Приводной инструмент для токарных станков с ЧПУ: разновидности
ТокарныйПриводные блоки для токарных станков с ЧПУ — это важная составляющая любой машины, они совершают большинство задач и делают агрегат универсальным.
Токарный станок с ЧПУ – это устройство, с помощью которого происходит обработка металлических деталей. Благодаря числовому программному управлению, каждая работа выполняется с высокой точностью и без погрешностей. Приводные блоки являются важной составляющей любой машины.
Какой бывает инструмент
Ни один станок не будет полноценно функционировать без приводного инструмента, ведь именно дополнительное оборудование совершает большинство задач и делает агрегат универсальным. Электроприводные устройства могут выполнять такие операции, как сверление, фрезерование или нарезание резьбы.

Среди основного оборудования для токарного станка, можно отметить:
- приводные блоки;
- аксиальные резцедержатели;
- поворотные держатели;
- угловые держатели;
- двойные угловые головки;
- револьверные головки.
Электрические блоки
Электрические приводные блоки используют для приведения в работу электроприводной барабан. Лежат в основе каждого дополнительного инструмента. Имеют в своем составе электродвигатель. Для каждого агрегата выпускают разные блоки, которые имеют уникальную конструкцию.
Они могут производиться отдельно для червячных или дисковых фрез, либо же иметь изменяемый угол. С помощью приводных блоков обработка металла выполняется с высокой производительностью и за короткое время. Устройство имеет повышенную жесткость и надежность.
Аксиальные резцедержатели
Используют для закрепления и удержания резцов и насадных фрез на токарных установках. Положение резцов регулируется с помощью двух винтов. Имеют прочную прижимную плиту, которая способствует надежному закреплению дополнительного оборудования.
Поверхность аксиального резцедержателя выполнена из закаленного металла, поэтому он имеет высокий уровень прочности и износостойкости.
Поворотные держатели
Используют на станках токарной группы для поворота резца или фрезы. Имеют мощные приводные блоки и сверхточную центровку, что позволяет выполнять качественную обработку деталей.
Состоит из корпуса с пазами под резцы и зажима, имеет компактные размеры, благодаря чему легко монтируются на токарные установки. На некоторых моделях управление может дополнительно выполняться с помощью рукоятки.
Угловые держатели
Применяют в качестве приводного инструмента для токарных станков с ЧПУ. С его помощью осуществляется обработка заготовок с боковых сторон (с торца).
Является прочным, имеет закаленную поверхность, предназначается для длительного использования в работе, не боится высоких температур. Закрепляются резцы и фрезы с помощью пазов в корпусе, как и в поворотном держателе.
Двойные угловые головки
Являются приводным инструментом на токарном станке. Используют для сверления, фрезерования и точения металла. Различают их по типу осей, который могут быть либо параллельные, либо располагаться по направлению друг к другу.

Двойная угловая приводная головка позволяет обрабатывать изделия сложной конструкции. Чаще применяют для крупносерийного производства однотипных деталей.
Револьверные головки
Применяют для горизонтальной и вертикальной обработки детали на токарном станке. В головку устанавливают резцы, фрезы, разного рода сверла и метчики. За один цикл, при наличии необходимых дополнительных агрегатов, может выполнять все технологические операции.
В некоторых моделях используют шаговые электродвигатели. Это позволяет увеличить точность устанавливаемой позиции.
Необходимо подвести итоги, что токарный агрегат с ЧПУ имеет немалое количество компонентов, которые повышают функциональность агрегата и делают его более универсальным.
Полезные приспособления для станков с чпу
1. Крепление заготовки к рабочему столу станка.
Одна из задач при работе с гравировально — фрезерным ЧПУ-станком — это правильно закрепить заготовку. Поэтому мастера обзаводятся со временем массой разнообразных технологических приспособлений. Ниже представлен вариант крепления заготовок к фанерному столу станка с ЧПУ при помощи винтовых прижимов на резьбовых втулках.
При разметке отверстий на рабочем столе станка под резьбовые втулки необходимо учитывать расположение движущихся частей станка расположенных под рабочим столом, а так же длину используемых крепёжных винтов, чтобы движущиеся части станка не упирались в крепёжные винты.
В комплект крепления входят мебельные резьбовые втулки М8 (от 4 шт.), болты М8 (от 4 шт.) и поперечины -планки, длинною равные ширине стола, для крепления заготовки поперек (2 шт.). Могут понадобиться и планки для прижима заготовки по длине стола (2шт., длиной не менее половины длины стола).
По углам стола необходимо сделать отверстия d=10мм и вбить в отверстия мебельные резьбовые втулки. Такие же отверстия (под болты М8) необходимо сделать и в планках. При необходимости можно досверлить дополнительные отверстия в столе. Варианты закрепления разных заготовок смотри в слайд шоу ниже.
2. Изготовление ванны для резки с подачей в зону реза охлаждающей жидкости (Александр Б., Краснодар)
Очень полезное приспособление, если вы работаете с дюралью или акриловым камнем.
3. Поворотная ось
В случаях, когда в результате требуется обработка цилиндрических заготовок чтобы изготовить кольца, бюсты, браслеты, элементы мебели, например, резные ножки столов, используется поворотная ось. Так-же поворотная ось может быть использована и в качестве поворачивающего механизма на 180 или 90 градусов, когда требуется двухсторонняя или четырехсторонняя обработка заготовки, например, ручка ножа, модель пистолета, приклада ружья и т.д. Заготовка может находиться в фиксированном состоянии или постоянно находиться в движении, исходя из реализуемой станком задачи. Заготовка незначительной длины фиксируется непосредственно в патроне поворотной оси.
Для фиксации длинных заготовок, которых патрон не в состоянии достаточно жестко зафиксировать и удерживать, используется задняя бабка (по аналогии с токарным станком), поддерживающая противоположный конец заготовки.

2 Инструкция по установке печатающей головки 3Д принтера на станок Моделист3040
4. Стол и накладка из оргстекла
(Сергей К.,г. Гагарин и Эдуард Н., г. Краснодар). Позволяют получить идеально ровную поверхность, необходимую для гравировки.

рисунок 1 Стол из оргстекла
Стол из оргстекла был реализован на модели чпу станка Моделист3040 с подвижным порталом. На рисунках 1а, 1б, 1в приспособления для крепления деталей на такой стол.

рисунок 1а Элементы крепления деталей на стол из оргстекла

рисунок 1б

рисунок 1в
Как видно на фотографиях, элементы крепления, предложенные Сергеем К. могут быть использованы и при стандартном фанерном столе.
Фото и видео работ от этого пользователя Вы можете найти на странице Коллекция работ на станках серии Моделист.
Накладка из оргстекла для чпу станка с подвижным столом взята из разбитой матрицы ЖК монитора (рисунок 2). Крепление на такую поверхность пользователь осуществляет с помощью двухстороннего скотча.

рисунок 2 Накладка из оргстекла
5. Подсветка рабочей зоны
(Эдуард Н., г. Краснодар), рис. 3, 4

рисунок 3 Подсветка рабочей зоны

рисунок 4
Для подсветки используются светодиодные линейки.
Светодиоды запитываются от блока питания контроллера, расположенного на задней стенке станка серии Моделист вместе с блоком питания шпинделя (рис. 5, 6) . На данном станке установлен dc шпиндель (300Вт) с малым биением, что важно при фрезеровке печатных плат.

рисунок 5 Крепление блоков питания контроллера и шпинделя на задней стенке фрезерного станка

рисунок 6
6. Щетки для сбора пыли
(Сергей К., г. Гагарин). Во время фрезерования пыль от обрабатываемой детали оседает на деталях чпу станка, что приводит к загрязнению подшипников и затруднению плавного перемещения. Для сбора пыли можно использовать насадку для пылесоса из комплекта фрезера Энкор или изготовить самостоятельно приспособление с щеткой, как на рисунках 7 и 8.
рисунок 7 Приспособление для сбора пыли
рисунок 8
7. Установка большого фрезера на чпу станок Моделист 3040
( от techeb, г. Чаплыгин)
«Сгорел фрезер энкор 800вт. сначала поменял щетки, думал с ними что, потом провод !одножильный очень хрупкий (для меня это дико) подпаял — не помогло. забил пока на него, у знакомых починю позже, щас дел невпроворот.
Украинское изделие радует — стабильно выдает мощь без просадок, фрезы не горят с ним (позволяет использовать скорость перемещений на полную)»


Работы пользователя techeb можно посмотреть в разделе Коллекция работ.
8. Организация рабочего места
(Константин К., г. Краснодар)
Фото гравировки, фрезеровки и сверловки печатной платы от Константина К.
9. Обдув на моторы
(Сергей К., г. Гагарин)
При длительной работе станка в закрытых помещениях без кондиционирования воздуха моторы могут перегреваться (греются те оси, по которым происходит больше перемещений по программе) . Для избежания перегрева, можно поставить обдув на моторы, например так, как это сделал Сергей К.

