидного диска из диоксида циркония с зернистостью 60.
Наконечник для чистовой обработки
Загрунтуйте и покрасьте сталь, отполируйте ее прозрачным воском или распылите на покрытие из прозрачного акрила. Но сделайте это раньше, чем позже. Вы же не хотите, чтобы образовался слой ржавчины.
8 Сделайте этот металлический стол C
Наш стол C — это элегантное преобразование мебели в промышленный вид.Две квадратные рамы размером 16 дюймов соединены двумя стойками длиной 15 дюймов.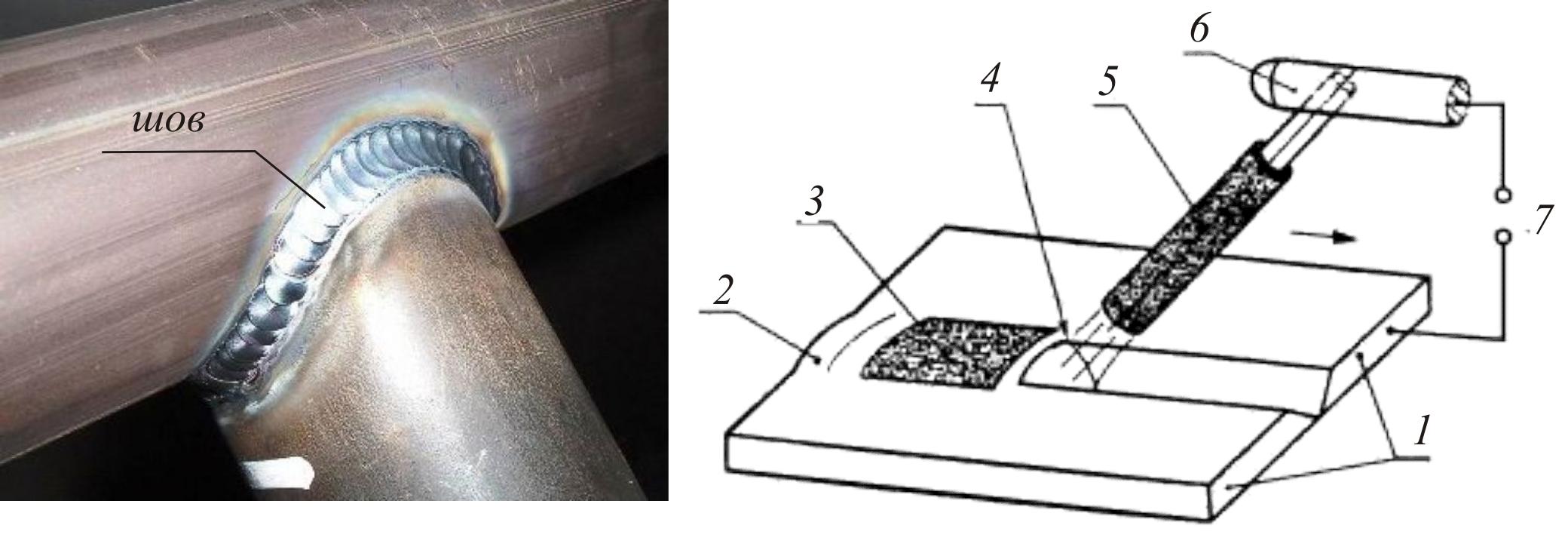 Используйте конструкцию для поддержки столешницы из дерева, камня, стекла или металла.
Используйте конструкцию для поддержки столешницы из дерева, камня, стекла или металла.
Это идеальный проект для начинающего сварщика. Все 10 кусков стали вырезаны из стальных труб квадратного сечения 1 дюйм с толщиной стенки 1/16 дюйма. Детали для верхней и нижней рам соединены углами под углом 45 градусов. Две стойки входят в рамы стыковыми соединениями. И сварка не может быть проще: дуговая сварка порошковой проволокой с низким значением силы тока и медленной скоростью подачи проволоки — это настолько простой и щадящий процесс, насколько вы можете научиться.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты. Вы можете найти дополнительную информацию об этом и подобном контенте на сайте piano.io.
Как сделать хорошую сварку MIG? 5 советов для начинающих сварщиков
TWS — отличный вариант обучения для всех
Узнайте больше о том, как мы можем подготовить вас к продвижению по карьерной лестнице.
Сварка МИГ часто является первым видом сварки, который люди узнают, когда начинают сварку. Это может быть один из самых простых способов сварки, а также один из самых доступных, портативных и универсальных.
Если вы только начинаете заниматься сваркой MIG или уже записались на курсы по сварке, следующие 5 советов могут помочь в создании хорошего сварного шва.
Признаки хорошего и плохого сварного шва
Существует много различных типов сварных швов, в том числе бусинки для стрингеров, плетеные валики и взбитые валики.Независимо от того, какой валик, опытные сварщики обычно знают, как выглядит чистый и прочный сварной шов.
В целом хороший сварной шов может иметь следующие характеристики:
- Равномерная по ширине.
- Волны равномерно переходят в основной металл.
- Сварной шов имеет хорошее проплавление.
- Нет признаков газовых карманов, пористости или включений.
- Признаки ожога от перегрева отсутствуют.

Инструкторы сварочной школы могут продемонстрировать ученикам хорошие сварные швы.
Плохие сварные швы, с другой стороны, могут иметь противоположные качества:
- Им может не хватать однородности по сварному шву.
- Плохие сварные швы могут быть слишком тонкими.
- На них могут быть трещины посередине или изменение цвета основного металла.
Плохие сварные швы часто являются результатом неправильного профиля валика, отсутствия плавления, плохой подачи проволоки или слишком большой пористости.
5 советов для начинающих по созданию хорошей сварки MIG
Собираетесь ли вы записаться на курсы сварки, хотите пополнить свою базу знаний или просто хотите освежиться, вот 5 вводных советов, как сделать хороший сварной шов MIG:
1.Разберитесь со сварочным пистолетом.
- Когда вы только начинаете, сварочный пистолет может быть еще не привычным делом.
- Начните с удерживания пистолета, чтобы освоиться с его весом и положением. Положите ствол в одну руку и положите эту руку на стол, а другая рука нажимает на спусковой крючок.
- Проволока должна входить в сварной шов под углом примерно в тридцать градусов. Встаньте в удобное положение с хорошей осанкой и потренируйтесь перемещать сварочный пистолет вперед и назад по рабочей поверхности.
- Практикуйтесь в том, чтобы очень легко прикасаться проволокой к поверхности, и плавными движениями осторожно потяните пистолет на себя. Затем, когда будете готовы, нажмите на спусковой крючок и повторите движение со сварщиком.
 Положите ствол в одну руку и положите эту руку на стол, а другая рука нажимает на спусковой крючок.
Положите ствол в одну руку и положите эту руку на стол, а другая рука нажимает на спусковой крючок.2. Очистите металлическую рабочую поверхность.
- Это очень важно, потому что одной из наиболее распространенных причин плохих сварных швов MIG является пористость, которая может быть вызвана грязной, маслянистой поверхностью. Загрязняющие вещества могут попасть в сварной шов, образовав отверстия, похожие на губку.
- Итак, чтобы предотвратить пористость, всегда очищайте рабочую поверхность, что может включать удаление краски, грязи, масла или ржавчины, а также шлифовку трещин на поверхности. Другой способ предотвратить пористость — использовать в проволоке раскислитель.
 Другой способ предотвратить пористость — использовать в проволоке раскислитель.
Другой способ предотвратить пористость — использовать в проволоке раскислитель.3. Получите хорошую основу.
- Наличие прочного зажима заземления может значительно улучшить качество сварных швов. Медные заземления лучше всего проводят электричество и рассчитаны на длительный срок службы. Заземляющие зажимы более низкого качества, такие как гальваническая сталь с медными губками, не так хороши, как полные медные заземлители.
- Плохие зажимы заземления могут издавать ужасный шум и даже вызвать повреждение сварочного аппарата. 1 Заземление должно быть расположено близко к дуге и надежно прикреплено к чистому голому металлу, чтобы обеспечить плавный ток электричества.
4. Правильно настройте сварочный аппарат MIG.
- Вам следует настраивать сварочный аппарат каждый раз при настройке на сварку. Сначала посмотрите на диаграмму на сварочном аппарате и отрегулируйте напряжение и скорость подачи проволоки в соответствии с толщиной свариваемого металла. Хотя ваш аппарат даст вам приблизительные ориентиры, ваши настройки должны быть скорректированы в соответствии со сварным швом, который вы видите.
- Итак, вам может потребоваться несколько тренировочных сварных швов на металлоломе, чтобы проверить проволоку. Если проволока подается слишком быстро, она выплюнет. В этом случае попробуйте уменьшить скорость подачи проволоки или увеличить напряжение. Если проволока горит до кончика или образует комок, уменьшите напряжение или увеличьте скорость проволоки.
 Хотя ваш аппарат даст вам приблизительные ориентиры, ваши настройки должны быть скорректированы в соответствии со сварным швом, который вы видите.
Хотя ваш аппарат даст вам приблизительные ориентиры, ваши настройки должны быть скорректированы в соответствии со сварным швом, который вы видите.5. Прочтите свою бусину.
- Ваш сварной шов может многое вам сказать.Веревочная бусина выпуклой формы обычно указывает на то, что настройки слишком холодные. Вам нужно больше тепла, чтобы проникнуть в основной металл. Вы также можете отрегулировать угол сварки на 5 или 10 градусов, чтобы облегчить проплавление.