Крепление обдува на мотор
В качестве обдува хорошо подходят маленькие вентиляторы из компьютерных магазинов (те, которые идут на процессор, видеокарту и прочее). 5ти вольтовые вентиляторы можно запитать от контроллера (выход 5 вольт). 24 вольтовый кулер запитывается от блока питания контроллера. Для вентилятора 12 вольт необходим понижающий стабилизатор 24В в 12В. Также можно соединить два 12 вольтовых вентилятора последовательно (один за другим) и подключить к блоку питания 24В.
Крепление вентилятора можно осуществить к задней стенке двигателя, где есть четыре отверстия с резьбой М3. Если отверстия крепления вентилятора не совпадают с отверстиями на моторе, можно сделать переходную пластину.

Переходные пластины сделаны из ПВХ 10 мм.
10. Увеличение теплоотвода для шпинделя Энкор с помощью крепления
(Александр Б., г. Краснодар)
«Я так подумал. Шпиндели сгорают из-за перегрева подшипника (перегревается рушится и заклинивает). Подшипники нормально менять не получается, новые умирают в течение полу часа. Я купил уже третий шпиндель. В стандартном крепление подшипник стоит в деревянной обойме как в термосе и почти не охлаждается.
Так вот, я решил увеличить теплоотвод шпинделя с помощью стандартного крепления. Чтоб его закрепить понадобилось только 4 уголка стоимостью меньше 100р, 4 отреза, 8 отверстий, +4 болтика. Конечно конструкция не взрачная, делал на скорую руку (за час). Но шпиндель стоит очень надежно, не менее крепко чем в стандартном крепление.

Крепление для шпинделя. Станок Моделист3040

11. Регулятор оборотов шпинделя своими руками (Денис Р., г. Москва, станок cnc-2020al)
«Понадобился тут (для нового станка) регулятор оборотов, т.к. на максимальных оборотах невозможно обрабатывать мягкие материалы (оргстекло, например, плавится). Плюс, из-за особенности корпуса станка есть резонансные частоты, которые ухудшают обработку из-за дополнительной вибрации (т.е. режимы надо подбирать)…»
Историю создания регулятора оборотов шпинделя полностью Вы можете прочитать здесь.
Больше полезных приспособлений для чпу станков вы можете найти на нашем ФОРУМЕ
Режущий инструмент для фрезерных станков с ЧПУ
В качестве режущего инструмента на фрезерных станках с ЧПУ используются фрезы. Несмотря на конструктивное разнообразие, каждая фреза имеет режущие лезвия (зубья), взаимодействующие с обрабатываемой поверхностью заготовки. Для закрепления в патроне станка служит хвостовик фрезы. Хвостовик может крепиться к зубчатой части сваркой (или другими крепёжными элементами — винтами, болтами, клиньями и пр.), или представлять единое целое с режущей частью (тогда фреза называется цельной). В скоростных автоматических станках с ЧПУ предпочтение отдаётся цельным концевым фрезам с цилиндрическим или коническим хвостовиком — для быстрого и надёжного закрепления в патроне шпинделя. Материалом для изготовления фрез служит быстрорежущая сталь, металлокерамика, а также твёрдые сплавы с алмазным напылением.
Принцип обработки
При взаимодействии инструмента с заготовкой зубья фрезы снимают стружку с обрабатываемой поверхности. Специальные канавки вдоль тела фрезы способствуют отводу стружки из области резания. Нетрудно догадаться, что взаимное расположение зубьев и их геометрия оказывают решающее влияние на качество обработки поверхности, скорость резания и стойкость к износу самой фрезы. А также на величину потерь на трение и нагрев, а, следовательно, энергетические затраты на обработку и конечную стоимость готового изделия. Поэтому для каждого типа заготовки (деревянной, металлической, пластиковой, из оргстекла или камня) используются специальные фрезы.
Виды фрез
Разнообразные типы фрез можно классифицировать по группам, взяв за базис один из следующих признаков.
По конструктивным особенностям:
- Цельные — когда хвостовик фрезы и её режущая часть изготовлены как единое целое из одного материала;
- Составные фрезы отличает прочная зубчатая часть (инструментальная сталь) приваренная к хвостовику из конструкционной стали. К этой же группе относят фрезы с напаянными на корпус зубьями из инструментальной стали;
- Сборные — как отмечалось выше, зубчатая часть таких фрез механически крепится к хвостовику.
По геометрии:
- Цилиндрические;
- Торцевые;
- Концевые;
- Конические;
- Гравировальные;
- Алмазные;
- Червячные и т. д.
По виду обрабатываемой заготовки — бывают специализированные фрезы по дереву, стали, пластичным металлам (медь, алюминий), оргстеклу или камню и т. д. В этом случае отличия в основном касаются материала режущей части фрезы (в зависимости от твёрдости заготовки), а также конструкции канавок для отведения стружи (исходя из характера стружки — пластичная, хрупкая, крупная или мелкая и т. д.).
Особенности инструмента для современных станков с ЧПУ
Главными достоинствами автоматизированных станочных комплексов является их высокая производительность, точность обработки и удобство в эксплуатации. Обеспечение этого невозможно без использования соответствующего инструмента, к которому также предъявляются строгие требования. Для работы на станках с ЧПУ в основном применяют цилиндрические концевые фрезы — твёрдосплавные или алмазные. Такие фрезы обладают повышенной жёсткостью и износостойкостью, противостоят вибрации при вращении и обеспечивают высокую точность и скорость резания. Конструктивные исполнения фрез довольно разнообразны. Ниже приведены самые распространённые типы с указанием особенностей и областей применения.
| Тип режущего инструмента | Конструктивные особенности | Обрабатываемый материал | Примечание |
| Концевые однозаходные | Одна режущая кромка, заточка наклонная | Твёрдые или вязкие материалы (пластик, акрил и т.п.) | Оптимизированы для высокоскоростной обработки; обеспечивают малую шероховатость обрабатываемой поверхности |
| Концевые двухзаходные | Две режущие кромки, острый зуб | Хрупкие материалы, образующие мелкую стружку (дерево, оргстекло, «композиты», некоторые сорта пластика) | Хорошо справляются с отводом мелкой стружки, однако толщина материала, снимаемого за один проход, ограничена |
| Спиральные однозаходные | Одна режущая грань, наклонная заточка | Пластики, ПВХ, акрил | Предназначены для высокоскоростной обработки; форма канавки специально предназначена для образования длинной стружки – с целью самомочистки фрезы и повышению её долговечности. По классу твёрдости выделяют типы N, A, AA. |
| Спиральные двухзаходные сферические | Две режущие кромки, форма зуба скруглённая («сферическая») | Применяются для нанесения гравировки (текста, рисунка) и финишной обработки сложных 3D-объектов, содержащих множество мелких деталей. | Низкая вибрация при обработке – обеспечивают гладкую поверхность обработки; При чистовой фрезеровке дерева поверхность получается полированной. |
| Конусные сферические | Иглообразная заострённая с округлым торцом | МДФ, дерево, твёрдые стали | Сочетает высокую прочность при малом диаметре рабочей поверхности |
| Гравер конический | Режущая часть плоская, под конус | Применяются для прецизионной обработки мелких элементов (обычно частей сложных трёхмерных объектов). | По прочности различают граверы N и A, хотя оба типа чрезвычайно стойкие к износу |
| Гравер V-образный | Характерный треугольный торец | Поверхности любых материалов, в том числе твёрдых металлических | Применяется для нанесения так называемой V-гравировки |
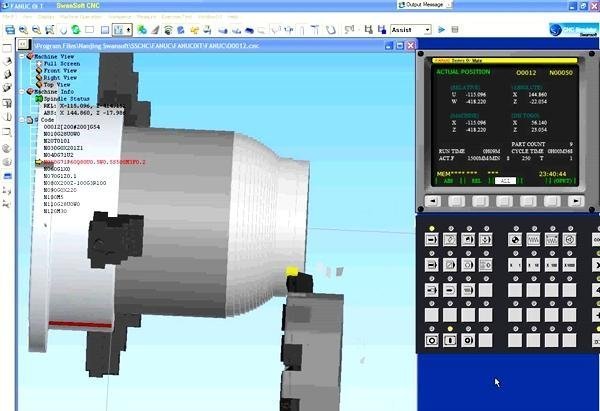
Программирование станков с ЧПУ: как написать программу

Программирование станков с ЧПУ (станков с числовым программным управлением) — это создание программных инструкций для управляющих станком контроллеров. Станки с ЧПУ — неотъемлемая часть автоматизации производства, которая повышает его эффективность и прибыльность. Эта статья расскажет вам о том, что такое ЧПУ, какие типы станков с ЧПУ существуют, как составлять и писать программы для станков с ЧПУ.
Введение
У каждого типа производственного процесса есть свои преимущества и недостатки, эта статья фокусируется на процессе обработки на станках с ЧПУ, обрисовывая основы процесса, а также различные компоненты и инструменты станка с ЧПУ. Кроме того, в этой статье рассматриваются различные операции механической обработки с ЧПУ и представлены альтернативы процесса обработки с ЧПУ. Здесь вы узнаете о том, как составлять программы для станков с ЧПУ, то есть — самые основы написания программ для станков с ЧПУ — вот о чем эта статья.
1. Программирование станка с ЧПУ: общие сведения

Источник:autodesk.com
Обработка на станках с ЧПУ применяется в производстве разного масштаба — от небольших мастерских до крупных представителей промышленности.
«ЧПУ» означает «числовое программное управление», а определение обработки на станках с ЧПУ строится на том, что это производственный процесс, в котором обычно используются компьютеризированные элементы управления и станки для удаления материала из заготовки. Этот процесс подходит для различных материалов, включая металлы, пластмассы, дерево, стекло, пену и композиты, и находит применение в различных отраслях промышленности, таких как автопром и аэрокосмос.
Если говорить о самом станке с ЧПУ — это любой станок для обработки или создания деталей, который управляется заданной программой и выполняет действия автономно, без участия оператора; включая в том числе, но не исключая неназванных: фрезерные станки с ЧПУ, токарные станки с ЧПУ, лазерные граверы и резаки, многофункциональные обрабатывающие центры, станки электроэрозионной резки, станки абразивной резки, 3D-принтеры любого типа также являются станками с ЧПУ, хоть и используют аддитивный а не субтрактивный процесс; существуют также устройства, совмещающие в себе процессы удаления и добавления материала (МФУ — многофункциональные устройства, обычно это гибрид фрезера с ЧПУ и 3D-принтера).

Пятиосевой фрезерный станок с ЧПУ / Источник: i.ytimg.com
Субтрактивные производственные процессы, такие как обработка на станках с ЧПУ, отличаются от аддитивных производственных процессов, таких как 3D-печать, или процессов формовочного производства, таких как литье под давлением и штамповка. В то время, как процессы вычитания удаляют часть материала заготовки для создания нужных форм и конструкций, аддитивные процессы добавляют материал, а процессы формирования изменяют его форму без изменения объема. Автоматизированная обработка на станках с ЧПУ позволяет производить высокоточные детали и обеспечивать экономическую эффективность при выполнении единичных и средних объемов производства. Несмотря на то, что обработка на станках с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, степень сложности получаемых деталей и экономическая эффективность в ее рамках ограничены.
2. Типы станков с ЧПУ

Источник: autodesk.com
В зависимости от выполняемой операции, используются различные станки с ЧПУ. Для изготовления одной детали на разных стадиях может применяться разное оборудование. Общим для всех станков с ЧПУ остается сам принцип автономной работы и программного управления.
2.1. Сверлильный станок с ЧПУ

Источник:proakril.com
В сверлении используются вращающиеся сверла для образования цилиндрических отверстий в заготовке. Конструкция сверла позволяет отходам металла, то есть стружке, падать с заготовки. Существует несколько типов сверл, каждый из которых используется для конкретного применения. Доступные типы сверл включают: сверла для точения (для изготовления мелких или направляющих отверстий), сверла для долбления (для уменьшения количества стружки на заготовке), сверла для винтовых станков (для сверления без направляющего отверстия) и другие.
2.4.Фрезерное оборудование с ЧПУ

Фрезерный станок со сменой инструмента VENO UA481-2040-A4 / Источник: top3dshop.ru
Для фрезерования используются вращающиеся многоточечные режущие инструменты. Фрезерные инструменты ориентированы горизонтально или вертикально, это могут быть концевые фрезы, спиральные и фасочные фрезы и другие виды фрез.
Фрезерные станки с ЧПУ могут быть ориентированы горизонтально или вертикально, иметь три и более степени свободы — геометрические оси взаимного перемещения инструментов и заготовки.
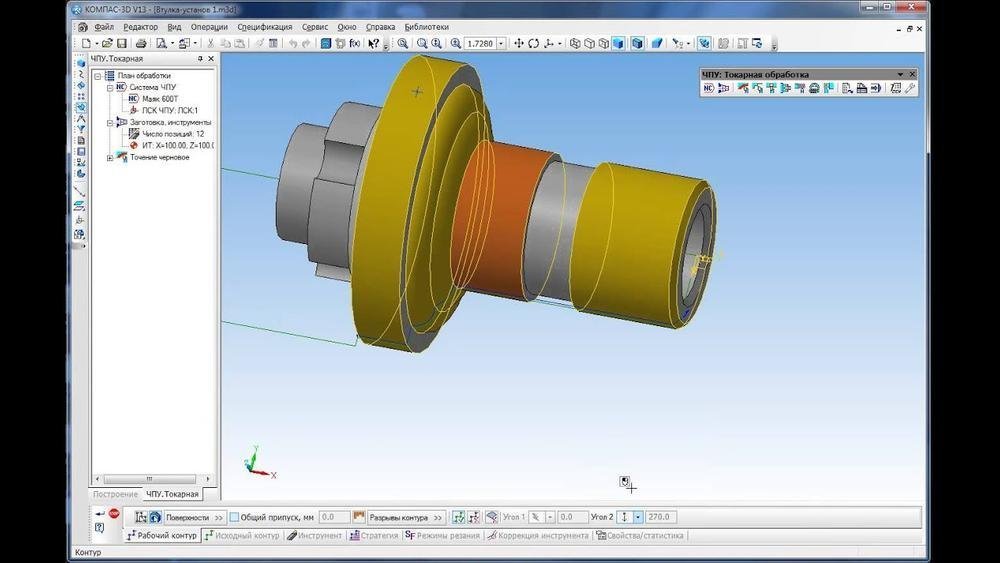
2.3.Токарное оборудование с ЧПУ

Источник: besplatka.ua
В токарной обработке используются одноточечные режущие инструменты для удаления материала с вращающейся детали. Конструкция токарного инструмента варьируется в зависимости от конкретного применения, с инструментами для черновой, чистовой обработки, нарезания резьбы, формовки, подрезки, отрезания и обработки канавок. Многие токарные станки с ЧПУ снабжены системой автоматической замены инструмента в процессе работы.
2.4. Модели станков с ЧПУ