- С другой стороны, если вы видите вогнутую бусину, это может означать, что у вас проблемы с подводом тепла.
Обучение и практика сварки MIG
Эти 5 советов охватывают некоторые из наиболее часто преподаемых уроков при изучении сварки MIG, но есть много других деталей, которые следует учитывать по мере продвижения.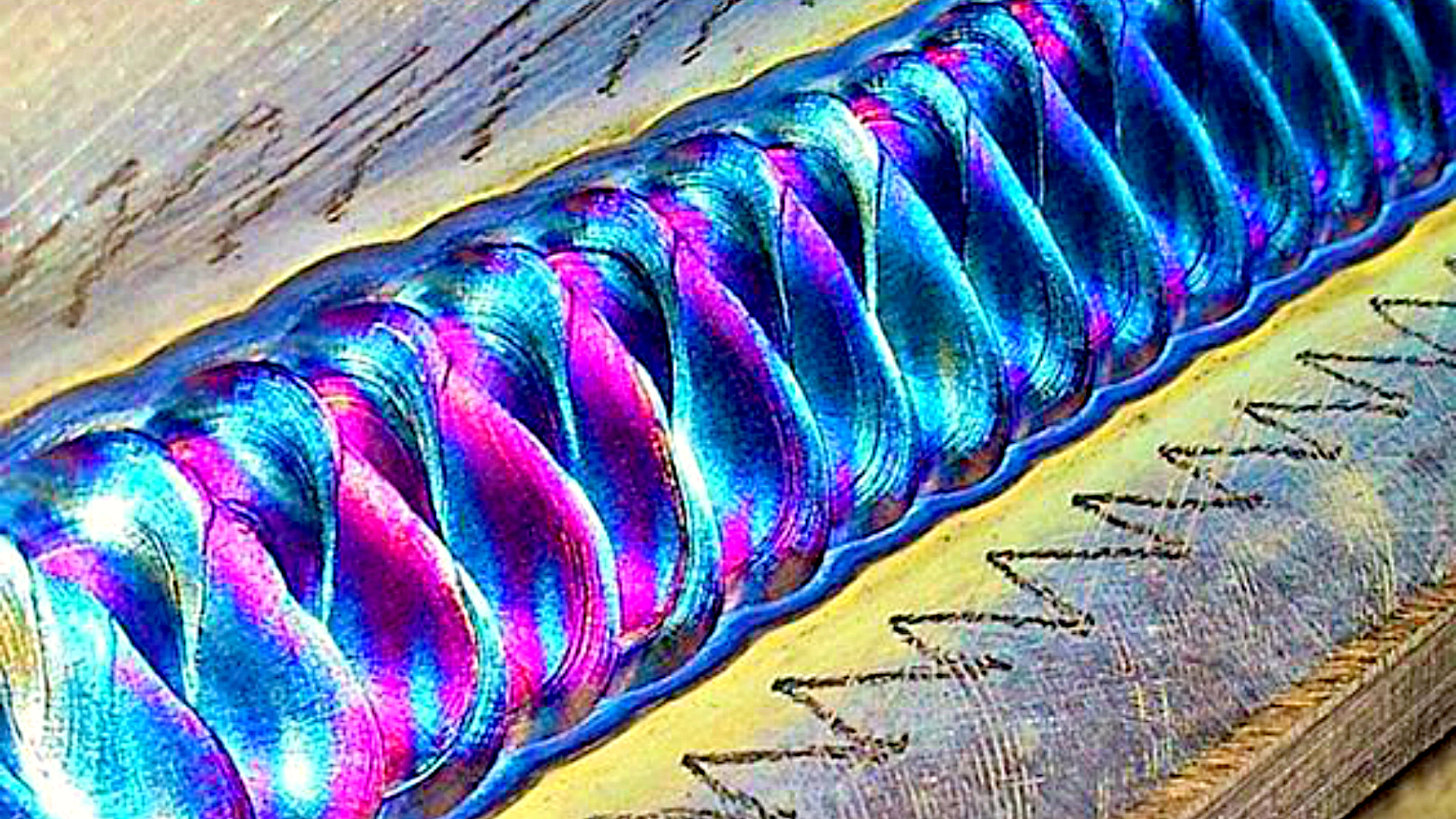
Вам также необходимо убедиться, что вы используете правильный сварочный газ, правильно выбираете проволоку, слушаете звуки сварщика и многое другое.
Самое главное, что лучший способ научиться сварке MIG — это попрактиковаться и поучиться у тех, у кого больше опыта. Итак, вы можете подумать о посещении некоторых занятий по сварке, особенно если вы заинтересованы в изучении других сварочных процессов. Школа сварщиков может стать отличным местом для изучения основ сварки.
Вам тоже может понравиться…55 Идеи сварочных проектов для строительства дома или продажи
0Последнее обновление
Независимо от того, являетесь ли вы сварщиком-любителем или профессионалом в своем деле, проекты «сделай сам» могут быть очень интересными. Но еще лучше, когда у вас есть планы по работе, которые были опробованы и проверены, так что вы знаете, что ваш труд окупится.
У нас есть список из 55 проектов, малых и больших, от простых до более сложных, предназначенных для внутреннего и внешнего использования.Каждый проект был выполнен хотя бы один раз, но обычно несколько раз. Они поставляются с подробными инструкциями и фотографиями, а некоторые включают видеоролики, в которых показано, как именно их выполнять.
Списки разделены на начальные и продвинутые проекты. Просмотрите и выберите следующий предмет для изготовления.
Рекомендуется: Вы можете щелкнуть, чтобы увеличить содержание ниже, чтобы получить полный обзор.
Сварочные проекты для начинающих
1. Проект «Сварка подковообразных пазлов»
Если вы любитель головоломок, эта классическая головоломка-подкова — идеальный вариант для вас.Я все еще не могу снять это кольцо, но если вы будете следовать инструкциям, это несложный проект, и вы можете быть умнее меня и разделить их.
2. Ваза для цветов в деревенском стиле
Такой простой проект может быть действительно эффективным в подходящем месте. Мне нравится деревенский вид, и за время, необходимое для его изготовления, это будет отличный выбор для изготовления вашего дома. См. Инструкции здесь.
Мне нравится деревенский вид, и за время, необходимое для его изготовления, это будет отличный выбор для изготовления вашего дома. См. Инструкции здесь.
3. Сварные портреты пр.
У каждого есть любимый персонаж или человек, который их вдохновляет, и вы можете даже повесить их изображение на стене.Раскройте свой творческий потенциал с помощью этих портретных инструкций и воплотите их в жизнь, пригодную для сварки. Невероятно, насколько реалистично они выглядят, сделав всего несколько сварных швов.
4. Держатель для винных бутылок
Если у вас завалялась старая цепь, очистите от нее свой сарай и превратите его в подставку для вина вот так. Он отлично выглядит и очень полезен для надежного удержания бутылки с вином. Как видно из инструкций, это просто сделать, и вам потребуется менее получаса.
5. Угловой стол
Угловые столы — отличный вариант для использования пространства. Мне нравятся стабилизирующие перекладины между торцевыми шпангоутами. Это делает его очень прочным и придает ему стильный вид. Прочтите эти инструкции, чтобы изготовить его для себя.
Это делает его очень прочным и придает ему стильный вид. Прочтите эти инструкции, чтобы изготовить его для себя.
Проекты промежуточной сварки
6. Идея проекта «Светящийся цветок»
Вы можете добавить сияния в свой сад с помощью этой продуманной конструкции ложки. Это простой проект, который будет потрясающе смотреться на вашем заднем дворе.Попробуйте изготовить это для себя.
7. Тележка для хранения дров
Никто не любит таскать к своему камину ведра дров. Вместо этого следуйте инструкциям для этого проекта. Он не только служит тележкой; ее также можно использовать как деревянную полку для дома.
8. Простая лестница
Прочтите эти инструкции, чтобы понять, насколько легко можно изготовить лестницу. Отображаются только две ступеньки, но гладкая планировка даст потрясающий результат для любого количества ступеней, которые вам понадобятся в вашем доме.
9. Полки подвесные
Эта система подвесных полок невероятно прочна и придает современный промышленный вид любому помещению, в котором она установлена. Это простой дизайн, легкий в изготовлении и очень эффективный. Я впечатлен.
Это простой дизайн, легкий в изготовлении и очень эффективный. Я впечатлен.
10. Маленькая садовая решетка Arc
Есть ли у вас немного сварочных навыков? Дайте вашим лозам место для роста с этой садовой решеткой. Это простой дизайн, который отлично выглядит и обеспечит зону роста, необходимую для разведения лоз.
11. Решетка в форме дома
Для некоторых более крупных лоз, таких как маракуйя или виноград, эта решетчатая решетка в форме домика станет потрясающим дополнением к вашему саду. Он будет превосходно смотреться с покрывающими его лозами, а его высота идеальна для легкого доступа. Следуйте инструкциям здесь.
Продвинутые сварочные проекты
12. Проект Расширенного Атома
Можете ли вы представить себе, что в одной пылинке их миллион миллиардов? Невероятный! Попробуйте сварить один из этих гигантских, следуя приведенным здесь инструкциям, и вы сможете полюбоваться дизайном атома в расширенном виде.
13. Горелка для микрокружек
Устали от остывания кофе? Сделать эту мини-горелку специально для вашей кружки не составит большого труда. Теперь вы можете наслаждаться горячим кофе в любое время дня. Просто следуйте этим инструкциям.
14. Тележка сварочная пр.
Это любимый проект каждого нового хозяина сварщика. Так удобно иметь тележку, на которой сварщик может перемещаться, вместо того, чтобы таскать ее взад и вперед вручную или с самодельной тележкой, не предназначенной для сварщика.Следуйте инструкциям здесь.
15. Проект сварки Steel Rose
Мы все знаем, как много значит покупка цветов для определенных людей, но я считаю это пустой тратой, учитывая, как быстро они служат. Эта потрясающая роза произведет неизгладимое впечатление, которое не увянет, как садовая роза. Если ее не подарить, она может стать прекрасным дополнением к вашей каминной полке. См. Инструкции здесь.
16. Creative Log Burner Fireguard
Наблюдать, как их малыш обжигается, — худший кошмар для каждого родителя. Следуя этой схеме, вы получите уникальную самодельную пожарную охрану, которая поможет обезопасить ваших детей. Еще одна идея — взять эту конструкцию и с ее помощью сварить собачью клетку.
Следуя этой схеме, вы получите уникальную самодельную пожарную охрану, которая поможет обезопасить ваших детей. Еще одна идея — взять эту конструкцию и с ее помощью сварить собачью клетку.
17. Экрана для камина из нержавеющей стали, проект
Взгляните на инструкцию к этой ширме для камина, если хотите сделать ее для себя. Это просто, но имеет привлекательный вид и помогает защитить камин от проникновения посторонних рук.
18.Велосипед-тандем
Я мечтал приобрести велосипед-тандем, и теперь это стало реальностью с этим самодельным велосипедом. Ознакомьтесь с инструкциями и посмотрите, сможете ли вы создать такой же крутой. Вашей семье и друзьям это понравится.
19. Картинг багги
Этот проект выглядит забавным. Это может показаться немного сложным для погружения, но с несколькими подержанными предметами вы будете удивлены, насколько доступно и легко это сделать, если вы будете следовать инструкциям.
Табуреты, скамейки и стулья
20.
 Стул простой
Стул простойИногда лучше меньше. Простой и чистый дизайн этого стула делает его быстрым проектом, который оказывается сильным и эффективно подойдет любому, кто захочет сесть на него.
21. Конический барный стул
Темно-коричневый и черный всегда прекрасно сочетаются друг с другом, особенно с этим барным стулом. В конструкции использованы угловые секции для привлекательного внешнего вида, позволяющего снизить вес без ущерба для прочности.
22. Табурет подвесной
Эти впечатляющие табуреты могут быть вашими, если вы хотите получить сварку с таким дизайном. Они полностью сделаны из металлолома, который можно найти в ближайшем магазине металлолома, и на них очень удобно сидеть.
23. Скульптурная скамья
Если вы увлекаетесь искусством или вам нужен какой-нибудь предмет в доме, эта скульптурная скамья может быть именно тем, что вам нужно. Он уникальный, прочный и удивительно простой в изготовлении. Взгляните на инструкции здесь.
24. Табурет для регулировки высоты
В моем магазине Pizza Hut они есть повсюду. Они отлично подходят для быстрой адаптации для людей разного роста. Это еще один из наших проектов по сварке для начинающих с четкими инструкциями, который оказывается исключительным.
25. Гамак Кресло-качалка
Многим людям нравится отдыхать в гамаке, но им может быть сложно попасть в гамак и выйти из него, а некоторым людям просто некуда повесить гамак.Эта конструкция кресла-качалки в виде гамака может решить обе проблемы. Его не нужно вешать, и он качается, чтобы помогать вам входить и выходить.
26. Стильный табурет
Обычно одна нога на табурете портит ее намерение. На этот раз его прочность остается прочной, но при этом он имеет уникальный вид, который будет выделяться в комнате. Прочтите инструкции, чтобы изготовить его для себя.
Столы и парты
27. Набор парных столиков блоков
Иногда хорошо иметь дополнительные столики или стулья у дивана, когда к вам приходят друзья, но пространство часто может быть такой проблемой. Этот продуманный дизайн позволяет аккуратно положить один под другой, а также установить дополнительную пару столиков или стульев. Это блестящая идея.
Этот продуманный дизайн позволяет аккуратно положить один под другой, а также установить дополнительную пару столиков или стульев. Это блестящая идея.
28. Журнальный столик
Столы могут стоить целое состояние, а если у вас есть дети, их можно забить молотком. Этот журнальный столик из поддонов стоит недорого и выдержит большинство брошенных на него предметов. Даже горячие следы от кружки только добавят деревенскому виду. Ознакомьтесь с инструкциями здесь.
29. Современный уличный стол
Дизайн этого стола намного проще, чем кажется.Если вам нравится мебель современной формы с теплым естественным видом, это будет идеальным вариантом для вас.
30. Уникальный квадратный журнальный столик
Эти журнальные столики невероятно просты по своей конструкции, но создают потрясающий вид, который создает иллюзию большего пространства в гостиной, обеспечивая при этом много места на столе. Попробуйте этот проект для новичков в сварке и расскажите, чем все закончилось.
31. Полный набор обеденных столов
Вам нужен новый полноценный столовый гарнитур? Если вы хотите создать что-то, что выглядит потрясающе без особых затрат, ознакомьтесь с этими инструкциями, чтобы оживить этот стол в собственном доме.Вы можете создать четыре отдельных стула или две скамейки для сидения, если вам не нравится смешанный вариант.
32. Тройник стол
Если вам нужно серьезное рабочее место или вы хотите заполнить пустую часть вашего дома или рабочего места, этот стол-тройник подойдет. В инструкциях показано, насколько он прочен, но это несложный проект.
Освещение
33. Потрясающий уличный свет
Это один из моих любимых дизайнов в нашем списке.Его просто сделать, но он создает эффектный вид, который вы можете повесить в собственном доме. Попробуйте сами.
34. Звездный свет
Неважно, пришло ли время Рождества или вы хотите осветить свой дом, этот звездный свет станет блестящим проектом. Принесите немного творчества в свой дом с помощью такого ручного проекта, как этот, без необходимости придумывать дизайн. Просто следуйте этим инструкциям.
Принесите немного творчества в свой дом с помощью такого ручного проекта, как этот, без необходимости придумывать дизайн. Просто следуйте этим инструкциям.
35. Дерево при свечах
Это похоже на елку, только лучше.Он имеет простой минималистский вид с естественным свечением огня и не оставляет следов иголок на вашем ковре. Ознакомьтесь с дизайном здесь.
36. Шарик и цепь
Кто в последнее время беспокоил вас? Следуйте этим инструкциям для решения вашей проблемы. Это не самый тяжелый мяч, который можно таскать, но он преподнесет урок любому, если он будет прикреплен к нему на целый день. (Мы, конечно, шутим, но из этого получится интересное произведение искусства.)
Декор
37.Гигантский паук
Я не фанат пауков, но этот размером с крышу впечатляет. С несколькими изгибами, несколькими сварными швами и старым шаром для боулинга за 5 долларов из местного благотворительного магазина вы тоже можете иметь шар на крыше. Ознакомьтесь с дизайном здесь.
Ознакомьтесь с дизайном здесь.
38. Сороконожка
Не знаю, что страшнее, паук или эти многоножки. В любом случае, дизайнер проделал большую работу, и вы можете следовать его инструкциям, чтобы сделать некоторые из них для себя.
39. Многоугольная чаша из нержавеющей стали
Нужна ваза для фруктов или декоративный предмет для скамейки? Этот проект отлично получится, если у вас есть доступ к пластине из нержавеющей стали.Приятно начинать такой умный проект, когда кто-то проделал за вас тяжелую работу и придумал дизайн, а с правильными инструментами и поддержкой это может быть хорошим сварочным проектом для начинающих.
40. Ваза из нержавеющей стали
Подобно многоугольной чаше выше, эта ваза имеет впечатляющий дизайн, который будет дополнять любые цветы, добавленные к ней, но при этом прекрасно выглядеть как отдельная деталь. Прочтите инструкции, чтобы подготовиться к следующему предприятию.
41.
 Уличная ваза
Уличная вазаЭта уличная ваза сделана из клетчатой пластины, которая выглядит потрясающе, но вариант из нержавеющей стали также будет отличным вариантом. Выберите понравившийся материал и приступайте к сварке, следуя этим инструкциям.
42. Букет цветов
Вы изо всех сил пытаетесь найти идеи подарков для этого особенного человека в вашей жизни? Или, может быть, вы слишком заняты в мастерской, чтобы пойти и что-то купить? Какой бы ни была проблема, решите ее с помощью этого креативного цветочного дизайна. Им понравится красочная конструкция, и они не будут возражать, когда вы будете в мастерской, чтобы закончить ее.
43. Биплан из нержавеющей стали
Мне нравится финальный результат биплана. Хотя инструкции заканчивают его краской, я страстно люблю чистую нержавеющую поверхность, и лично промолирую / отполирую ее и оставлю как есть. Независимо от того, как вы хотите, чтобы он закончился, прочтите инструкции и почувствуйте гордость, имея этот шедевр для себя.