Источник: rozetka.com
Станки с ЧПУ доступны в стандартных и настольных моделях. Стандартные станки с ЧПУ — это типичные станки промышленного форм-фактора, настольные станки с ЧПУ — это небольшие, более легкие станки. Обычно настольные модели работают с более мягкими материалами, такими как дерево, пенопласт и пластик, производят более мелкие детали и подходят для легких и умеренных объемов производства. Доступные типы настольных станков с ЧПУ включают: лазерные резаки и граверы, фрезерные станки размером с плоттер и другие.
3. Как составлять программы для станков с ЧПУ
Источник: vseochpu.ru
Раньше для программирования станков с ЧПУ использовались перфоленты, перфокарты и прямой ввод операций в контрольный блок. Сейчас управляющая программа составляется как правило заранее, в специальном ПО, и либо переносится на станок с помощью переносного носителя информации (например USB-флешки), либо передается напрямую по внутренней сети предприятия.
Разработка программы для станков с ЧПУ включает в себя следующие этапы:
- Разработка модели САПР
- Преобразование файла CAD в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
3.1. Модели САПР
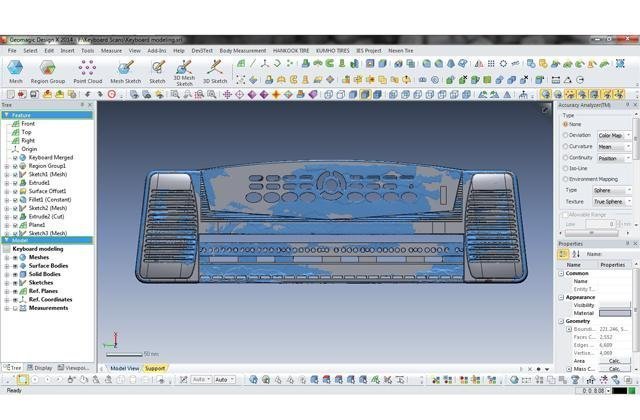
Источник: ostec-3d.ru
Процесс обработки начинается с создания в ПО цифровой модели детали. Программное обеспечение САПР позволяет разработчикам и производителям создавать модель своих деталей и изделий вместе с необходимыми техническими характеристиками, такими как размеры и геометрия, для дальнейшего изготовления.
Размеры и геометрия детали ограничены возможностями станка и инструмента. Кроме того, свойства обрабатываемого материала, дизайн инструмента и его характеристики также ограничивают возможности проектирования, вводя такие обязательные величины как минимальная толщина детали, максимальный размер детали, а также сложность внутренних полостей и элементов.
По завершении проектирования в САПР проектировщик экспортирует модель в совместимый с системой станка формат файла.
3.2. Конвертация файлов САПР
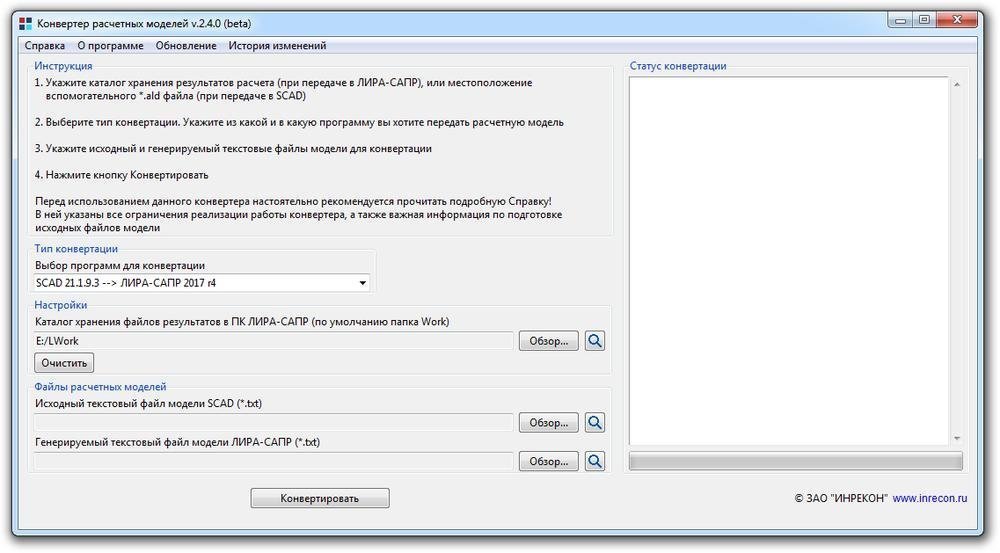
Источник: rflira.ru
Отформатированный файл проходит через программу CAM, в которой модель преобразуется в управляющий код для станка.
Станки с ЧПУ используют несколько форматов исполняемого кода, такие как G-код, M-код и другие. Наиболее известный и применяемый из них — G-код. М-код может управлять вспомогательными функциями машины.
Как только программа работы сгенерирована, оператор загружает ее в станок с ЧПУ.
3.3. Подготовка станка с ЧПУ
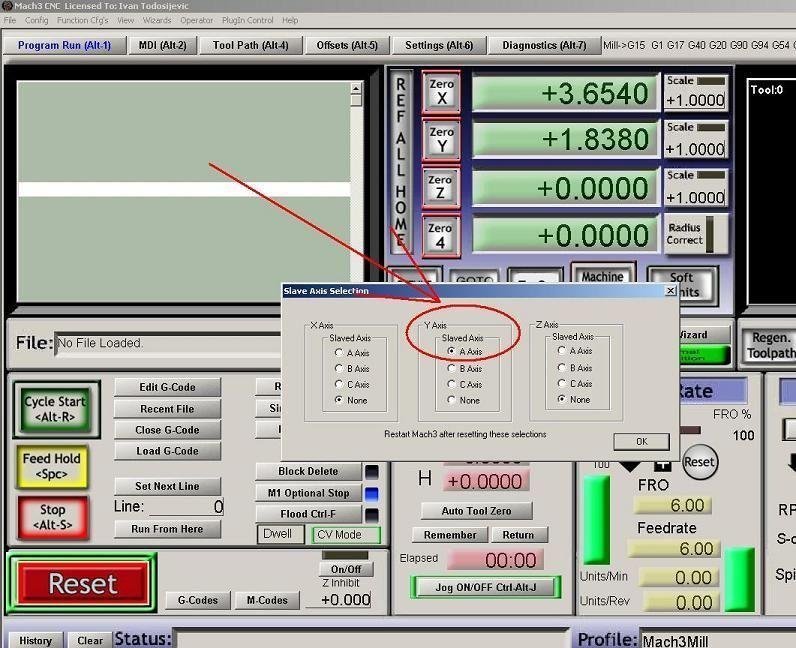
Источник: pinterest.com
Прежде чем оператор запустит программу, он должен подготовить станок к работе, в первую очередь — установить исходную заготовку и инструмент, убедиться в исправности станка и функционировании всех систем, при необходимости провести калибровку.
После полной настройки станка оператор может запустить программу.
3.4. Выполнение операции обработки
Источник: youtube.com
Программа действует как инструкция для приводов станка с ЧПУ, заставляя его двигатели перемещать заготовку и инструмент, изменять их взаимное расположение. Контроллер передает электрические импульсы на двигатели приводов в заданном программой порядке и с заданной длительностью, таким образом санок выполняет предусмотренные оператором действия.
4. Типы операций
Производимые станками с ЧПУ операции представлены в широком ассортименте, в их числе механические, химические, электрические и термические процессы, которые удаляют необходимый материал из заготовки для производства детали.
Некоторые из наиболее распространенных операций механической обработки на станках с ЧПУ разного типа:
- сверление
- фрезерование
- раскрой материала
- гравировка и вырезание
- обточка (токарные работы)
- развертка и нарезка резьбы
- закручивание винтовых соединений
Это лишь несколько основных, на самом деле операций сотни, и невозможно перечислить все, так как периодически появляются новые, вместе с новыми станками с увеличенной функциональностью.
4.1. Сверление на станках с ЧПУ