Костровые ямы и печи
44. Дровяная печь
Обожаю эту красотку. Он небольшой, но имеет длинный дымоход, чтобы не допустить дыма, а также создать достаточно тепла, чтобы согреться холодным утром.Он идеально подходит для разогрева чайника или приготовления любых блюд на плите. Следуйте этим инструкциям, чтобы изготовить его для себя.
45. Дровяная печь для пиццы
Кто не любит свежую пиццу в дровяной печи? Немного переделав два старых бака и немного металлолома, вы можете получить свой собственный. Следуйте этим инструкциям, чтобы узнать, как это сделать.
46. Мангал треугольный пр.
.Эта жаровня немного меньше, чем указанная выше, но у нее элегантная отделка и она не занимает много места.Ознакомьтесь с дизайном, чтобы начать сборку, и дайте нам знать, как он прошел, в разделе комментариев ниже.
47. Пожарная яма
В каждом доме должна быть своя кострище для вечеринок на природе и семейных праздников. В этой конструкции достаточно места, чтобы развести здоровенный огонь. Следуйте этим простым инструкциям, чтобы сделать один для себя, и вы сделаете счастливыми всю свою семью и друзей.
В этой конструкции достаточно места, чтобы развести здоровенный огонь. Следуйте этим простым инструкциям, чтобы сделать один для себя, и вы сделаете счастливыми всю свою семью и друзей.
48. Курильщик
Большинство людей любят копчености. Получите свое собственное копчение с этими инструкциями, и вы можете наслаждаться любимым копченым блюдом в любое удобное для вас время.Кроме того, в качестве дополнительного бонуса он отводит тепло зимой.
49. Пожарная яма турбины
Дизайн этой костровой ямы просто невероятен. Если вы хотите попробовать это в своем следующем проекте, прочтите эти инструкции и получите удовольствие от следующей зимней вечеринки. С небольшими изменениями конструктор усовершенствовал турбину, чтобы она вращалась без тушения пожара.
Мебель и дом
50. Угловой диван
Стоимость приличного секционного дивана в розничном магазине астрономическая.Если вы достанете сварочный аппарат из нескольких кусков стали, вы можете сделать эту простую основу для создания своей собственной экономичной версии купленных в магазине. Вы можете найти все необходимое для его сборки в этих инструкциях.
Вы можете найти все необходимое для его сборки в этих инструкциях.
51. Душ из нержавеющей стали
Если вам нравятся душевые кабины из нержавеющей стали, но вы хотите получить удовольствие, сделав их своими руками за небольшую часть стоимости, взгляните на эту конструкцию, чтобы самостоятельно изготовить душ. Инструкции предназначены для завершения всего душа.
52. Беседка
Если вы готовы принять более серьезную задачу, инструкции для этой беседки превратят картину в реальность на вашем участке. Это работа не одного человека, а с одним или двумя друзьями, которые могут помочь. Это будет на одном дыхании.
53. Поручень из нержавеющей стали
Если вы ищете блестящие перила для своего проекта, прочтите эти инструкции, чтобы получить простой путеводитель по фантастическому результату. Мне нравится полированная отделка в этом примере, но вы можете оставить ее с любой отделкой, которая лучше всего подходит для вашего дома.
54. Нержавеющая дверь
Эта дверь впечатляет при сварке штучной сваркой и представляет собой передовой сварочный проект. Вы можете выполнить сварку TIG, MIG или сварку вставкой, но следуйте этим инструкциям, и результат будет аналогичен этому примеру.
55. Перегородка из стали и стекла
Это еще один крупный проект, если вы чувствуете себя игрой. Я видел такие перегородки раньше и всегда любил их. Наличие такого простого, но исчерпывающего набора инструкций заставляет меня попробовать самому.
Заключительные мысли
Спасибо, что прочитали наш список из 55 сварочных проектов своими руками. С помощью подобного онлайн-руководства вы можете быть уверены, что сможете создавать удивительные творения в пределах вашего собственного дома.
Дайте нам знать свои комментарии ниже, особенно если вам понравилось создавать некоторые из этих замечательных проектов. Мы хотели бы услышать от вас.
Если вас интересует деловой аспект сварки, мы рекомендуем прочитать статью «Руководство по открытию сварочного бизнеса» и статью «6 дополнительных идей для сварщиков»
Изображение предоставлено: BonNontawat, Shutterstock
Как построить сварочный стол
Автор: Blair Weilnau
Сварочный аппарат предлагает безграничные возможности для домашних нужд, не обременяя ваш кошелек. Требуется ли ремонт вашей сломанной газонокосилки? Вам нужно починить металлическую решетку или ворота? Хотели бы вы построить свой собственный коптильню или костровище? Вы можете не только отремонтировать сломанное оборудование, но и сконструировать и создать свои собственные скульптуры, садовое искусство или предметы мебели, которые прослужат вам всю жизнь.
Требуется ли ремонт вашей сломанной газонокосилки? Вам нужно починить металлическую решетку или ворота? Хотели бы вы построить свой собственный коптильню или костровище? Вы можете не только отремонтировать сломанное оборудование, но и сконструировать и создать свои собственные скульптуры, садовое искусство или предметы мебели, которые прослужат вам всю жизнь.
В дополнение к основам, каждому сварщику нужен сварочный стол, который поможет им начать работу. Это важный элемент успешного сварщика, который дает множество преимуществ. Металлический стол позволяет легко заземлить вашу работу и достаточно прочен, чтобы справиться с самыми сложными сварочными работами, а также его легко сделать самостоятельно.
Здесь, в Forney Industries, нам потребовался новый сварочный стол для нашей зоны обслуживания. Мы начали с наброска нашей идеи металлического стола. Мы решили, что наш стол будет 3 фута в высоту, 4 фута в длину и 2 фута в ширину.
Инструменты и материалы
Мы собрали все инструменты, необходимые для этого проекта, в том числе:
- Сварочный аппарат 190 МП (в режиме 2T, опция MIG, CAT # 324)
- 0,030 дюйма Провод MIG (CAT # 42286),
- Плазменный резак 700 P (каталожный номер 303) или сабельная пила
- просечно-вытяжной (каталожный номер 49613)
- 2-дюйм. широкий и 1/4 дюйма. толстая сталь (угловой чугун и плоский чугун)
- 1/4 дюйма толстый стальной лист
- угловая шлифовальная машина с шлифовальным и отрезным дисками
- отрезная пила
- сверхмощные магниты
- Хомуты С-образные
- сварочный шлем, защитные очки, сварочные перчатки и огнестойкая куртка / фартук.
 широкий и 1/4 дюйма. толстая сталь (угловой чугун и плоский чугун)
широкий и 1/4 дюйма. толстая сталь (угловой чугун и плоский чугун)Подготовка проекта
Безопасность превыше всего. При шлифовании, резке или сварке помните о защитных очках или сварочном шлеме.Кроме того, следует носить огнестойкую куртку или фартук, чтобы защитить вашу одежду и тело, а также рабочие перчатки и сварочные перчатки, когда это необходимо.
Первый шаг — отрезать все уголки, плоское железо и просечно-вытяжной лист до желаемой длины. Начали с каркаса столешницы. Используя наш плазменный резак Forney 700 P, мы разрезаем уголки на две части по 4 фута. куски по длине и два 2 фута. штук по ширине. Затем мы разрезаем уголок на четыре части по 3 фута. кусочки для ног.
кусочки для ног.
Нижняя полка будет изготовлена из вспененного металла.Мы начали с 24х24 дюйма. кусок и разрежьте его пополам. Каждые 12 на 24 дюйма. Изделие поместится на четверть нижней полки и будет поддерживаться утюгом. Используя угловую шлифовальную машину с отрезным кругом Тип 27 (Forney CAT # 71801), прорежьте металлический лист.
Pro tip — Используйте зажим или прочный магнит, чтобы удерживать расширенный металл на месте во время резки.
На двух 2-фт. куски металлического уголка для рамы столешницы, вырежьте часть углов так, чтобы 4 фута.в него могут лежать кусочки уголка. Со временем вы сварите эти детали вместе. Мы использовали сабельную пилу, чтобы разрезать эти маленькие кусочки. Отшлифуйте края, если они не совпадают; вы хотите, чтобы они плотно прилегали друг к другу. Не забудьте выровнять эти части и убедиться, что они составляют 90 градусов. угол; это поможет столу сохранить свою прямоугольную форму.
Если вы заметили, что края не совпадают точно, отшлифуйте их, а не перережьте. Шлифование проще и поможет вам плотно прилегать.Если у вас есть большая деталь, которую нужно удалить, вернитесь к плазменной резке или сабельной пиле.
Расставьте части на земле и убедитесь, что все выровнено и хорошо сочетается друг с другом. Мы провели замеры на этом этапе, чтобы убедиться, что верхняя часть квадратная и ровная, так как это основа для остальной части стола.
Отрежьте плоские стальные детали для полки. Одна часть должна быть 4 фута. в длину и должно быть два 1 фута.куски. Мы использовали отрезную пилу с диаметром 14 дюймов. Режущий диск типа 1 (Forney CAT # 71874) для резки плоского проката.
Подготовьте аппарат к сварке. Мы использовали многопроцессорную машину 190 (каталожный номер 324). Мы устанавливаем автомат на 45 ампер, 19,2 вольт и переводим его в режим триггера 2T. Мы использовали 0,030 дюйма. Провод MIG (№ по кат. 42286).
42286).
Пошаговая сборка
Для начала вам нужно сварить каркас верхней части вместе. Заземлите зажим на заготовку. Это гарантирует, что сварщик готов зажечь дугу.Используйте прихваточные швы, чтобы скрепить детали вместе. Прихваточная сварка временно скрепляет детали.
Начните с сварки по краям / углам. Убедившись, что рамка квадратная и ровная, закройте остальные зазоры.
Затем приварите ножки к раме (четыре трехметровых уголка). Мы поставили каркас столешницы на ровную поверхность и использовали сверхмощные магниты, чтобы удерживать ножки на месте. Если у вас нет сверхмощных магнитов, используйте С-образные зажимы. Преимущества использования сверхпрочных магнитов заключаются в том, что они обеспечивают более надежную фиксацию, в то время как С-образные зажимы могут мешать или двигаться, если вы случайно столкнетесь с ними.Выполняйте по одной ноге за раз и не пытайтесь закрепить сразу все ноги. Мы использовали уровень, чтобы убедиться, что ножки прилегают к раме, и использовали прихваточные швы, чтобы закрепить ножки на месте. После выравнивания и прихваточной сварки приварите ножки на месте.
После выравнивания и прихваточной сварки приварите ножки на месте.
Затем добавьте нижнюю полку для размещения сварщиков, инструментов, шнуров и т. Д. Полка будет сделана из просечно-вытяжного металла, а каркас полки — из углового железа. Утюг с углом среза имеет размер 2 дюйма. широкий на 20 дюймов длинный и составляет 1/4 дюйма. толстый.Мы использовали С-образные струбцины, чтобы удерживать угловой элемент на расстоянии 9 дюймов от дна. Выровняли детали и прихватили к ножкам.
Pro tip — Если ваша полка неровная, вместо того, чтобы снимать зажимы и менять положение, попробуйте использовать молоток, чтобы переместить металл вверх или вниз, пока он не окажется там, где вам нужно.
Закрепив каркас полки прихваточными швами, переместите стол к полу и начните сварку. Перемещение стола на пол даст вам больше места для выполнения сварных швов.
Pro tip — Мы использовали ремень с храповым механизмом, чтобы придать столу квадратную форму и закрыть зазор между ножками и полкой. При сварке тепло может легко сдвинуть ваши детали; Ремешок с храповым механизмом поможет удержать все на месте и свести ноги вместе.
При сварке тепло может легко сдвинуть ваши детали; Ремешок с храповым механизмом поможет удержать все на месте и свести ноги вместе.
Добавьте опорные поперечины для полки из листовой стали (одна 4-футовая деталь и две 1-футовые детали). Используйте С-образный зажим, чтобы удерживать их на месте, приварите прихваточными швами с каждой стороны и прикрепите детали к каркасу полки.
Возьмите каждую коробку размером 12 на 24 дюйма.кусок просечно-вытяжного металла и приварите его точечной сваркой к уголку и плоским железным деталям. Точечная сварка более надежна, чем прихваточная сварка, и ее достаточно, чтобы сплавить металл вместе при длительном использовании. Точечная сварка также поможет предотвратить прожог, вызванный воздействием слишком большого количества тепла и прожиганием отверстия или зазора в металле. Если вы попытаетесь запустить длинный борт, металлический лист станет слишком горячим. Приварите точечную сетку к нижней стороне стола для более чистого вида. Используйте металлический груз или тяжелый предмет, чтобы усилить давление на расширенный металл, чтобы его было легче выполнять точечной сваркой.
Используйте металлический груз или тяжелый предмет, чтобы усилить давление на расширенный металл, чтобы его было легче выполнять точечной сваркой.
Совет для профессионалов — Поскольку вы выполняете сварку на 1/4 дюйма. стали, всегда начинайте сварку с 1/2 дюйма. угловой утюг, чтобы предотвратить прогорание и обработать лужу.
Мы хотели добавить угол 90 град. угол под рамой столешницы, чтобы мы могли повесить наши угловые шлифовальные машины. Мы измерили один 14-дюймовый. шт. и один 8-дюйм. кусок 2-дюйм. широкую плоскую сталь, зажал их на месте C-образным зажимом и приварил к уголку.
Наконец, будьте готовы собрать 1/4 дюйма.стальная пластина к верхней раме. Очистите и подготовьте стальную пластину денатурированным спиртом, чтобы обеспечить более чистый и структурно прочный сварной шов. Используя угловую шлифовальную машину с шлифовальным кругом (каталожный номер 71987), отшлифуйте сварные швы на верхней части рамы, чтобы стальная пластина прилегала заподлицо.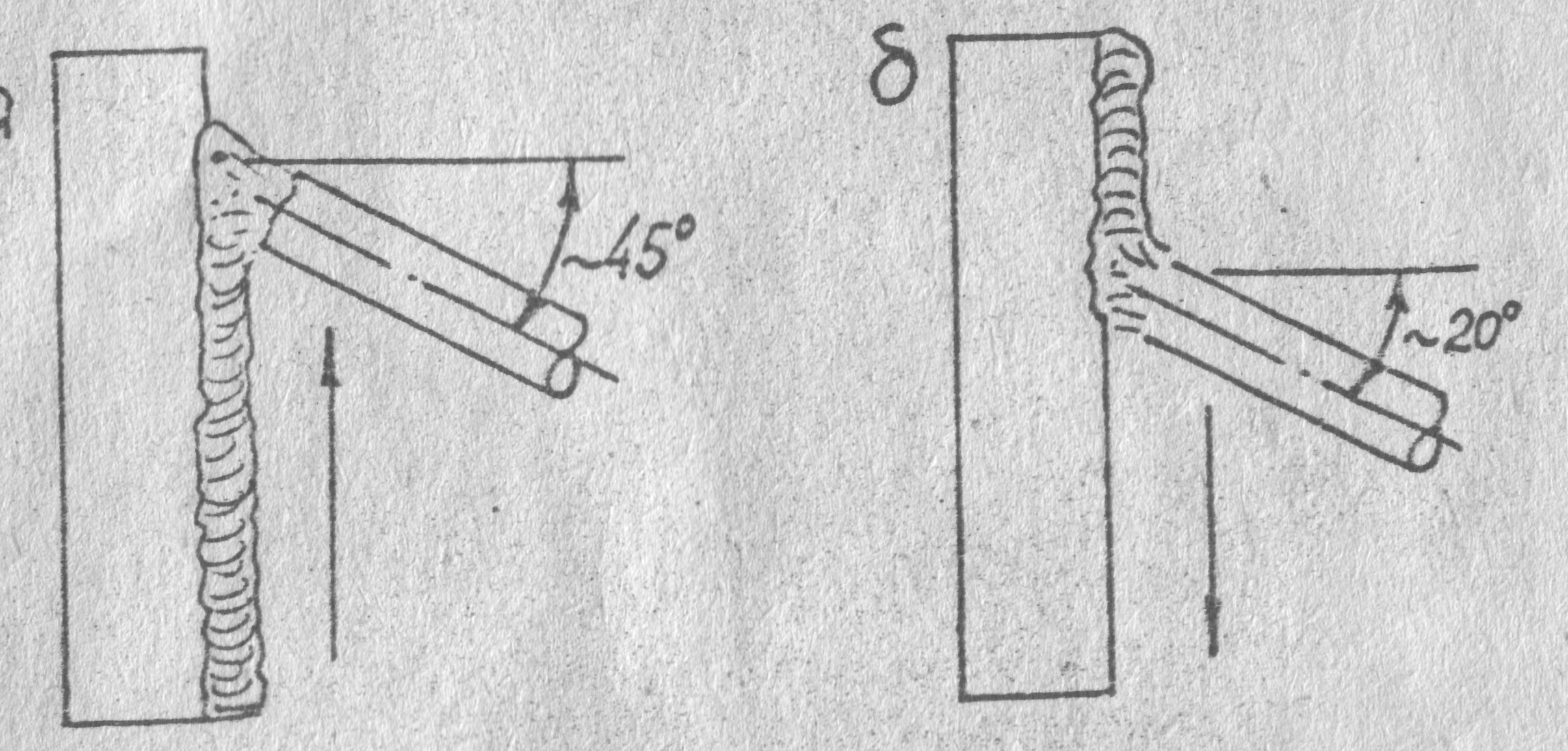
Совместите стальную пластину и прикрепите ее к раме с помощью 3-дюймового. сварные швы по краям. Делаем меньшие 3-дюймовые. сварные швы будут держать стол ровно и предотвращать деформацию. Если вы сделаете непрерывную линию, тепло деформирует стол, и вы получите неровное основание.Можно оставить 3-в. сваривайте как есть или возвращайтесь и заполняйте зазоры.
Вы также можете отшлифовать края или оставить их для демонстрации вашей замечательной работы.
Наконец, добавьте стойку к краю стола, чтобы можно было легко заземлить будущие заготовки.
Однако, если вы решили покрасить свой стол, помните, что не красите наземную стойку. Окрашенный металл не шлифуется.
Покройте стол краской или отполируйте столешницу, чтобы придать индивидуальный вид, который вам нужен.Конечным результатом будет рабочий, прочный стол, на котором не только будет размещаться сварщик и сварочные материалы, но и он поможет вам в будущих сварочных проектах.
Примечание редактора: Блэр Вейлнау — копирайтер в Forney Industries.