Источник: ritmindustry.com
При сверлении на станке с ЧПУ, как правило, станок подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, что создает вертикально выровненные отверстия с диаметром равным диаметру используемого сверла. Угловые сверлильные операции могут быть выполнены с применение специальных приспособлений, либо пятиосевых станках. Помимо сверления, сверлильные станки производят также зенкование, развертывание и нарезание резьбы.
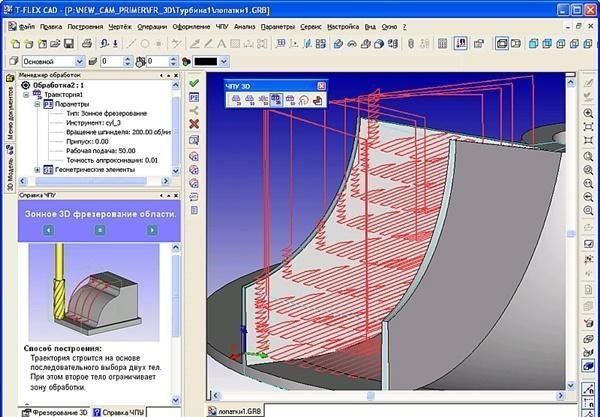
4.2. Фрезерный станок с ЧПУ
Источник: 3dtool.ru
Фрезерование — это процесс обработки, в котором используются фрезы — вращающиеся многоточечные режущие инструменты. Станок с ЧПУ обычно подает заготовку к режущему инструменту в направлении вращения режущего инструмента, тогда как при ручном фрезеровании станок подает заготовку в противоположном направлении. Инструмент к заготовке подается в нескольких координатных осях: X и Y — право/лево и вперед/назад; и Z — вверх/вниз. Такой станок способен создавать рельефное трехмерное изображение разной сложности с высокой точностью, ограниченной только размерами используемых фрез и точностными характеристиками самого станка. Трехосевые фрезерные станки с ЧПУ выполняют операции: фрезерование объемных изделий, раскрой листового материала, формирование кромок и отверстий сложной формы и т.д.
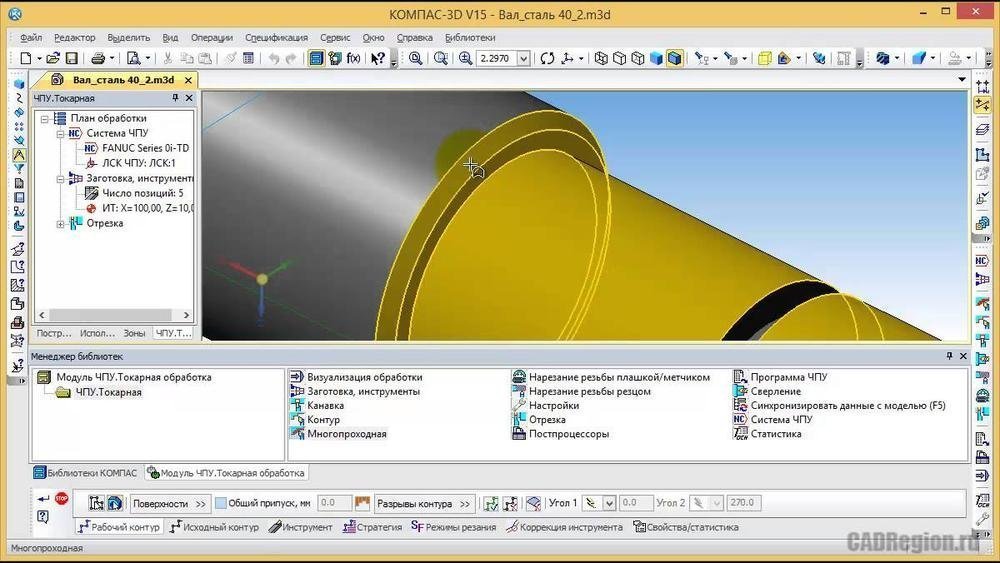
4.3. Токарный станок с ЧПУ

Источник: thomasnet.com
Токарная обработка — это процесс обработки, при котором для удаления материала с вращающейся детали используются одноточечные режущие инструменты. При токарной обработке станок с ЧПУ подает режущий инструмент линейным движением вдоль поверхности вращающейся детали, удаляя материал по окружности, до достижения желаемого диаметра, чтобы получить цилиндрические и конические детали с разной кривизной поверхности. Также среди функций токарного станка с ЧПУ: расточка, торцевание, нарезание канавок и нарезание резьбы.
5.Типы программного обеспечения для станков с ЧПУ
Приложения, используемые для создания и подготовки к работе управляющих станками программ, относятся к следующим категориям:
САПР или CAD — программное обеспечение для автоматизированного проектирования. Это программы, используемые для черчения и создания двухмерных векторных траекторий и трехмерных цифровых моделей деталей и поверхностей, а также сопутствующих технической документации и спецификаций. Конструкции и модели, созданные в программе CAD, обычно используются программой CAM для создания необходимой исполняемой программы для изготовления детали на станке с ЧПУ. Программное обеспечение САПР также можно использовать для определения оптимальных свойств деталей, оценки и проверки конструкций, моделирования изделий без прототипа и предоставления данных о конструкции производителям и мастерским.
Источник:youtube.com
CAM — программное обеспечение для автоматизированного производства. Это программы, используемые для извлечения технической информации из модели CAD и создания файла исполняемого кода для станка с ЧПУ. CAM переводит проект детали в набор команд для станка, управляющий длительностью, интенсивностью и очередностью работы каждого привода.
Источник: vseochpu.ru
CAE — еще один вид ПО для автоматизированного проектирования. Это программы, используемые инженерами на этапах предварительной обработки, анализа и последующей разработки проекта. Программное обеспечение CAE используется в качестве вспомогательного средства в таких процессах, как проектирование, моделирование, планирование, производство, диагностика и ремонт; оно помогает в оценке и изменении дизайна продукта.
Источник: youtube.com
Некоторые программные комплексы сочетают в себе все возможности программного обеспечения CAD, CAM и CAE.
6. Написание программ для станков с ЧПУ
Несмотря на то, что технологии производства развиваются непрерывно, основы создания программ обработки деталей на станках с ЧПУ неизменны. Например — ни одна программа для станка с ЧПУ не может быть полной или работоспособной без G-кодов.
6.1. G-код
Управляющие программы для станка, ответственные за формирование детали и содержащие в себе детально расписанные по времени инструкции для каждого двигателя осевых приводов и шпинделей, называются “джи-кодами” (G-Code).