Боковое примечаниеПриступайте к сварке
Научиться сварке относительно просто и недорого при наличии подходящего оборудования и снаряжения. Начните с выбора лучшего сварочного аппарата, отвечающего вашим потребностям, и вложите средства в надлежащие средства индивидуальной защиты (СИЗ).Подходящие СИЗ включают: сварочный шлем, огнестойкие покрытия, сварочные перчатки и защитные очки. Вам также понадобится подходящий присадочный металл, в зависимости от вашего станка, электроды или проволока. Несколько приятных дополнений, которые помогут очистить ваши сварочные проекты: проволочная щетка, шлаковый молоток, угловая шлифовальная машина и лепестковые диски. Также пригодятся плоскогубцы MIG, С-образные зажимы и сверхмощные магниты.
Освоить основы легко, посмотрев онлайн-уроки и / или взяв уроки сварки в местном общественном колледже. В качестве альтернативы, если вы знаете кого-то из сварщиков, потратьте немного времени на то, чтобы изучить основы. Вы можете многое узнать о сварке за несколько часов. Затем, немного попрактиковавшись, вы сразу же приступите к сварке.
В качестве альтернативы, если вы знаете кого-то из сварщиков, потратьте немного времени на то, чтобы изучить основы. Вы можете многое узнать о сварке за несколько часов. Затем, немного попрактиковавшись, вы сразу же приступите к сварке.
Для новичков или энтузиастов DIY вы можете заняться сваркой примерно за 300 долларов; для более продвинутого сварщика-самодела или сварщика-фермера / владельца ранчо вы можете потратить около 1000 долларов. Возможности безграничны при наличии подходящего сварочного оборудования и вашего творчества.
Рекомендуемые статьи
WeldNote — Программное обеспечение для управления сваркой
Одним из наиболее важных документов в отношении сварки является WPS (Спецификация процедуры сварки), и многие люди, работающие с WPS, смотрят на них так, как будто они просто проблема или что-то, о чем должны беспокоиться только инженеры и специалисты по контролю качества, но сложно ли это создать и / или посмотреть? Разобьем его на части.
Который вы можете скачать с помощью кнопки справа внизу
Скачать БЕСПЛАТНЫЙ шаблон WPSЭта статья будет иметь отношение к ISO 15614-1 и ISO 15609-1 . Я расскажу об ASME IX в одной из будущих статей. Давайте начнем с обзора основных переменных:
Основные переменные
- Группы основных материалов (§8.3.1)
- Толщина основного материала (Таблица 5 для стыковых швов, Таблица 6 для угловых швов — §8.3.2.2)
- Толщина горловины также важна для угловых швов
- Диаметр, для труб (§8.3.2.3)
- Угол ответвления (для сварных швов ответвления — §8.3.3)
- Сварочный процесс (§8.4.1)
- Механизация процессов (§8.4.1)
- Положения при сварке (§8.4.2)
- Тип сварного шва (§8.4.3)
- Тип продукта (§8.4.3)
- Классификация присадочного материала (§8.4.4)
- Тип тока и полярность (§8.4,7)
- Поглощение тепла (§8. 4.8) — если есть требования к твердости и / или удару
- Температура предварительного нагрева (§8.4.9)
- Межпроходная температура (§8.4.10)
- Температура последующего нагрева (§8.4.11)
- Термическая обработка после сварки (§8.4.12)
 4.8) — если есть требования к твердости и / или удару
4.8) — если есть требования к твердости и / или ударуПримечание: взгляните на §8.4.5, где описаны важные переменные процесса
Некоторые из этих сведений не имеют прямого отношения к ISO 15609-1, но ваши клиенты захотят, чтобы вы указали, к какому проекту относится этот WPS, и поэтому вам также следует включить в него компанию вашего клиента.
Самая большая и самая важная информация здесь — это номер WPS (в данном случае я назвал его «Образец WPS (ISO)», но вы должны использовать свои собственные обозначения.
Также должны быть места для логотипов. В этом конкретном примере у меня есть два места для логотипа, в котором левое должно быть логотипом вашей компании, а правое место — для вашего органа по сертификации ISO 9001 или логотипа вашего клиента.
Большинство WPS будут поддерживаться в PQR (протокол квалификации процедуры), и эту информацию всегда следует указывать в WPS.Все, что вам нужно сделать, это указать номер PQR, который позволит любому читателю вашего WPS вернуться к исходному квалификационному документу.
Стандарт также связан с PQR, в данном случае это ISO 15614-1, но формат WPS ISO 15609-1 соответствует другим стандартам, таким как ISO 15614-2 / 3/4/5 или даже ISO 15613.
Как вы уже знаете, у PQR всегда есть диапазоны утверждения, основанные на том, что было сварено для утверждения этого конкретного испытания. Одним из основных моментов при разработке WPS является то, что вы можете использовать эти диапазоны разрешений, чтобы ограничить свою спецификацию, но в некоторых случаях вам нужно точно указать, что будет свариваться при работе.Первым примером для этого является кабель типа p :
. Данная WPS предназначена для трубопроводных работ. Иногда PQR одобряет сварку труб и пластин. Это означает, что технически вы можете использовать WPS для работы с трубопроводами и металлическими покрытиями / конструкциями. Тем не менее, это не является предметом спецификации процедуры сварки, поскольку вы должны указать детали, чтобы не было места для сомнений при интерпретации этого документа сварщиком.
То же самое касается сварного шва типа , в котором некоторые стандарты утверждают сварку угловых швов путем выполнения испытания стыкового шва.Как и в случае с типом продукта, вы должны указать, какой тип сварного шва будет выполняться с этим WPS, и выбрать только один вариант.
Сварочные процессы довольно просты. Просто введите процессы, используемые в PQR, / те, которые будут использоваться в производстве.
Детали базового материала также довольно просты. Имейте в виду, что это формат WPS WeldNote, и поэтому вам не нужно размещать поля точно там, где я их разместил.
Прежде всего, я рассмотрю сами основные материалы , которые переплетаются с группами. Эти группы определяют, какие основные материалы следует сваривать с помощью этого WPS. Эти определения групп можно найти в ISO / TR 15608, но если вы хотите знать, к какой группе принадлежит материал, вам следует ознакомиться с ISO / TR 20172 и ISO / TR 20173.
Эти группы определяют, какие основные материалы следует сваривать с помощью этого WPS. Эти определения групп можно найти в ISO / TR 15608, но если вы хотите знать, к какой группе принадлежит материал, вам следует ознакомиться с ISO / TR 20172 и ISO / TR 20173.
ПРИМЕЧАНИЕ. Вы можете заметить, что марка и характеристики основного материала соответствуют американскому стандарту (ASME / ASTM). При использовании стандартов ISO предпочтительно использовать обозначения ISO для этой стали (например, EN 10028-7 X2CrNiMo17-12-2), но, хотя это предпочтительно, но не обязательно, если группы основных материалов верны.
В этом случае диапазон толщины в точности соответствует пределам диапазона допуска PQR. Хотя это вполне приемлемо с точки зрения стандартов, вам следует ограничить пределы вашего WPS, чтобы они были точными с параметрами силы тока, напряжения и скорости перемещения (вы не захотите сваривать 3-миллиметровую пластину с теми же параметрами, что и вы. использовал бы для пластины 24мм).
То же самое и с диаметром , но я бы сказал, что этот более мягкий.Я предлагаю использовать WPS для малых толщин и малых диаметров и WPS для больших толщин и больших диаметров (больше, если в проекте много разных размеров труб или пластин).
Всегда используйте диапазон толщины и диаметра, даже если они немного строгие. Вы бы не хотели, чтобы инспектор пришел к вам в цех и приказал вам прекратить использование 15 мм WPS, потому что сварщик сваривает трубу 15,2 мм (что уже случалось раньше).
Позиции для сварки очень важны, и их следует планировать заранее.Самый безопасный способ сделать это — поместить их все в свой WPS, поскольку он одобрен PQR, но лучший способ продолжить — определить, какие позиции будут использоваться в цеху, которые в основном будут PA , ПК и PH.
Переходя к материалам наполнителя или расходным материалам, по моему опыту, были некоторые неправильные представления о некоторых из требований здесь.
Спецификация и классификация присадочного материала должны точно соответствовать стандартам (AWS, ASME или ISO).Это для нержавеющей стали 316, и поэтому я выбрал ER316L для процессов TIG и MAG.
ПРИМЕЧАНИЕ: Как и в случае с основными материалами, в наполнителях желательно использовать спецификации и классификации ISO. Но опять же, это не то, что нужно.
Коммерческое наименование для данного присадочного материала не является обязательным в соответствии с ISO 15614-1, оно не является важной переменной, если вы не используете следующие процессы: 111, 114, 12X, 136 и 137, поэтому в соответствии с §8 .4.5 только для «флюсовых» процессов в вашем WPS должен быть присадочный материал , коммерческое обозначение , и даже тогда это только тогда, когда требуются испытания на удар, даже если это верно для большинства случаев.
Что касается диаметра или размера присадочного материала , в соответствии с ISO 15614-1, вы можете изменить его, если вы принимаете во внимание требования к подводимой теплоте, и, как таковые, я бы рекомендовал вам иметь от 2 до 3 варианты здесь (например, 2,0 мм и 2,4 мм для стержней TIG).
Вы можете найти символ для обозначений газов в ISO 14175, I1 означает 100% аргон, а M21 означает смесь аргона с 15–25% CO2. Эта информация, вероятно, будет включена в ваш газовый сертификат вместе с коммерческим названием, которое совсем не требуется для ввода в ваш WPS, однако вы, вероятно, захотите указать это, особенно если вы работаете с более чем одним поставщиком газа. Почему? Таким образом, ваши сварщики будут точно знать, какой бензобак им следует подобрать, и избежать каких-либо проблем с вашим клиентом по поводу указанного газа для выполняемой работы.
Скорость потока важна, она отличает сварщика от возможности легко управлять горелкой и обеспечения прочной сварки без окисления ни на корневой, ни на верхней стороне, что означает, что это значение должно быть продумано и основано. по предыдущему опыту, как для защитного, так и для защитного газа.
Несмотря на то, что детали стыков служат лишь ориентиром для сварщиков, их важность не следует недооценивать. Очень сложно точно определить количество проходов для конфигурации слоя сварного шва , и поэтому у вас должно быть, самое большее, диапазон максимального количества слоев, которые необходимо сделать. Конструкция канавки должна содержать важную информацию, такую как корневой зазор , поверхность корня и угол канавки (что может означать, что он предназначен для монтажников и сварщиков прихваток).
Очень сложно точно определить количество проходов для конфигурации слоя сварного шва , и поэтому у вас должно быть, самое большее, диапазон максимального количества слоев, которые необходимо сделать. Конструкция канавки должна содержать важную информацию, такую как корневой зазор , поверхность корня и угол канавки (что может означать, что он предназначен для монтажников и сварщиков прихваток).
Методы подготовки не требуют большого количества деталей, достаточно указать, будет ли это сварное соединение подвергаться шлифовке, механической обработке и т. Д.
Детали сварного шва — важная переменная, поэтому они имеют первостепенное значение, но вам просто нужно указать, будет ли соединение иметь материал, газ или основу, либо оно будет свариваться с одной стороны или с обеих сторон. Вы можете упомянуть тот факт, что это может быть однослойный или многослойный сварной шов, но это не так важно, поскольку эта информация уже будет доступна на самих сварочных проходах.
Теперь мы подошли к самой важной части WPS.Подробное описание того, как следует сваривать каждый проход. Его следует заполнять с осторожностью, указав информацию, основанную на опыте вашей компании в сварке и ваших сертификатах.
- Номер прохода: Это довольно просто, поскольку вам нужно только указать, к какому слою вы обращаетесь. Вы можете поместить ряд слоев (например, проходы с 3 по 6) или, если вы имеете в виду оставшиеся проходы до закрывающего слоя, можете использовать «проходы с 3 по N» или «3+».
- Процесс: Назовите процессы, которые будут использоваться для определенного сварочного прохода
- Материал наполнителя: Материал наполнителя всегда должен быть металлургически, физически и химически совместимым с основным материалом и должен выбираться до разработки данной WPS.В этом случае вам просто нужно связать его с соответствующим процессом сварки и пройти.
- Диаметр: Тот факт, что диаметр или размер присадочного материала не являются существенной переменной, дает вам некоторую свободу в выборе того, что вставлять здесь, однако, поскольку подводимая энергия является важной переменной, вам нужно будет внимательно выбрать правильный диаметр. Практическое правило — использовать небольшой диаметр для первых проходов и увеличивать диаметр по мере сваривания большего количества слоев. На более высоких слоях вы можете увеличить силу тока, напряжение и скорость движения, чтобы получить некоторую производительность при сохранении уровней подводимого тепла, но для этого вам также понадобится больший стержень, электрод или, в случае полуавтоматических процессов, более высокая подача проволоки. скорость.
 Практическое правило — использовать небольшой диаметр для первых проходов и увеличивать диаметр по мере сваривания большего количества слоев. На более высоких слоях вы можете увеличить силу тока, напряжение и скорость движения, чтобы получить некоторую производительность при сохранении уровней подводимого тепла, но для этого вам также понадобится больший стержень, электрод или, в случае полуавтоматических процессов, более высокая подача проволоки. скорость.
Практическое правило — использовать небольшой диаметр для первых проходов и увеличивать диаметр по мере сваривания большего количества слоев. На более высоких слоях вы можете увеличить силу тока, напряжение и скорость движения, чтобы получить некоторую производительность при сохранении уровней подводимого тепла, но для этого вам также понадобится больший стержень, электрод или, в случае полуавтоматических процессов, более высокая подача проволоки. скорость.- Ток: Эти параметры являются наиболее важными для обеспечения надежной сварки. Сила тока напрямую влияет на подвод тепла, а также определяет, как сварщик будет контролировать свою лужу. В случае полуавтоматического процесса вы не сможете напрямую контролировать ток. Однако вы сможете контролировать напряжение и скорость подачи проволоки. Вам следует либо использовать предыдущий опыт, чтобы определить эти ценности, либо нанять опытного консультанта, который поможет вам с ними.
- Напряжение: Если вы используете процесс ручной сварки, вы не можете контролировать напряжение, так как это значение определяется высотой руки сварщика относительно свариваемой трубы, и поэтому вам следует установить значительный диапазон ценностей, касающихся навыков ваших сварщиков и обычных методов работы. В случае полуавтоматической сварки напряжение — это заданное значение, которое будет оставаться неизменным на протяжении всего сварочного прохода, и его следует определять, как и ток, с учетом предыдущего опыта или знаний опытного консультанта.
 В случае полуавтоматической сварки напряжение — это заданное значение, которое будет оставаться неизменным на протяжении всего сварочного прохода, и его следует определять, как и ток, с учетом предыдущего опыта или знаний опытного консультанта.
В случае полуавтоматической сварки напряжение — это заданное значение, которое будет оставаться неизменным на протяжении всего сварочного прохода, и его следует определять, как и ток, с учетом предыдущего опыта или знаний опытного консультанта.- Полярность будет иметь большое влияние на скорость наплавки сварного шва, но она также будет влиять на глубину проплавления. В соответствии с ISO 15614-1 вам не разрешено изменять этот параметр из PQR, хотя вы всегда должны использовать более высокую полярность проникновения для корневых проходов (DC- для TIG и DC + для других процессов) и более высокие полярности скорости нанесения для некоторых из проходы заполнения и / или укупорки (DC + для TIG не рекомендуется в этом случае, но DC- в других процессах выполнимо)
- Скорость подачи проволоки: Применимо только к полуавтоматическим и автоматическим процессам, таким как напряжение и ток, это то, что должно основываться на предыдущем опыте или знаниях опытного консультанта. Также целесообразно выбрать скорость подачи проволоки из параметров PQR.
 Также целесообразно выбрать скорость подачи проволоки из параметров PQR.
Также целесообразно выбрать скорость подачи проволоки из параметров PQR.- Скорость хода всегда следует учитывать с учетом допустимого тепловложения, однако, если вы используете ручную сварку, у вас может быть более широкий диапазон значений, так как вам придется учитывать, что у каждого сварщика разные методы и могут достигать прочных сварных швов с очень разными скоростями движения.
- Подвод тепла — это критическое значение, которое необходимо рассчитать.Все остальные параметры должны быть сведены к минимуму, чтобы довести это до приемлемых значений, так как это будет способ определить, является ли сварной шов прочным или нет. Вычислите это по следующей формуле
Есть некоторые дополнительные детали, которые, тем не менее, имеют отношение к созданию WPS в соответствии с ISO 15609-1 и ISO 15614-1. Хотя они менее важны, их следует упомянуть. Самыми важными здесь были бы t угол и количество электродов. Угол наклона горелки напрямую влияет на морфологию сварного шва.
Угол наклона горелки напрямую влияет на морфологию сварного шва.
Колебание в основном используется для машинной сварки, но вы можете определить пределы переплетения, которыми сварщик должен ограничиться. Подробная информация о задней строжке актуальна только в том случае, если вы выполняете сварку с обеих сторон, и может иметь некоторую информацию об используемом электроде, толщине и ширине строжки и т. Д.
Детали импульсной сварки аналогичен, но только в том случае, если вы выполняете сварку с импульсным режимом передачи / типом тока, и должны иметь минимальные и максимальные пики тока с периодом между импульсами и т. Д. Вылет влияет на тепло, выделяемое на электроде, в результате чего в конечном итоге увеличивается или уменьшается скорость осаждения.
Тепловые параметры обычно довольно просты, даже если они имеют первостепенное значение (они просты с точки зрения WPS, но если вам нужно указать процедуру сварки до того, как она будет аттестована, это станет серьезной проблемой проектирования, так как для этого потребуется учитывать ресурсы и торговые площади вашей компании, а также виды материалов).
Температура предварительного нагрева указана в вашем PQR и в соответствии с ISO 15614-1 не должна быть ниже указанной там. Таким образом, вы можете выбрать минимальное значение или, если вы обнаружите, что есть дополнительная необходимость в предварительном нагреве, вы можете это сделать (например, для большей толщины требуется более высокая температура).
Температура промежуточного прохода особенно важна, когда вы имеете дело с аустенитными нержавеющими сталями, но не должна игнорироваться для любого другого материала (я бы рекомендовал около 150 для аустенитных сталей и 300 для углеродистых сталей).