Источник: s3-us-west
Формат G-кода был создан в 1960-х годах Ассоциацией электронной промышленности (EIA). Официальное название языка программирования выглядит как RS-274D. G-кодом он называется потому, что многие строки в коде начинаются с буквы G.
Хотя G-код и является универсальным стандартом, многие компании, производители станков с ЧПУ, вносят в него свои особенности, что может помешать совместимости джи-кодов и оборудования. Обычно G-код пишется для станка с известными характеристиками, и отсутствие указанной в коде цепи в схеме станка, как и появление лишней, могут сделать его бесполезным.
6.1.1. Блоки G-кода
Стандарт G-кода был опубликован еще во времена, когда машины имели небольшие объемы памяти. Из-за этого ограничения памяти G-код является чрезвычайно компактным и лаконичным языком, который на первый взгляд может показаться архаичным. Возьмем, к примеру, эту строку кода:
2. Режущий инструмент для станков с чпу
Режущий инструмент является составной частью комплексной автоматизированной системы станка с ЧПУ, обеспечивающей его эффективную эксплуатацию. От выбора и подготовки инструмента зависят производительность станка и точность обработки. Для обеспечения автоматического цикла работы требуется высокая надежность инструмента.
Режущий инструмент для станков с ЧПУ должен удовлетворять следующим требованиям:
1) обладать стабильными режущими свойствами;
2) удовлетворительно формировать и отводить стружку;
3) обеспечивать заданную точность обработки;
4) обладать универсальностью, чтобы его можно было применять для обработки типовых поверхностей различных деталей на разных моделях станков;
5) быть быстросменным при переналадке на другую обрабатываемую деталь или замене затупившегося инструмента;
6) обеспечивать возможность предварительной наладки на размер вне станка (совместно с применяемым вспомогательным инструментом).
Указанные требования не всегда позволяют использовать на станках с ЧПУ режущий инструмент, применяемый на станках общего назначения. В настоящее время для использования на станках с ЧПУ выделена особая группа режущего инструмента, причем часть из них уже стандартизирована.
Для токарных станков наиболее эффективно применение сборных резцов с механическим креплением неперетачиваемых многогранных пластин из твердого сплава, минералокерамики и сверхтвердых материалов, обеспечивающих стабильность геометрии, универсальность, высокую стойкость, удобство размерной настройки и быструю замену режущих элементов.
Комплект
твердосплавных токарных резцов для
станка с ЧПУ включает: 1 — резцы проходные
отогнутые правые с  = 45° для патронной обработки деталей
типа фланцев, которые обеспечивают
наружную обточку, проточку торцов,
проточку выточек, снятие фасок;
= 45° для патронной обработки деталей
типа фланцев, которые обеспечивают
наружную обточку, проточку торцов,
проточку выточек, снятие фасок;
2 — резцы контурные
с параллелограмными пластинами с  = 93 — 95°, которые позволяют производить
обточку деталей по цилиндру и конусу,
протачивать обратный конус с углом
спада до 30°, обрабатывать радиусные
поверхности, галтели и протачивать
торцы движением от центра детали к
наружному диаметру. Данными резцами
можно протачивать канавки для выхода
шлифовального круга;
= 93 — 95°, которые позволяют производить
обточку деталей по цилиндру и конусу,
протачивать обратный конус с углом
спада до 30°, обрабатывать радиусные
поверхности, галтели и протачивать
торцы движением от центра детали к
наружному диаметру. Данными резцами
можно протачивать канавки для выхода
шлифовального круга;
3 — резцы контурные
с параллелограммными пластинами с  = 63°, которые позволяют производить
обработку полусферических поверхностей
и конусов с углом спада до 57°;
= 63°, которые позволяют производить
обработку полусферических поверхностей
и конусов с углом спада до 57°;
4 — резцы резьбовые с ромбическими пластинами, закрепленными сверху при помощи прихвата. Резцы позволяют нарезать резьбы с шагом от 2 до 6 мм. Угол профиля обеспечивается формой пластины;
5 — резцы резьбовые для нарезания внутренних резьб. Позволяют нарезать резьбы с шагом до 2 мм с близким подходом к торцу. Точность профиля резьбы обеспечивается заточкой пластин. Наименьший диаметр отверстия, в котором можно нарезать резьбу, — 35 мм;
6 — резцы с
ромбическими пластинами с  = 95° для растачивания сквозных отверстий
и проточки заточек;
= 95° для растачивания сквозных отверстий
и проточки заточек;
7 — резцы расточные
с  = 92°, позволяющие растачивать отверстия
диаметром от 22 мм и более;
= 92°, позволяющие растачивать отверстия
диаметром от 22 мм и более;
8 — резцы проходные
с  = 45° и квадратными пластинами, левые для
наружной обточки, проточки торцов
деталей и выточек, снятия фасок. Наибольшее
применение находят при патронной
обработке фланцевых деталей;
= 45° и квадратными пластинами, левые для
наружной обточки, проточки торцов
деталей и выточек, снятия фасок. Наибольшее
применение находят при патронной
обработке фланцевых деталей;
9 — резцы для проточки наружных прямых канавок шириной 1 — 6 мм с глубиной, равной ширине. Пластины специальной формы закрепляются с помощью прихватов. Разработаны резцы со специальными двусторонними пластинами для проточки внутренних прямых канавок и наружных угловых. Аналогичные конструкции могут быть применены для обработки канавок под стопорные кольца, радиусные канавки и т. п.;
10 — резцы контурные
с пластиной трехгранной правильной
формы с углом в плане  = 93,
которые позволяют протачивать
цилиндрические и фасонные поверхности.
Достоинства их в том, что в них используются
три рабочие вершины. Однако при этом
жесткость пластин снижается;
= 93,
которые позволяют протачивать
цилиндрические и фасонные поверхности.
Достоинства их в том, что в них используются
три рабочие вершины. Однако при этом
жесткость пластин снижается;
11 — резцы контурные
с пластиной трехгранной формы с  = 63°;
= 63°;
12 — резьбовые резцы для нарезания наружных резьб с шагом до 2 мм. Режущая прямоугольная пластина закрепляется на державке с помощью прихвата. Профиль вершины резца обеспечивается заточкой пластин под углом, равным углу профиля резьбы;
13 — резцы проходные
упорные с трехгранной пластиной
неправильной формы с  = 92 — 95°, которые позволяют протачивать
ступенчатые поверхности, фаски, торцы
движением от наружного диаметра к центру
детали. Режущая пластина закрепляется
клином или рычажным устройством.
= 92 — 95°, которые позволяют протачивать
ступенчатые поверхности, фаски, торцы
движением от наружного диаметра к центру
детали. Режущая пластина закрепляется
клином или рычажным устройством.
В последнее время все большее распространение получает модульная система инструмента.
Модуль — инструментальный блок, состоящий из рабочей части (сменной многогранной пластины) и корпуса, рассчитанного на закрепление в оправке, установленной на рабочей позиции станка. В одной оправке можно монтировать разнообразные модули, что придает инструментальной системе гибкость. Модули, входящие в набор для станка, имеют одинаковые хвостовики, соответствующие гнезду в станке под инструмент или гнезду переходных оправок.
Наиболее распространенным инструментом для фрезерных станков с ЧПУ являются концевые фрезы. Материал рабочей части фрезы -быстрорежущие стали марок Р6М5, Р6М5К5, Р5К10, Р18 или твердые сплавы групп ВК и ТК.
Концевые фрезы, используемые на станках с ЧПУ, бывают стан-дартными и специальными, приспособленными для работ в особых, трудных условиях. Например, для концевых фрез можно отметить следующие особые случаи, требующие специальных конструктивных решений (рис. 8.1):
1 — облегчение выхода стружки при обработке глубоких колодцев за счет уменьшения числа зубьев и увеличения угла наклона спирали;
2 — изменение направления осевой составляющей силы резания таким образом, чтобы за счет этой составляющей деталь прижималась к столу станка;
3 — уменьшение вибраций при резании, что обеспечивается несимметричным расположением зубьев фрезы;
4 — особое затачивание торцев двузубых фрез, позволяющее осуществлять вертикальное врезание в металл;
5 — повышение жесткости режущей части инструмента в результате того, что канавки имеют переменную глубину;
6 — увеличение вылета инструмента с сохранением его жесткости за счет усиления тела фрезы;
7 и 8 — необходимость применения конических концевых и фасонных фрез для образования сложных криволинейных поверхностей.
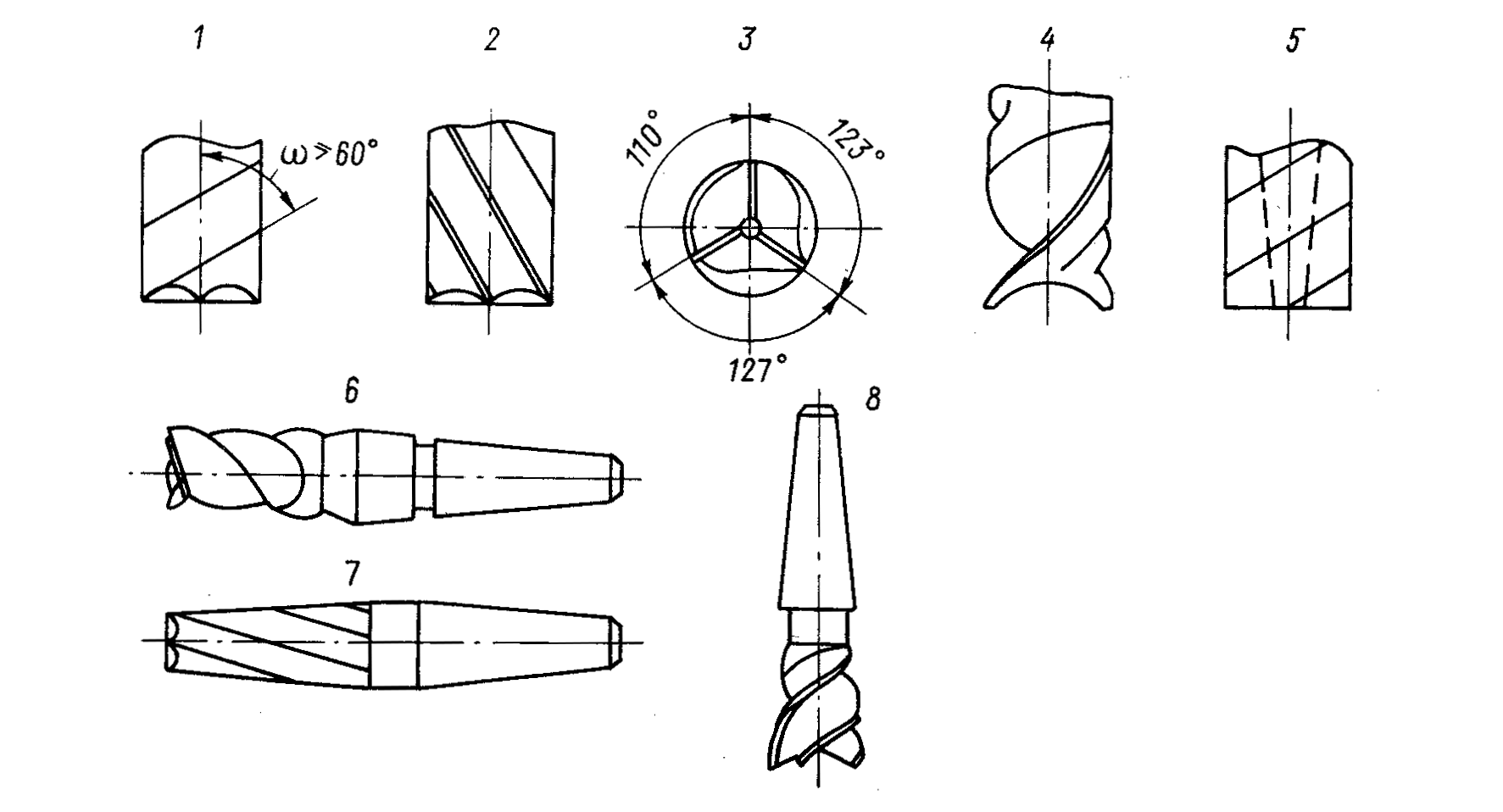
Рис. 8.1. Особые случаи конструктивных решений концевых фрез
При обработке тонких плоских деталей необходимо, чтобы усилие резания прижимало детали к столу станка. Это требование достигается применением праворежущих фрез с левой спиралью и наоборот.
Уменьшение вибрации инструмента при резании осуществляется несимметричным расположением зубьев фрезы.
Для обеспечения возможности вертикального врезания в металл на фрезах должна быть выполнена соответствующая заточка торца с поднутрением.
Для повышения жесткости режущей части сечение сердечника фрезы увеличивается. Для сохранения жесткости фрез с большим вылетом в их конструкции необходимо предусматривать усиленный конус.
Торцевые и дисковые фрезы для станков с ЧПУ в основном имеют стандартную конструкцию. Более широкое применение находят фрезы с механическим креплением пластин из твердого сплава.
К режущему инструменту, применяемому на сверлильных станках с ЧПУ, предъявляются повышенные требования. Объясняется это отсутствием на станках с ЧПУ кондукторных втулок. Применение спиральных сверл, особенно при работе без зацентровки, целесообразно при повышенной точности сверл и использовании специальных методов их заточки. Перед сверлением рекомендуется производить зацентровку укороченным или центровым сверлом с углом при вершине 90о (рис. 8.2.).
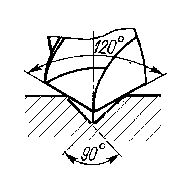
Рис. 8.2. Схема обработки отверстия с центровой лункой
Спиральные
укороченные сверла с циглиндрическим
хвостовиком диаметром 10—20 мм предназначены
для предварительного центрования
отверстий. Конструктивные отличия этих
сверл от стандартных точного исполнения
(ГОСТ 4010 — 77) состоят в том, что уменьшена
длина их рабочей части, уменьшены допуски
на симметричность сердцевины и осевое
биение. Хвостовики сверл не имеют
обратной конусности. Угол при вершине
2 = 90°. Такая заточка обеспечивает получение
центровой лунки которая в момент
засверливания последующим сверло
устраняет контакт перемычки с металлом.
Все это позволяет увеличить точность
центрования по сравнению со стандартными
сверлами. Основные размеры используемых
на станках с ЧПУ спиральных сверл с
цилиндрическим хвостовиком диаметром
3 — 20 мм (ОСТ 2-И20-1- 80) стандартизованы
(ГОСТ 10902 — 77).
= 90°. Такая заточка обеспечивает получение
центровой лунки которая в момент
засверливания последующим сверло
устраняет контакт перемычки с металлом.
Все это позволяет увеличить точность
центрования по сравнению со стандартными
сверлами. Основные размеры используемых
на станках с ЧПУ спиральных сверл с
цилиндрическим хвостовиком диаметром
3 — 20 мм (ОСТ 2-И20-1- 80) стандартизованы
(ГОСТ 10902 — 77).
Спиральные сверла с коническим хвостовиком диаметром 6 — 30 мм (ОСТ 2-И20-2 — 80) имеют размеры по ГОСТ 10903 — 77. У этих сверл по сравнению с соответствующими стандартными точного исполнения уменьшены допуски на симметричность сердцевины сверла, осевое биение режущих кромок, радиальное биение по ленточкам. Эти изменения в конструкции позволяют повысить стойкость сверл и точность обработки отверстий. Сверлами с коническим хвостовиком отверстия можно обрабатывать без предварительного центрования.
Ступенчатые сверла предназначены для обработки ступенчатых отверстий под головки винтов в деталях из конструкционных материалов. Сверла имеют две ступени, большая из которых имеет четыре ленточки, что повышает точность обработки. Применяют сверла как с цилиндрическим, так и с коническим хвостовиком.
Перовые сверла используют при сверлении отверстий диаметром 25 — 80 мм. По сравнению со спиральными их отличают следующие преимущества:
1) простота изготовления сверл большого диаметра и повышенная точность сверления отверстий больших диаметров;
2) повышенная жесткость и прочность конструкции;
3) меньшая стоимость перового сверла по сравнению со стоимостью равных по стойкости спиральных сверл.
При обработке точных отверстий диаметром от 6 мм до 30 мм применяют спиральные четырехленточные сверла. Для станков с ЧПУ разработаны сборные пластинчатые сверла. При сверлении отверстий в заготовках с литейной коркой используются сверла с твердоплавными пластинками.
Для станков с ЧПУ рекомендуются зенкеры диаметром 10 — 40 мм (по ОСТ 2-И22-1 — 80), элементы конструкций которых и геометрические параметры отвечают приложению к ГОСТ 12489 — 71. По сравнению со стандартными зенкеры для станков с ЧПУ обеспечивают более высокие требования к биению цилиндрических ленточек и шероховатости передних и задних поверхностей режущих зубьев. Рекомендуется использовать зенкеры с износостойким покрытием.
Зенковки цилиндрические и конические (ГОСТ 14953 — 80) используют для обработки центровых отверстий по ГОСТ 14034 — 74, снятия фасок в точных отверстиях и обработки поверхностей под крепежные детали. Конические зенковки выпускаются с углами конуса 60, 90 и 120°.
Развертки, рекомендуемые к применению на станках с ЧПУ, могут быть быстрорежущими и твердосплавными. Развертки из быстрорежущей стали имеют диаметры 5 — 50 мм (ОСТ 2-И26-1 — 74). Они бывают с цилиндрическим и коническим хвостовиками или насадными. Твердосплавные развертки (ГОСТ 11175 — 80) изготовляют с повышенной точностью, их выполняют или с коническим хвостовиком, или насадными.
Для чистовой обработки отверстий диаметром 10 — 50 мм на станках с ЧПУ в большинстве случаев применяются цельные хвостовые и насадные быстрорежущие и твердосплавные развертки. Для обработки особо точных отверстий используются однолезвийные твердосплавные развертки. Для обработки отверстий под головки крепежных винтов применяют цельные зенковки стандартных конструкций с повышенными требованиями точности. Для крепежных отверстий разработаны комбинированные ступенчатые сверла со специальной центрующей заточкой.
Основная особенность расточного инструмента для станков с ЧПУ состоит в том, что он практически весь является консольным. Поэтому он должен обладать повышенной жесткостью и виброустойчивостью.
Для растачивания отверстий диаметром 50 — 180 мм на станках с ЧПУ используются расточные оправки (боры) с микрометрической регулировкой вылета резца, обеспечивающие стабильное получение отверстий 5 — 6 квалитетов точности.
инженер поможет — Измерительный инструмент для станков с ЧПУ
Для станков с ЧПУ нужен с одной стороны точный инструмент, а с другой стороны, благодаря способности этих станков осуществлять большое количество операций за один установ,легко переналаживаемый. В измерительный инструмент входят:штангенциркули, уровни, микрометры, глубиномеры, шаблоны, индикаторные стойки, угломеры, нутромеры индикаторные и микрометрические, щупы, концевые меры длины. Теперь давайте рассмотрим измерительные инструменты по отдельности и их применение для станов с ЧПУ.
Измерительный инструмент штангенциркуль