Термическая обработка шва после сварки , возможно, является одним из наиболее важных аспектов вашей сварки, если будет подтверждено, что это необходимо. При больших толщинах это является обязательным практически во всех правилах сварки, в том числе и в Cr-Mo-сталях, чтобы предотвратить образование трещин из-за скорости трехмерного охлаждения или высокой температурной стойкости этих Cr-Mo сталей.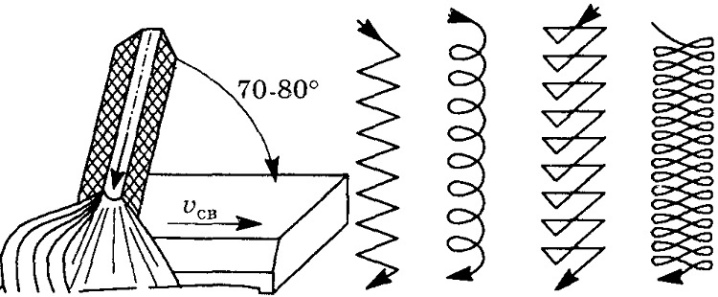
Поле время — это продолжительность термообработки при максимальной температуре, обычно от 1 до 2 часов, в зависимости от стали и применения.Метод зависит от ресурсов вашей компании. Если вам нужно выполнять работу на открытом воздухе, у вас не будет под рукой духовки, и поэтому вам, возможно, придется использовать оксипропановую горелку. Скорость нагрева и охлаждения должна быть около 100 ° C / ч, особенно для скорости охлаждения, которая не должна быть слишком высокой.
Наконец, версии должны быть пронумерованы (или снабжены буквами) с подписями лиц, ответственных за составление, проверку и утверждение wps, которые должны быть предоставлены вашему клиенту для подписания и утверждения.
Я надеюсь, что это было полезно. Если вы хотите узнать больше, вы можете подписаться на нас в facebook, twitter и linkedin или подписаться на нашу рассылку новостей.
Вы также можете проверить другие сообщения нашего блога здесь.
С уважением,
Тьяго Перейра
Генеральный директор WeldNote, программное обеспечение для управления сваркой
Мы не можем найти эту страницу
(* {{l10n_strings.REQUIRED_FIELD}})
{{l10n_strings.CREATE_NEW_COLLECTION}} *
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}} / 500 {{l10n_strings.TAGS}} {{$ item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}} {{l10n_strings. DRAG_TEXT_HELP}}
DRAG_TEXT_HELP}}
{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$ select.selected.display}} {{l10n_strings. CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}
CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}}
{{l10n_strings.CREATE_A_COLLECTION_ERROR}}10 советов, которые помогут контролировать усадку и деформацию сварных швов — изготовление оси
Что такое искажение?
Усадка сварных швов поражает как опытных сварщиков, так и любителей.Усадка вызывает деформацию сварного изделия. Деформация опорной плиты вызвана теплом от сварочной дуги. Деформация возникает в результате расширения и сжатия металла шва и прилегающего основного металла в процессе сварки.
Причины перекоса
Когда металлический брусок нагревается равномерно, он расширяется во всех направлениях. Когда стержень остывает, он равномерно сжимается до своих первоначальных размеров. Удерживая штангу каким-либо образом — тисками или другими средствами — равномерного расширения не произойдет.Поскольку расширение все еще должно происходить, полоса искажается, поскольку она расширяется в любом беспрепятственном направлении.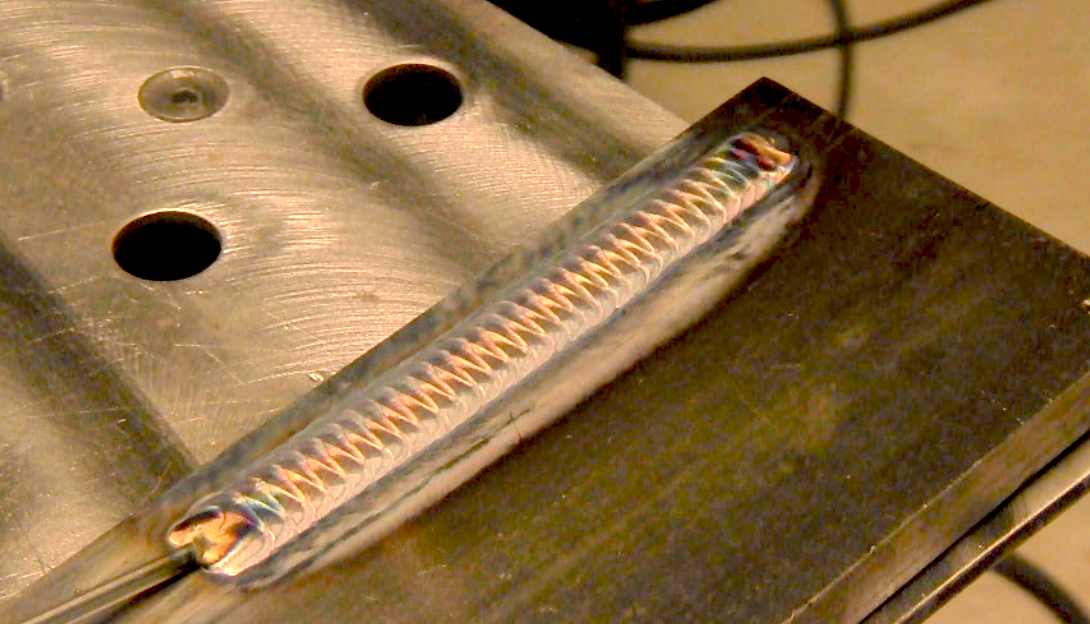 Сжатие происходит равномерно независимо от деформации и постоянно сохраняет ее. Такой же основной процесс происходит при сварке.
Сжатие происходит равномерно независимо от деформации и постоянно сохраняет ее. Такой же основной процесс происходит при сварке.
10 Советы по контролю усадки сварного шва
1. Не переваривайте
Чем больше металла в соединении, тем больше силы усадки. Уменьшение количества сварных швов экономит металл, экономит время и защищает сварной шов от деформации.Если металлическая пластина толще 0,25 дюйма, снятие фаски может помочь предотвратить деформацию.
2. Используйте прерывистую сварку
Использование прерывистой сварки вместо непрерывной, где это возможно, значительно снижает деформацию. Несмотря на то, что металл сварного шва и теплопередача уменьшаются на 75%, прочность сварного шва остается относительно бескомпромиссной.
3. Используйте как можно меньше сварочных проходов
Меньшее количество проходов с большим электродом предпочтительнее, чем большое количество проходов с меньшими электродами, когда поперечная деформация может быть проблемой. Усадка накапливается при каждом проходе. Чем больше проходов, тем больше усадка.
Усадка накапливается при каждом проходе. Чем больше проходов, тем больше усадка.
4. Поместите сварные швы около нейтральной оси
Обеспечение меньшего воздействия усилий усадки для смещения мест смещения за счет размещения сварных швов вблизи нейтральной оси сводит к минимуму деформацию.
5. Выровняйте швы вокруг нейтральной оси
Смещайте одну силу усадки с другой, чтобы эффективно минимизировать деформацию. Дизайн сборки и последовательность сварки являются важными факторами, которые следует учитывать.
6. Используйте сварку обратным шагом
Общее продвижение сварного шва может быть, например, слева направо, но каждый последовательный сегмент валика располагается справа налево. После размещения каждого валика нагретые края расширяются на дальней стороне сварного шва. Как только тепло распространяется по пластине, расширение на противоположном крае снова сближает пластины. Этот процесс значительно снижает искажения.
7. Предвидеть силы усадки
Предварительная установка деталей перед сваркой может вызвать усадку конструктивных работ.При предварительной настройке, предварительном изгибе или предварительном сжатии деталей для сварки используются противодействующие механические силы для противодействия деформации. Например, удлинение вершины сварной канавки при предварительной установке пластин может помочь уменьшить искажения. Полученный сварной шов немного длиннее, чем на плоской пластине. После снятия зажимов последний сварной шов снимает свои продольные усадочные напряжения за счет укорачивания до прямой линии. В результате получается плоская пластина. Другой метод уравновешивает усадку, располагая идентичные сварные детали спиной к спине и плотно зажимая их вместе.Сварные швы помещают на оба узла и дают остыть перед снятием зажимов. Сочетание этого процесса с предварительной гибкой может еще больше предотвратить искажение. Схема поможет
8. Планирование последовательности сварки
Правильная последовательность сварки включает размещение сварочного металла в разных точках сборки так, чтобы усадка происходила только в одном месте за раз, и ей противодействовали последовательные сварные швы. Чередование сварных швов по обе стороны от нейтральной оси особенно полезно при сварке с проплавлением и разделкой кромок.В угловых сварных швах прерывистые швы, чередующиеся вниз, уравновешивают усадку.
Чередование сварных швов по обе стороны от нейтральной оси особенно полезно при сварке с проплавлением и разделкой кромок.В угловых сварных швах прерывистые швы, чередующиеся вниз, уравновешивают усадку.
9. Устранить усадочные усилия после сварки
Упрочнение противодействует усилиям усадки сварного шва при его охлаждении. Упрочнение растягивает валик и делает его тоньше, тем самым снимая напряжения, вызванные сжатием при охлаждении металла. Этот процесс требует осторожности; упрочнение неприменимо к корневому валику или на последнем проходе, так как процесс может скрыть или вызвать трещины. Другой метод — снятие термического напряжения.Снятие термического напряжения включает контролируемый нагрев сварного соединения с последующим контролируемым охлаждением для снятия напряжений, вносимых сварным швом.
10. Минимизируйте время сварки
Минимизация времени при сварке сводит к минимуму количество нагреваемого металла. Уменьшение нагрева уменьшает усадку и, как следствие, деформацию.