Штангенциркуль – применяется для измерение линейных размеров наружных и внутренних поверхностей, а также для воспроизведения размеров при разметке деталей для обработки на станке. Для станков с ЧПУ лучше подходит электронный штанген для более быстрого определения коррекции для обработки. Например, вы получили деталь и после проверки этим мерительным инструментом выяснили, что деталь полнее на 0,35 мм, что очень хорошо, вводите коррекцию. После обработки снова проверяете и так до тех пор пока не получаете годную деталь. Цену деления для электронного штангенциркуля лучше брать не больше 0,01 мм.
Измерительный инструмент уровень
Уровень предназначен для проверки горизонтального расположения детали в пространстве. Уровни должны иметь высокую точность и применяется при установке и поверке станков. Применение уровня при проверке детали встречал очень редко и только при черновой обработке.
Измерительный инструмент микрометр
Микрометры применяются измерения длины полученной детали, нужно иметь несколько если делаете несколько размеров за один установ и нет времени его настраивать каждый раз заново.
Измерительный инструмент шаблоны
Шаблон применяется для проверки полученного профиля на детали заданному, использую только при серийном производстве. Если сложный профиль детали и его нужно проверить, то просто делаю шаблон из картона, на 1-2 детали вполне хватает.
Измерительный инструмент индикаторная стойка
При работе на станках с ЧПУ индикаторная стойка-это самый нужный мерительный инструмент. Он применяется для измерения точного расстояния между заготовкой и режущим инструментом или узлом станка. Также ей проверяется биение режущего инструмента, а иногда и перпендикулярность осей или заготовки и оси.
Измерительный инструмент угломер
Используется только при базировании детали для обработки, может быть заменен на картонный шаблон.
Измерительный инструмент нутромер индикаторный и микрометрический
Нутромер- измерительный инструмент применяемый для проверки диаметра получаемых после обработки отверстий. Выбор типа нутромера индикаторный или микронный зависит от требований точности к получаемой детали.
Измерительный щуп
Измерительный щуп выполняет функция индикаторной стойки, только более точен вследствие автоматизации и позволяет измерять расстояние между сложными поверхностями.
Концевая мера длины
Концевые меры нужны для проверки и настройки всех выше приведенных измерительных инструментов. К сожалению раз в год или два года, в зависимости от количества измерений, и концевые меры нужно проверять, поэтому лучше иметь два набора один для работы, другой для проверки рабочего набора.
Постарался описать необходимый измерительный инструмент для комфортной работы почти любого станка с ЧПУ, если есть вопросы с радостью на них отвечу.
Станки для малого бизнеса с ЧПУ — цены, характеритики
В поисках идеи для прибыльного и успешного бизнеса не обязательно, чтобы она была оригинальной и не похожей на другие, ведь многие успешные предприниматели начинали с чего-то малого, уже известного, и развивали это направление. Современный мир предлагает множество вариантов развития своего дела. Это может быть обучение и воспитание, реклама и оказание услуг, строительство и производство, и т.д. Если вы решили заняться каким-то небольшим производством, то первым пунктом в проекте, конечно, будет значиться оборудование.
Станки с ЧПУ для малых предприятий
Создание среднего или крупного предприятия нуждается в больших стартовых вложениях, которые не всегда есть у начинающего предпринимателя. А вот для малого бизнеса доступно множество недорогих доступных решений. Современный рынок оборудования предлагает большой ассортимент станков для малого бизнеса. Предприниматель может приобрести разнообразные мини станки для бизнеса, например станки с ЧПУ для малого бизнеса (фрезерный ЧПУ станок, настольный ЧПУ станок).
Но прежде чем начать выбирать оборудование, необходимо определиться с направлением предприятия и суммой доступных вложений. Сравните различные модели станков, предлагаемых на данном рынке, их стоимость. Многих начинающих бизнесменов, естественно, в первую очередь интересует цена оборудования. Большой популярностью пользуются мини станки отечественного производства. В частности, советуем обратить внимание на оборудование производства компании ЧПУ «Моделист», которые отличаются высоким качеством и доступной стоимостью. Преимущество данной компании в том, что кроме доставки оборудования она также предоставляет специалистов для установки аппаратуры и пусконаладочных работ.
В каталоге на сайте ЧПУ «Моделист» можно подробно ознакомиться со всевозможными станками для работы малого бизнеса, выбрать оптимальный набор оборудования для начала производства. Подробно изучив сильные и слабые стороны станков, любой начинающий предприниматель может выбрать оборудование, которое обеспечит процветание и доходность его компании.
Примеры станков с ЧПУ
Расскажем подробнее о некоторых моделях станков, предлагаемых ЧПУ «Моделист». Все гравировально-фрезерные станки данного предприятия являются отличным инструментом как для хобби, так и для прибыльного малого бизнеса. На станках данной серии возможен раскрой листовых материалов, гравировка, деревообработка ЗD, изготовление корпусов и плат для радиотехники, производство элементов дизайна и наружной рекламы.
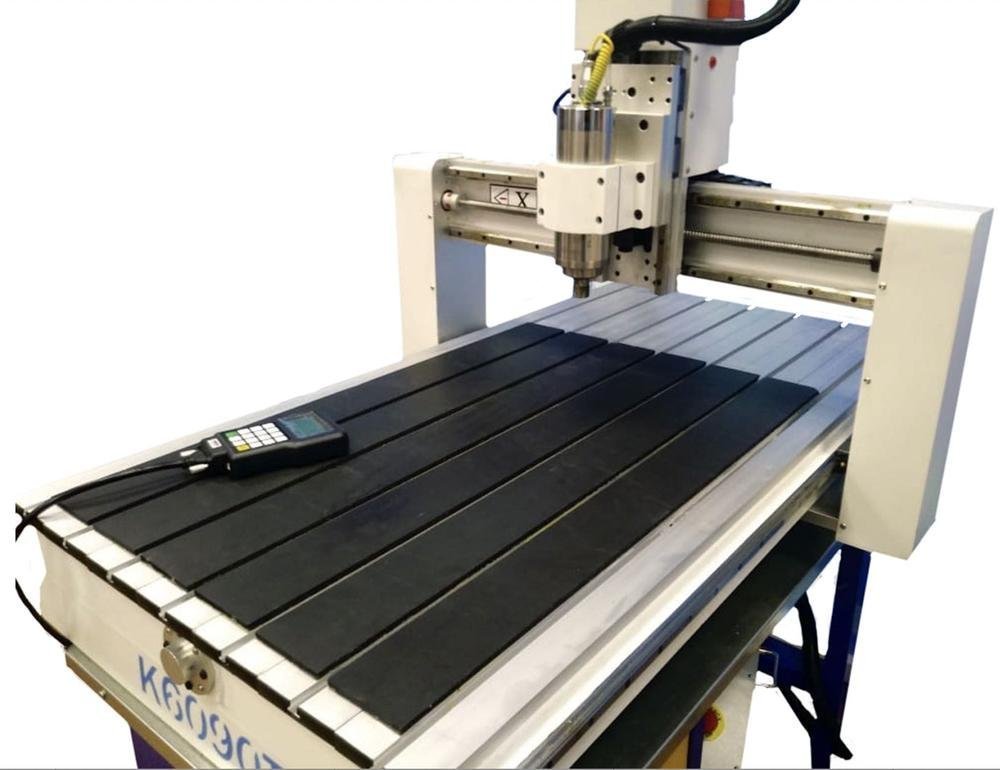
Фрезерный настольный станок «Моделист» отличается компактными размерами и жесткой конструкцией с подвижным порталом. Благодаря чему он легко устанавливается в помещении с малой площадью, но мощно и быстро справляется с работами по раскрою, сверлению, фрезеровке и гравировке дерева, фанеры, пластика и других материалов. Управляется данный станок с помощью надежного программного обеспечения MACh4 или CNC-USB.
Плюсами всех станков по дереву серии «Моделист» является то, что данные аппараты оснащены самым современным компьютерным оборудованием и имеют высокую степень автоматизации. Конструкция их рабочего стола универсальна для фрезерования и гравировки по пластику и дереву. Работа на данных аппаратах безопасна благодаря использованию большого набора приборов контроля. Также в станочном комплексе присутствуют необходимые инструменты для выполнения изделий ювелирной направленности. Детализация выполненных на данных станках готовых изделий имеет очень высокое качество, практически не доступное при ручной работе. Кроме того, такие станки отличаются быстротой выполняемых программ обработки и высокой производительностью. И важно отметить, что вся техника ЧПУ «Моделист» полностью отвечает международным стандартам качества.
Еще одна группа станков «Моделист» — фрезерно-гравировальные станки для работы по камню. Такие аппараты незаменимы в бизнесе по изготовлению памятников и надгробий. Они легко справляются с обработкой искусственного и натурального камня, а также цветных металлов, что приносит довольно большую прибыль.
Отдельная группа оборудования – это гравировально-фрезерное оборудование CNC. Данное оборудование с ЧПУ отлично подходит для обучения молодых специалистов станочному мастерству. На таких станках можно работать с металлами, пластиком, натуральным или искусственным камнем, древесиной плотных пород. Данные станки могут выполнять задачи любого уровня сложности. На таком оборудовании могут работать даже дети в учебных комбинатах, что позволят привить им интерес с профессии станочника и выбрать профессиональную ориентацию.
Как видите, направлений бизнеса с использованием гравировально-фрезерных станков очень много. Вам необходимо лишь определиться с тем, что вам ближе, а мы поможем подобрать оборудование.
Наши новинки:
Планшетные плоттеры (флюгерный, биговочный, осциллирующий, тангенциальный нож)
Станки с повортным шпинделем